高同轴度漆包线及涂漆设备的制作方法
本发明属于漆包线领域,尤其涉及一种高同轴度漆包线及涂漆设备。
背景技术:
1、漆包线的结构,包括内侧铜制或铝制的芯线,以及位于芯线外侧的多层漆膜,每层漆膜均由油漆涂覆干燥形成。
2、现有涂漆设备设置于生产线上,包括多个上漆机构,每个上漆机构的水平侧后端均设有烘干机构,生产线的牵引机构牵动芯线按特定轨迹移动,轨迹由多个导向轮确定,但总体的轨迹为水平向的,芯线穿过上漆机构的时候,附着上油漆,芯线在穿过烘干机构的时候,油漆烘干,形成漆膜。
3、由于油漆具有较好的流动性,在张力作用下,可以在芯线表面形成较为均匀的厚度,由此烘干得到的漆膜可以与芯线保持良好的同轴度。但在气温较冷的天气,尤其是冬季,虽然油漆在上漆机构经过加热而具有良好的流动性,但附着到芯线后,随着芯线的高速移动,被气流作用而迅速降温,流动性变得比较差,尤其在芯线外周面上扩散、摊平的时间严重不足,难以在芯线表面形成均匀厚度,由此干燥得到的漆膜难以与芯线保持良好的同轴度,而同轴度是体现漆包线质量的重要指标,对漆包线的电气性能具有重要影响。
4、因此,现有较冷天气生产的漆包线存在芯线与漆膜同轴度较差的缺陷。
技术实现思路
1、本发明的目的在于,提供一种同轴度漆包线及涂漆设备。本发明具有可确保芯线与漆膜同轴度高、芯线不会被拉长和芯线长向上的漆膜厚度均匀的优点。
2、本发明的技术方案:高同轴度漆包线,所述漆包线的芯线在上漆机构中附着上油漆后,持续进行保温,直至进入到烘干机构中进行烘干。
3、前述的高同轴度漆包线中,所述漆包线的芯线附着上油漆后,保持竖向移动,直至从烘干机构中离开。
4、前述的高同轴度漆包线中,位于所述上漆机构尾端与烘干机构尾端之间的芯线保持空悬状态。
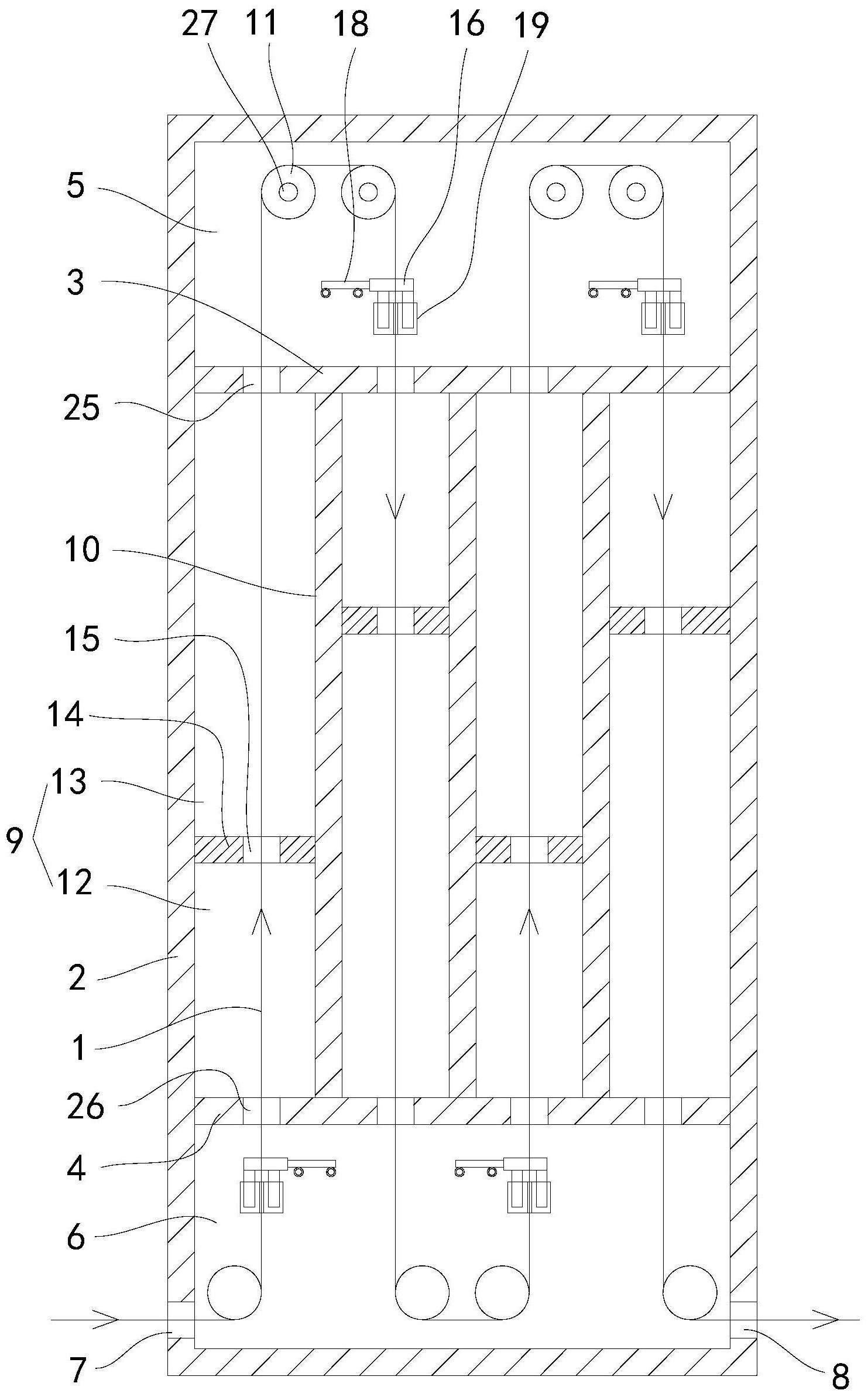
5、制备高同轴度漆包线的涂漆设备,包括箱体,箱体内设有第一隔板,第一隔板的下方设有第二隔板,第一隔板和第二隔板均水平设置,第一隔板的上侧形成上保温仓,第二隔板的下方形成下保温仓,上保温仓和下保温仓的温度均在40℃以上,下保温仓的两侧分别设有进线孔和出线孔,第一隔板和第二隔板之间设有多个加热仓,加热仓构成烘干机构,加热仓的上部连通上保温仓,加热仓的下部连通下保温仓,相邻加热仓之间设有竖向的第三隔板;
6、上保温仓和下保温仓内均设有多个导向轮,所述导向轮使芯线反复上下折弯而穿过多个加热仓;
7、沿着芯线的移动方向看,每个加热仓的前端均设有上漆机构,上漆机构位于上保温仓或下保温仓内。
8、前述的制备高同轴度漆包线的涂漆设备中,所述加热仓由预热仓和干燥仓组成,预热仓和干燥仓之间设有横向的第四隔板,第四隔板上设有连通预热仓和干燥仓的过线孔,沿着芯线的移动方向看,预热仓位于干燥仓的前侧,干燥仓的温度高于预热仓的温度。
9、前述的制备高同轴度漆包线的涂漆设备中,所述上漆机构包括俯视为u型的夹板,夹板开口内设有两个毛毡板,两个毛毡板分别与夹板的两臂固定,夹板的中部通过支架与箱体固定,毛毡板的下方设有补漆装置。
10、前述的制备高同轴度漆包线的涂漆设备中,所述夹板采用弹簧钢片制作,使两个毛毡板之间保持弹性连接,芯线从两个毛毡板之间穿过。
