一种用于电池壳的装配装置及方法与流程
本发明属于动力电池装配,具体涉及一种用于电池壳的装配装置及方法。
背景技术:
1、伴随新能源汽车突飞猛进的发展,动力电池生产由过去半自动生产逐步向全自动生产转型,以提高生产效率,满足生产需求。
2、相关技术中,电池壳包括壳体和盖板,壳体内用于容置动力电池,盖板和壳体通过涂胶及螺栓进行连接装配,从而在盖板和壳体之间形成用于流通冷却液的流道,进而通过冷却液实现对动力电池的降温,提高其安全性能。
3、电池壳的壳体和盖板之间的定位精度是影响其降温性能的关键因素。然而,现有的壳体和盖板尺寸较大,且主要通过人工手动作业,虽在一定程度上满足定位精度,但装配效率难以满足生产需求。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种用于电池壳的装配装置及方法,其目的在于通过位移结构及吸盘等结构可以自动实现盖板和壳体之间的精准定位,从而提高装配效率,满足生产需求。
2、第一方面,本发明实施例提供了一种用于电池壳的装配装置,所述装配装置包括支撑组件和定位组件;
3、所述支撑组件包括支撑台和用于支撑盖板的支架,所述支撑台上具有第一工位和第二工位,所述第一工位用于放置盖板,所述支架的顶部具有多个间隔布置的定位销,各所述定位销背向所述支架的一端为锥形,多个所述定位销用于插装至盖板的定位孔中,所述支架位于所述第二工位上;
4、所述定位组件包括吸板和位移结构,所述吸板的底面上插装有多个吸盘、多个限位柱、多个第一定位柱和多个气缸,多个所述吸盘间隔布置,以吸附盖板,多个所述限位柱平行间隔布置,以在多个所述吸盘对所述盖板吸附后对盖板限位,各所述第一定位柱背向所述吸板的一端为锥形,多个所述第一定位柱用于插装至壳体的定位孔中,以实现所述吸板与所述壳体之间的定位,各所述气缸的输出端均同轴连接有第二定位柱,各所述第二定位柱同轴插装在相对应的所述限位柱中,以伸出相对应的所述限位柱,各所述第二定位柱背向所述吸板的一端为锥形,多个所述第二定位柱用于插装至盖板的定位孔中,以实现所述吸板与所述盖板之间的定位,所述位移结构与所述吸板传动连接,以驱动所述吸板升降及转运。
5、可选地,所述支架上的外边缘具有多个间隔布置气动夹爪,所述气动夹爪用于按压盖板,以使得盖板贴合至所述支架上。
6、可选地,所述支架上具有对射式光电开关,所述对射式光电开关用于监测盖板在所述支架上的位置,且所述对射式光电开关电连接有蜂鸣器。
7、可选地,所述支架的底部具有用于对盖板进行避位的避位缺口,所述支架可滑动地布置在所述支撑台上,以使得所述支架滑动至所述第一工位或者所述第二工位上方。
8、可选地,所述支撑台上具有两个平行间隔布置的滑轨,所述支架的两侧均可滑动地布置在相对应的所述滑轨上。
9、可选地,所述支架包括连接部和两个支撑部,所述连接部的两端分别与两个所述支撑部连接,以形成u型结构,各所述支撑部背向所述连接部的一端与相对应的所述滑轨滑动配合。
10、可选地,所述第一工位和所述第二工位上均具有多个定位立柱,多个所述定位立柱均垂直间隔布置在所述支撑台上。
