一种电磁铁铁芯、电磁铁及铁芯加工方法与流程
本发明涉及电磁铁,特别是涉及一种电磁铁铁芯、电磁铁及铁芯加工方法。
背景技术:
1、电磁铁,包括座体和设置在座体内的电磁线圈、定铁芯和动铁芯等组件,其中,定铁芯与座体固定连接,动铁芯与座体滑动连接。当电磁铁通电时,动铁芯在电磁线圈的作用下滑动并与定铁芯吸合,基于此工作过程,为了减少动铁芯与座体的摩擦力,使得动铁芯活动顺畅,现有技术中的电磁铁一般会设置辅助结构以辅助动铁芯滑动,如实用新型专利公开号cn217468115u公开的一种圆管式电磁铁所示,其包括圆管状外壳,在外壳内设置骨架、电磁线圈、定铁芯和动铁芯:在所述动铁芯的侧壁上圆周均布一组矩形槽,矩形槽竖直设置,在每个矩形槽内均连接一排万向滚珠,万向滚珠的滚动面与所述骨架的内壁接触。在上述圆管式电磁铁的方案中,其矩形槽和万向滚珠即为辅助结构。
2、在现有技术中,万向滚珠的结构包括外壳和设置在外壳内的滚珠,将其应用于上述圆管式电磁铁中,其是将万向滚珠的外壳固定于矩形槽内。然而,电磁铁的体积一般都比较小,上述圆管式电磁铁将体积更小的万向滚珠外壳固定于电磁铁的矩形槽内,加工难度大。
技术实现思路
1、本发明的首要目的是:提出一种结构简单、加工难度小的电磁铁铁芯。
2、为了实现上述目的,本发明提供了一种电磁铁铁芯,具有第一方向,包括:
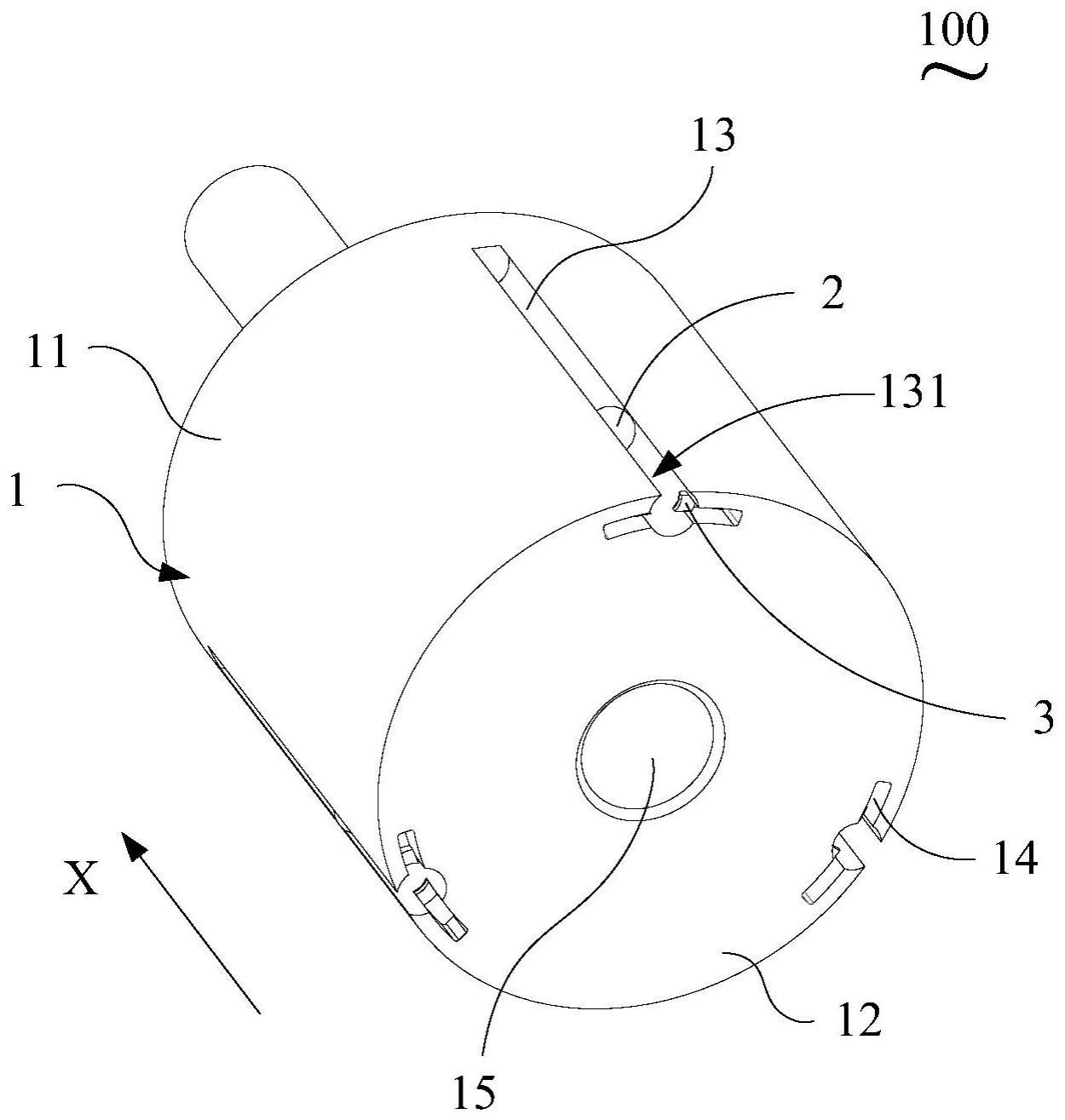
3、铁芯本体,具有相互连接的周壁面和第一端面,所述第一端面开设有容置孔,所述容置孔的轴线平行于所述第一方向,所述容置孔具有延伸至所述周壁面上的敞口;
4、滚珠,设置在所述容置孔内且可沿所述第一方向运动,至少部分所述滚珠露出于所述敞口;
5、限位块,设置在所述铁芯本体上,沿所述第一方向,所述限位块至少部分投影与所述容置孔的投影重合,所述限位块用于将所述滚珠限定于所述容置孔内。
6、本发明一个特定的实施例中,所述限位块与所述铁芯本体为一体式结构,所述铁芯本体通过铆压形成所述限位块。
7、本发明一个特定的实施例中,所述铁芯本体开设有通过铆压形成的成型槽,所述成型槽与所述容置孔导通,所述限位块包括相互连接的连接部和限位部,所述连接部连接于所述成型槽的槽底,所述限位部位于所述容置孔内。
8、本发明一个特定的实施例中,所述第一端面上还开设有第一定位孔,用于与铆压冲头定位配合。
9、本发明还提供一种电磁铁,包括:
10、座体;
11、如上所述的电磁铁铁芯,所述电磁铁铁芯滑动设置在所述座体内。
