一种水冷板的制备方法以及水冷板与流程
本发明涉及水冷板,具体涉及水冷板的制备方法。
背景技术:
1、由于铝合金由于表面氧化膜的存在具有强抗腐蚀性能,可在ph≤9的采暖水质中或汽车水箱中长期使用。因此,目前的新能源汽车电池包内设置的水冷板大多采用铝材钎焊进行加工和制造。
2、而现有通过铝材钎焊方式来加工制备水冷板时,都是沿用的传统的散热器的加工工艺,相应的制备流程主要包括首先对基材进行清洗;再者进行冲压下料形成上、下水冷板;接着进行喷涂钎料;接着固定水嘴,最后高温过炉钎焊等这些关键的加工步骤。可见现有水冷板整个加工制备工艺步骤复杂,加工成本昂贵,且产品重量不具备优势。
技术实现思路
1、针对现有新能源汽车电池包用水冷板大采用铝材钎焊方式制备所存在的问题,本发明的目的在于提供水冷板的制备方法,该制备方法效率高、制备成本低,并能够提高产品质量;在此基础上,本发明提供一种基于该制备方法形成的水冷板,其成本低且整体重量轻。
2、为了达到上述目的,本发明提供的水冷板的制备方法,包括:
3、冲压制备水冷板中的第一层金属板;
4、在第一层金属板上一次注塑水嘴和开口流道特征;
5、采用第二层板密封覆盖住第一层金属板上的开口流道,以封闭整个流道。
6、在本发明的一些实施方式中,所述制备方法在第一层金属板上一次注塑水嘴和开口流道特征时,包括:
7、对冲压成型的第一层金属板进行表面微处理,在第一层金属板的两面形成微结构;
8、在完成表面微处理的第一层金属板上直接注塑水嘴与开口流道特征,形成水嘴特征与开口流道特征的注塑件分别嵌入第一层金属板表面的微结构里,形成机械粘接结构。
9、在本发明的一些实施方式中,所述制备方法通过化学腐蚀的方式对冲压成型的第一层金属板进行表面微处理。
10、在本发明的一些实施方式中,所述制备方法通过激光刻蚀的方式对冲压成型的第一层金属板进行表面微处理。
11、在本发明的一些实施方式中,所述第二层板,开口流道,注塑水嘴均为非金属板。
12、在本发明的一些实施方式中,所述第二层板采用激光焊接,热板焊,超声波焊接或者热熔的方式与第一层金属板上的开口流道进行密封连接。
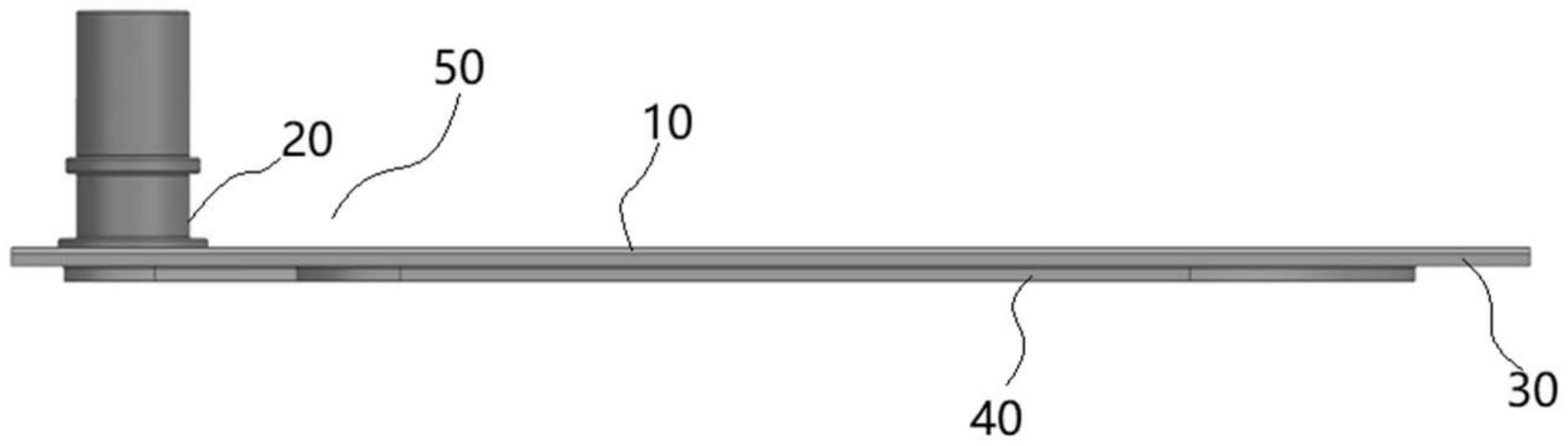
13、为了达到上述目的,本发明提供的水冷板,包括第一层金属板,第二层板,水嘴组件以及开口流道组件,所述水嘴组件一次成型注塑在第一层金属板的第一表面上,所述开口流道组件一次成型注塑在第一层金属板的第二表面上,所述水嘴组件与所述开口流道组件之间连通;所述第二层板密封覆盖住第一层金属板上的开口流道,以封闭整个流道。
14、在本发明的一些实施方式中,所述第一层金属板一次冲压形成。
15、在本发明的一些实施方式中,所述第一层金属板的表面经微处理,形成有微结构。
16、在本发明的一些实施方式中,所述水嘴组件一次成型注塑在第一层金属板的第一表面上时,构成水嘴组件的注塑料嵌入第一层金属板的第一表面上的微结构里,形成机械粘接结构。
17、在本发明的一些实施方式中,所述开口流道组件一次成型注塑在第一层金属板的第二表面上时,构成开口流道组件的注塑料嵌入第一层金属板的第二表面上的微结构里,形成机械粘接结构。