11、可选地,所述支撑组件还包括滑板,所述滑板可滑动地布置在所述支撑台上,以使得所述滑板和所述支架间隔布置,所述第一工位和所述第二工位位于均所述滑板上。
12、可选地,所述第一工位插装有顶升模块,所述顶升模块包括伺服电机、丝杆和顶块,所述伺服电机的输出轴和所述丝杆传动连接,所述丝杆的一端插装在所述顶块中,所述顶块滑动布置在所述支撑台上,以驱动所述顶块推动多个盖板上升。
13、第二方面,本发明实施例提供了一种用于电池壳的装配方法,所述装配方法基于第一方面所述的装配装置,所述装配方法包括:
14、在所述第一工位上放置盖板,通过所述位移结构带动所述吸板移动,从而通过多个所述吸盘将一个盖板转运至所述支撑台的多个所述定位销的上方;
15、解除多个所述吸盘对所述盖板的吸附力,所述盖板下落,且各所述定位销插装至所述盖板上相对应的定位孔中;
16、通过各所述气缸驱动所述第二定位柱伸出相对应的所述限位柱,利用所述位移结构下移所述吸板,使得多个所述吸盘再次吸取所述盖板,同时各所述第二定位柱插装至所述盖板上相对应的定位孔中;
17、通过所述位移结构将所述吸板及所述盖板转运,解除多个所述吸盘对所述盖板的吸附力,并通过所述第一定位柱的定位,从而将所述盖板精准放置至壳体上。
18、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有的有益效果如下:
19、对于本发明实施例提供的一种用于电池壳的装配方法,在对盖板和壳体进行定位时,在第一工位上放置盖板,通过位移结构带动吸板移动(在吸附盖板过程中,各限位柱与盖板相抵,保证吸附过程中盖板与吸板始终平行间隔),从而通过多个吸盘将一个盖板转运至支撑台的多个定位销的上方。接着,解除多个吸盘对盖板的吸附力,盖板下落,且各定位销插装至盖板上相对应的定位孔中,从而实现对盖板精准定位。然后,通过各气缸驱动第二定位柱伸出相对应的限位柱,利用位移结构下移吸板,使得多个吸盘再次吸取盖板,同时各第二定位柱插装至盖板上相对应的定位孔中,从而再次吸取盖板时,盖板能够被精准吸取到限位柱和吸盘上,进而保证盖板与吸板之间的定位精度。最后,通过位移结构将吸板及盖板转运,解除多个吸盘对盖板的吸附力,并通过第一定位柱的定位,从而将盖板精准放置至壳体上。此时,通过多个第一定位柱可以实现吸板与壳体之间的精准定位,从而在盖板与吸板之间的定位基础上最终实现盖板和壳体的自动精准定位。
20、也就是说,本发明提供的一种用于电池壳的装配装置,通过位移结构及吸盘等结构可以自动实现盖板和壳体之间的精准定位,从而提高装配效率,满足生产需求。
技术特征:
1.一种用于电池壳的装配装置,其特征在于,所述装配装置包括支撑组件和定位组件;
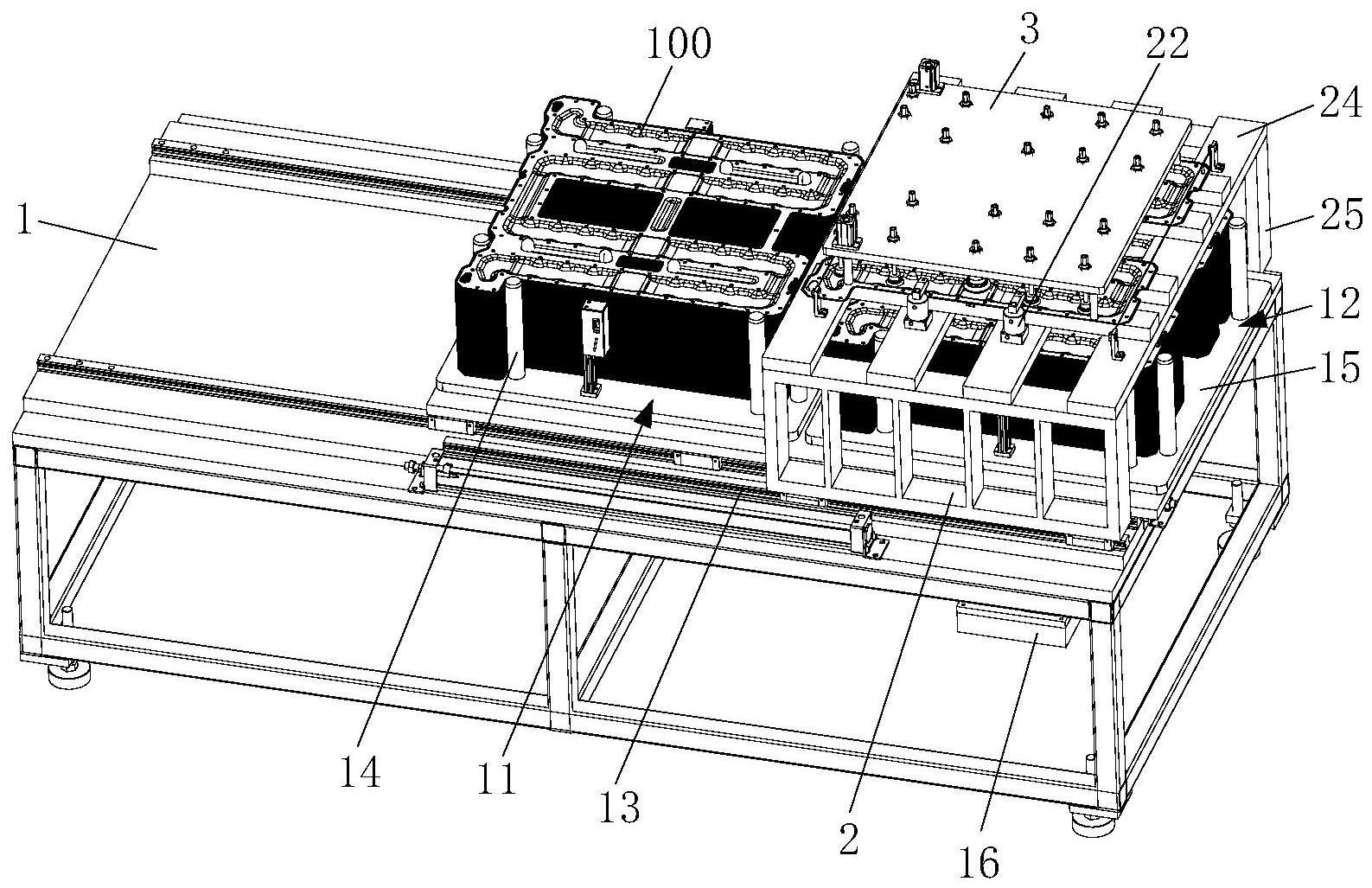
2.根据权利要求1所述的一种用于电池壳的装配装置,其特征在于,所述支架(2)上的外边缘具有多个间隔布置气动夹爪(22),所述气动夹爪(22)用于按压盖板(100),以使得盖板(100)贴合至所述支架(2)上。