12、本发明还提供一种铁芯加工方法,适用于加工如上所述的电磁铁铁芯,涉及铆压台和位于所述铆压台上方的铆压冲头,所述铆压冲头包括冲头本体、冲压块和第一定位柱,所述冲头本体具有朝向所述铆压台的第二端面,所述冲压块和所述第一定位柱均设置在所述第二端面上,所述冲压块的一端和所述第一定位柱连接,所述第一定位柱沿其长度方向的投影面积小于所述容置孔沿所述第一方向的投影面积,沿背离所述第二端面的方向,所述第一定位柱的长度尺寸大于所述冲压块的长度尺寸;
13、所述铁芯加工方法包括如下步骤:
14、制备开设有所述容置孔的所述铁芯本体;
15、将所述滚珠放入到所述容置孔内;
16、将带有所述滚珠的所述铁芯本体固定在所述铆压台上并使所述铁芯本体的第一端面朝上,且使所述容置孔与所述第一定位柱的位置对应;
17、所述铆压冲头下压,所述第一定位柱插设所述容置孔,所述冲压块冲压所述铆压台上所述铁芯本体的第一端面,以形成所述限位块;
18、所述铆压冲头上升并脱离所述铁芯本体。
19、本发明一个特定的实施例中,所述冲压块背向所述第二端面的一侧开设有成型缺口,所述成型缺口靠近所述第一定位柱的一端延伸至所述第一定位柱上;
20、当所述容置孔与所述第一定位柱的位置对应时,沿所述第一方向,所述成型缺口的至少部分投影位于所述容置孔的投影之外;当所述铆压冲头铆压所述铁芯本体时,所述限位块成型于所述成型缺口中。
21、本发明一个特定的实施例中,所述铆压冲头还包括设置在所述第二端面上的限位环,所述冲压块和所述第一定位柱设置在所述限位环的内侧;
22、当所述铆压冲头铆压所述铁芯本体时,所述铁芯本体插设所述限位环。
23、本发明一个特定的实施例中,所述第一端面上开设有第一定位孔;
24、所述铆压冲头还包括设置在所述第二端面上的第二定位柱,沿着背离所述第二端面的方向,所述第二定位柱的长度尺寸大于所述第一定位柱的长度尺寸;
25、当所述铆压冲头铆压所述铁芯本体时,所述第二定位柱插设所述第一定位孔。
26、本发明实施例一种电磁铁铁芯、电磁铁及铁芯加工方法,与现有技术相比,其有益效果在于:
27、本发明的电磁铁铁芯,其设置有容置孔、滚珠和限位块,其中,滚珠通过限位块限定于容置孔内,而滚珠可沿第一方向运动且其至少部分露出于容置孔的敞口,将该电磁铁铁芯应用于电磁铁中可作为动铁芯,滚珠可辅助动铁芯滑动,可减少动铁芯与电磁铁座体的摩擦力;另外,在本发明中,滚珠可沿第一方向运动且通过限位块限定于容置孔内,以此作为辅助结构来辅助动铁芯滑动,在加工该电磁铁铁芯时,无论容置孔内设置多少个滚珠,其均只需要将滚珠装入容置孔内再加工限位块即可,结构简单,加工难度小。
技术特征:
1.一种电磁铁铁芯,具有第一方向(x),其特征在于,包括:
2.根据权利要求1所述的电磁铁铁芯,其特征在于,所述限位块(3)与所述铁芯本体(1)为一体式结构,所述铁芯本体(1)通过铆压形成所述限位块(3)。