11、前述的制备高同轴度漆包线的涂漆设备中,所述补漆装置包括与箱体固定的油漆盒,油漆盒俯视为u形,芯线从油漆盒的开口穿过,油漆盒内灌注上漆用的油漆,所述毛毡板的两端均向外延伸而进入到油漆盒中。
12、前述的制备高同轴度漆包线的涂漆设备中,所述支架包括与箱体固定的导向轴,导向轴有两根,导向轴上设有导套,导套通过连杆连接夹板。
13、前述的制备高同轴度漆包线的涂漆设备中,所述油漆盒的底部设有恒温加热单元。
14、与现有技术相比,本发明的优点如下:
15、1)、芯线附上油漆后全程保温,避免油漆流动性降低,使油漆在芯线上扩散均匀,然后烘干,得到均匀壁厚的漆膜,漆膜与芯线之间的同轴度高。
16、2)、芯线附上油漆后,保持竖向移动,使油漆不会在重力作用下沿着芯线的径向移动,即油漆不会在重力作用下富集在芯线的一侧,进一步的使油漆在芯线上充分扩散均匀,提高芯线与漆膜之间的同轴度。
17、3)、由于芯线附上油漆后保持竖向移动,芯线的移动方向与重力方向一致,不需要在芯线上设置保持芯线移动轨迹的导向轮(现有技术下芯线水平移动,会有悬垂,需要导向轮支撑保持移动轨迹),芯线可以保持空悬状态,即芯线在附上油漆到烘干的这一段过程不与任何其他零件接触,避免其他零件对芯线表面油漆扩散结果的破坏,提高芯线与漆膜之间的同轴度。
18、4)、改进了涂漆设备的具体结构,使漆包线反复上下移动,上漆机构和烘干机构在高度方向上布置,可以减少涂漆设备的占地面积,有利于漆包线生产线的排布。
19、5)、烘干机构中除了烘干仓外,新增预热仓,所述预热仓的温度高于保温仓的温度,进一步的增加油漆的流动性,但低于油漆的正常烘干温度,避免油漆中的溶剂快速蒸发而导致的油漆流动性降低,给油漆的扩散留出充足的时间,高流动性的油漆在充足的流动时间下,便可在芯线上充分扩散均匀,使漆膜与芯线之间的同轴度高。
20、6)、对上漆机构的改进,夹片可以沿着导向轴移动,使两个毛毡板之间的缝隙与芯线自动对准,降低芯线穿过毛毡板时的阻力,避免芯线拉长而不合格。
21、7)、将油漆盒设置为u形,在不阻碍芯线移动的基础上,使毛毡板的两端均能插入到油漆盒中吸取油漆,毛毡板的带漆量充足,并通过弹性的、u形的夹板,使芯线与毛毡片始终保持接触,芯线可以持续稳定且足量的附上油漆,芯线在长向上的漆膜厚度均匀。
22、综上,本发明具有可确保芯线与漆膜同轴度高、芯线不会被拉长和芯线长向上的漆膜厚度均匀的优点。
技术特征:
1.高同轴度漆包线,其特征在于:所述漆包线的芯线(1)在上漆机构中附着上油漆后,持续进行保温,直至进入到烘干机构中进行烘干。
2.根据权利要求1所述的高同轴度漆包线,其特征在于:所述漆包线的芯线(1)附着上油漆后,保持竖向移动,直至从烘干机构中离开。
3.根据权利要求2所述的高同轴度漆包线,其特征在于:位于所述上漆机构尾端与烘干机构尾端之间的芯线(1)保持空悬状态。