3.根据权利要求2所述的一种用于电池壳的装配装置,其特征在于,所述支架(2)上具有对射式光电开关(23),所述对射式光电开关(23)用于监测盖板(100)在所述支架(2)上的位置,且所述对射式光电开关(23)电连接有蜂鸣器。
4.根据权利要求1所述的一种用于电池壳的装配装置,其特征在于,所述支架(2)的底部具有用于对盖板(100)进行避位的避位缺口,所述支架(2)可滑动地布置在所述支撑台(1)上,以使得所述支架(2)滑动至所述第一工位(11)或者所述第二工位(12)上方。
5.根据权利要求4所述的一种用于电池壳的装配装置,其特征在于,所述支撑台(1)上具有两个平行间隔布置的滑轨(13),所述支架(2)的两侧均可滑动地布置在相对应的所述滑轨(13)上。
6.根据权利要求5所述的一种用于电池壳的装配装置,其特征在于,所述支架(2)包括连接部(24)和两个支撑部(25),所述连接部(24)的两端分别与两个所述支撑部(25)连接,以形成u型结构,各所述支撑部(25)背向所述连接部(24)的一端与相对应的所述滑轨(13)滑动配合。
7.根据权利要求4所述的一种用于电池壳的装配装置,其特征在于,所述第一工位(11)和所述第二工位(12)上均具有多个定位立柱(14),多个所述定位立柱(14)均垂直间隔布置在所述支撑台(1)上。
8.根据权利要求4所述的一种用于电池壳的装配装置,其特征在于,所述支撑组件还包括滑板(15),所述滑板(15)可滑动地布置在所述支撑台(1)上,以使得所述滑板(15)和所述支架(2)间隔布置,所述第一工位(11)和所述第二工位(12)位于均所述滑板(15)上。
9.根据权利要求1-8任意一项所述的一种用于电池壳的装配装置,其特征在于,所述第一工位(11)插装有顶升模块(16),所述顶升模块(16)包括伺服电机、丝杆和顶块,所述伺服电机的输出轴和所述丝杆传动连接,所述丝杆的一端插装在所述顶块中,所述顶块滑动布置在所述支撑台(1)上,以驱动所述顶块推动多个盖板(100)上升。
10.一种用于电池壳的装配方法,其特征在于,所述装配方法基于权利要求1-9任意一项所述的装配装置,所述装配方法包括:
技术总结
本发明公开了一种用于电池壳的装配装置及方法,属于动力电池装配技术领域。所述装配装置包括支撑组件和定位组件。支撑组件包括支撑台和用于支撑盖板的支架,支撑台上具有第一工位和第二工位,支架的顶部具有多个定位销,各定位销一端为锥形,支架位于第二工位上。定位组件包括吸板和位移结构,吸板的底面上插装有多个吸盘、多个限位柱、多个第一定位柱和多个气缸,各气缸的输出端均同轴连接有第二定位柱,各第二定位柱同轴插装在相对应的限位柱中,各第二定位柱的一端为锥形。本发明提供的一种用于电池壳的装配装置,通过位移结构及吸盘等结构可以自动实现盖板和壳体之间的精准定位,从而提高装配效率,满足生产需求。
技术研发人员:陆淳佳,廖志钟
受保护的技术使用者:广东鸿图科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!