3.根据权利要求2所述的电磁铁铁芯,其特征在于,所述铁芯本体(1)开设有通过铆压形成的成型槽(14),所述成型槽(14)与所述容置孔(13)导通,所述限位块(3)包括相互连接的连接部(31)和限位部(32),所述连接部(31)连接于所述成型槽(14)的槽底,所述限位部(32)位于所述容置孔(13)内。
4.根据权利要求2所述的电磁铁铁芯,其特征在于,所述第一端面(12)上还开设有第一定位孔(15),用于与铆压冲头(60)定位配合。
5.一种电磁铁,其特征在于,包括:
6.一种铁芯加工方法,适用于加工如权利要求1-4任一所述的电磁铁铁芯(100),其特征在于,涉及铆压台(50)和位于所述铆压台(50)上方的铆压冲头(60),所述铆压冲头(60)包括冲头本体(61)、冲压块(62)和第一定位柱(63),所述冲头本体(61)具有朝向所述铆压台(50)的第二端面(611),所述冲压块(62)和所述第一定位柱(63)均设置在所述第二端面(611)上,所述冲压块(62)的一端和所述第一定位柱(63)连接,所述第一定位柱(63)沿其长度方向的投影面积小于所述容置孔(13)沿所述第一方向(x)的投影面积,沿背离所述第二端面(611)的方向,所述第一定位柱(63)的长度尺寸大于所述冲压块(62)的长度尺寸;
7.根据权利要求6所述的铁芯加工方法,其特征在于,所述冲压块(62)背向所述第二端面(611)的一侧开设有成型缺口(621),所述成型缺口(621)靠近所述第一定位柱(63)的一端延伸至所述第一定位柱(63)上;
8.根据权利要求6所述的铁芯加工方法,其特征在于,所述铆压冲头(60)还包括设置在所述第二端面(611)上的限位环(64),所述冲压块(62)和所述第一定位柱(63)设置在所述限位环(64)的内侧;
9.根据权利要求6所述的铁芯加工方法,其特征在于,所述第一端面(12)上开设有第一定位孔(15);
技术总结
本发明涉及电磁铁技术领域,公开了一种电磁铁铁芯、电磁铁及铁芯加工方法,其中,电磁铁铁芯具有第一方向,其包括铁芯本体、滚珠和限位块,铁芯本体具有相互连接的周壁面和第一端面,第一端面开设有容置孔,容置孔的轴线平行于第一方向,容置孔具有延伸至周壁面上的敞口;滚珠设置在容置孔内且可沿第一方向运动,至少部分滚珠露出于敞口;限位块设置在铁芯本体上,沿第一方向,限位块至少部分投影与容置孔的投影重合,限位块用于将滚珠限定于容置孔内,以此作为辅助结构来辅助电磁铁铁芯滑动,在加工该电磁铁铁芯时,无论容置孔内设置多少个滚珠,其均只需要将滚珠装入容置孔内再加工限位块即可,加工难度小。
技术研发人员:莫家驹,刘涛,莫正旅,阳玲,杨茗媚
受保护的技术使用者:东风柳州汽车有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!