4.制备高同轴度漆包线的涂漆设备,其特征在于:包括箱体(2),箱体(2)内设有第一隔板(3),第一隔板(3)的下方设有第二隔板(4),第一隔板(3)和第二隔板(4)均水平设置,第一隔板(3)的上侧形成上保温仓(5),第二隔板(4)的下方形成下保温仓(6),上保温仓(5)和下保温仓(6)的温度均在40℃以上,下保温仓(6)的两侧分别设有进线孔(7)和出线孔(8),第一隔板(3)和第二隔板(4)之间设有多个加热仓(9),加热仓(9)构成烘干机构,加热仓(9)的上部连通上保温仓(5),加热仓(9)的下部连通下保温仓(6),相邻加热仓(9)之间设有竖向的第三隔板(10);
5.根据权利要求4所述的制备高同轴度漆包线的涂漆设备,其特征在于:所述加热仓(9)由预热仓(12)和干燥仓(13)组成,预热仓(12)和干燥仓(13)之间设有横向的第四隔板(14),第四隔板(14)上设有连通预热仓(12)和干燥仓(13)的过线孔(15),沿着芯线(1)的移动方向看,预热仓(12)位于干燥仓(13)的前侧,干燥仓(13)的温度高于预热仓(12)的温度。
6.根据权利要求4所述的制备高同轴度漆包线的涂漆设备,其特征在于:所述上漆机构包括俯视为u型的夹板(16),夹板(16)开口内设有两个毛毡板(17),两个毛毡板(17)分别与夹板(16)的两臂固定,夹板(16)的中部通过支架(18)与箱体(2)固定,毛毡板的下方设有补漆装置(19)。
7.根据权利要求6所述的制备高同轴度漆包线的涂漆设备,其特征在于:所述夹板(16)采用弹簧钢片制作,使两个毛毡板(17)之间保持弹性连接,芯线(1)从两个毛毡板(17)之间穿过。
8.根据权利要求6所述的制备高同轴度漆包线的涂漆设备,其特征在于:所述补漆装置(19)包括与箱体(2)固定的油漆盒(20),油漆盒(20)俯视为u形,芯线(1)从油漆盒(20)的开口穿过,油漆盒(20)内灌注上漆用的油漆,所述毛毡板(17)的两端均向外延伸而进入到油漆盒(20)中。
9.根据权利要求6所述的制备高同轴度漆包线的涂漆设备,其特征在于:所述支架(18)包括与箱体(2)固定的导向轴(21),导向轴(21)有两根,导向轴(21)上设有导套(22),导套(22)通过连杆(23)连接夹板(16)。
10.根据权利要求8所述的制备高同轴度漆包线的涂漆设备,其特征在于:所述油漆盒(20)的底部设有恒温加热单元(24)。
技术总结
本发明公开了一种高同轴度漆包线及涂漆设备,所述漆包线的芯线在上漆机构中附着上油漆后,持续进行保温,直至进入到烘干机构中进行烘干;所述涂漆设备包括箱体,箱体内设有第一隔板,第一隔板的下方设有第二隔板,第一隔板和第二隔板均水平设置,第一隔板的上侧形成上保温仓,第二隔板的下方形成下保温仓,下保温仓的两侧分别设有进线孔和出线孔,第一隔板和第二隔板之间设有多个加热仓,相邻加热仓之间设有竖向的第三隔板;上保温仓和下保温仓内均设有多个导向轮;每个加热仓的前端均设有上漆机构,上漆机构位于上保温仓或下保温仓内。本发明具有可确保芯线与漆膜同轴度高、芯线不会被拉长和芯线长向上的漆膜厚度均匀的优点。
技术研发人员:顾正韡,嵇凤祥,沈永清,陆家辉,陆爱忠
受保护的技术使用者:浙江长城电工新材科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!