18、在本发明的一些实施方式中,所述第二层板为非金属板。
19、本发明提供的水冷板的制备方案,整体工艺流程简单,加工效率高,所制备的水冷板成本低,重量轻,空间利用率高,对于零件尺寸的容忍度高,即可以放宽一些公差要求。
20、本发明提供的水冷板的制备方案在实施时,系统成本低,能耗低,能量效率高。
21、本发明提供的水冷板的制备方案还可以用于其他所有涉及到金属和塑料结合的应用,实用性强。
22、本发明提供的水冷板中其中第二层板为非金属板,而开口流道,注塑水嘴均为非金属注塑件,如塑料件,相对于现有铝材钎焊形成的水冷板,整体成本低且整体重量大大降低。
技术特征:
1.水冷板的制备方法,其特征在于,包括:
2.根据权利要求1所述的水冷板的制备方法,其特征在于,所述制备方法在第一层金属板上一次注塑水嘴和开口流道特征时,包括:
3.根据权利要求2所述的水冷板的制备方法,其特征在于,所述制备方法通过化学腐蚀的方式对冲压成型的第一层金属板进行表面微处理。
4.根据权利要求2所述的水冷板的制备方法,其特征在于,所述制备方法通过激光刻蚀的方式对冲压成型的第一层金属板进行表面微处理。
5.根据权利要求1所述的水冷板的制备方法,其特征在于,所述第二层板为非金属板。
6.根据权利要求1所述的水冷板的制备方法,其特征在于,所述第二层板采用激光焊接,热板焊,超声波焊接或者热熔的方式与第一层金属板上的开口流道进行密封连接。
7.水冷板,其特征在于,包括第一层金属板,第二层板,水嘴组件以及开口流道组件,所述水嘴组件一次成型注塑在第一层金属板的第一表面上,所述开口流道组件一次成型注塑在第一层金属板的第二表面上,所述水嘴组件与所述开口流道组件之间连通;所述第二层板密封覆盖住第一层金属板上的开口流道,以封闭整个流道。
8.根据权利要求7所述的水冷板,其特征在于,所述第一层金属板的表面经微处理,形成有微结构。
9.根据权利要求8所述的水冷板,其特征在于,所述水嘴组件一次成型注塑在第一层金属板的第一表面上时,构成水嘴组件的注塑料嵌入第一层金属板的第一表面上的微结构里,形成机械粘接结构。
10.根据权利要求8所述的水冷板,其特征在于,所述开口流道组件一次成型注塑在第一层金属板的第二表面上时,构成开口流道组件的注塑料嵌入第一层金属板的第二表面上的微结构里,形成机械粘接结构。
技术总结
本发明公开了一种水冷板的制备方法以及水冷板,其包括:冲压制备水冷板中的第一层金属板;在第一层金属板上一次注塑水嘴和开口流道特征;采用第二层板密封覆盖住第一层金属板上的开口流道,以封闭整个流道。本发明提供的水冷板的制备方案,整体工艺流程简单,加工效率高,所制备的水冷板成本低,重量轻,空间利用率高,对于零件尺寸的容忍度高,即可以放宽一些公差要求。
技术研发人员:许可诚,陈子昂,李佳,李秀峰
受保护的技术使用者:上海埃姆哈特紧固系统有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!