变压器绕组的制造方法与流程
本发明涉及变压器,特别涉及一种变压器线圈绕组的制造方法。
背景技术:
1、变压器绕组包括内绕组和外绕组,内绕组和外绕组均由铜排或导线以及绝缘层绕制而成,绝缘层一般采用预浸布,为了保证绕组端部的绝缘性,预浸布的边部要超出铜排的边部。变压器绕组在绕制过程中,先绕制位于内侧的内绕组,再绕制外侧的外绕组。绕制完成后,再将内绕组和外绕组装入浇注模具后送入环氧树脂浇注容器中,在真空环境下向内绕组和外绕组的端部浇注环氧树脂,然后再烘干环氧树脂。
2、现有的变压器绕组的制造方法存在以下缺陷:由于绕组中的预浸布强度较弱,在绕组端部浇注环氧树脂后烘干,由于烘干会使环氧树脂收缩,而预浸布的强度不能抵抗环氧树脂的收缩力,使得环氧树脂烘干后会出现绕组端部收缩变形的问题。
技术实现思路
1、有鉴于此,本发明的目的是提供一种变压器绕组的制造方法,以解决现有绕组的预浸布不能抵抗环氧树脂烘干时的收缩力,环氧树脂烘干后会导致绕组端部收缩变形的技术问题。
2、本发明变压器绕组的制造方法包括以下步骤:
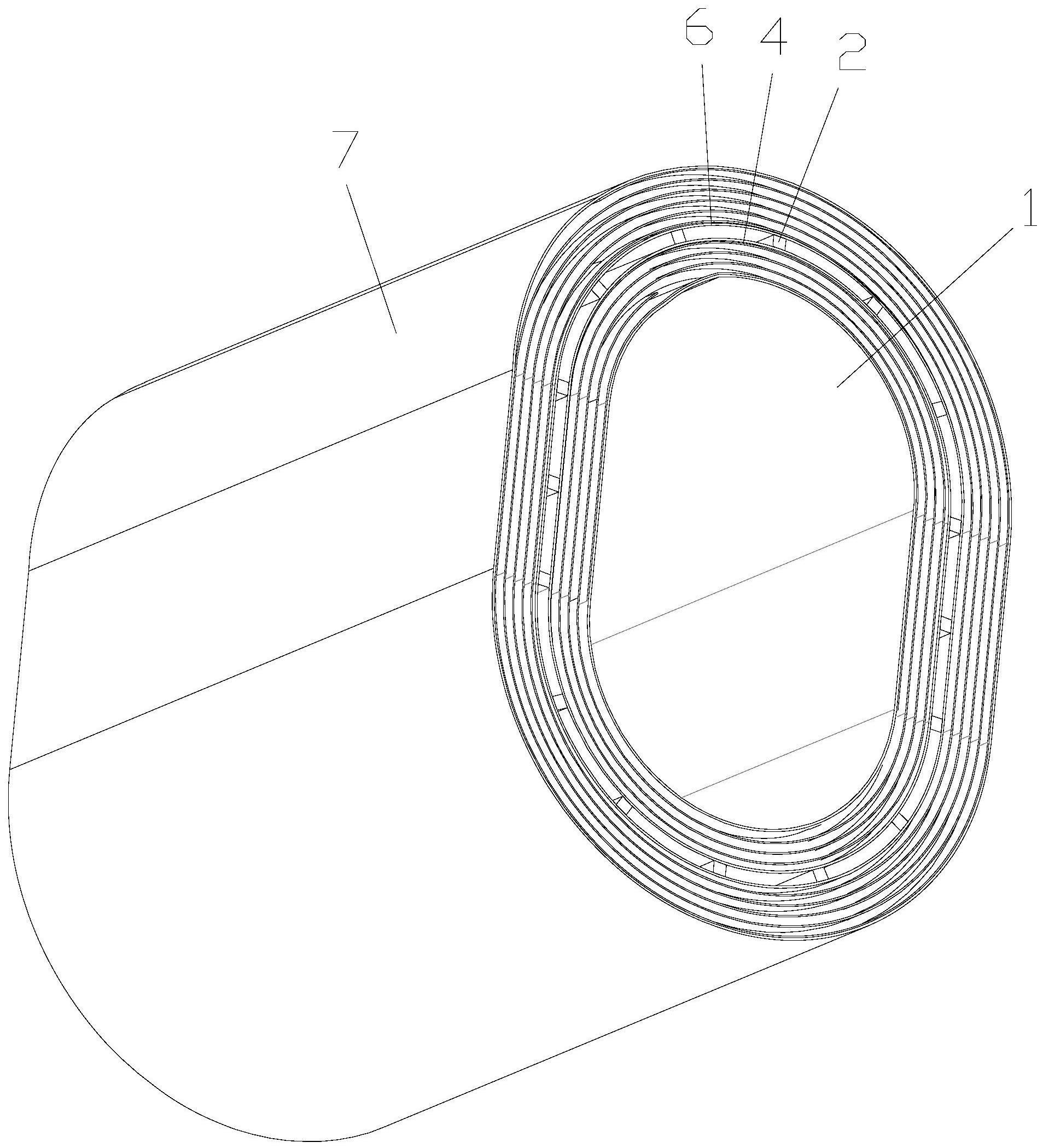
3、1)绕制内绕组:在内绕组铜排的内侧面布置一张环氧玻璃布板,将该环氧玻璃布板命名为内环氧玻璃布板,使内环氧玻璃布板的端部与内绕组铜排的首端对齐;然后在内绕组铜排的外侧面布置预浸布,使预浸布的端部与内绕组铜排的首端对齐;绕后启动绕线机绕制内绕组,得到具有规定匝数的内绕组,所述内绕组的内侧具有一层内环氧玻璃布板,且相邻匝铜排之间由预浸布隔离;
4、2)布置支撑组件:将支撑组件的首端靠在内绕组上,所述支撑组件包括平行等间距布置的支撑条、位于支撑条内侧面左端的第一条形环氧玻璃布板、位于支撑条内侧面右端的第二条形环氧玻璃布板、位于支撑条外侧面左端的第三条形环氧玻璃布板和位于支撑条外侧面右端的第四条形环氧玻璃布板,第三条形环氧玻璃布板的边部与第一条形环氧玻璃布板的边部对齐,第四条形环氧玻璃布板的边部与第二条形环氧玻璃布板的边部对齐;
5、3)绕制外绕组:将外绕组铜排的首端与支撑组件的首端对齐,然后在外绕组铜排的外侧面布置预浸布,使预浸布的端部与外绕组铜排的首端对齐;绕后启动绕线机绕制外绕组,得到具有规定匝数的外绕组;然后在外绕组外侧面上绕制一张环氧玻璃布板,将该环氧玻璃布板命名为外环氧玻璃布板,使外绕组的外侧面被外环氧玻璃布板包裹;
6、4)将绕制好的内绕组和外绕组转移到浇筑模具中,再将浇筑模具转移到环氧树脂浇注容器中,在真空条件下向内绕组和外绕组的两端浇注环氧树脂,使环氧树脂注满第一条形环氧玻璃布板与内环氧玻璃布板之间的环槽、第二条形环氧玻璃布板与内环氧玻璃布板之间的环槽、第三条形环氧玻璃布板与外环氧玻璃布板之间的环槽和第四条形环氧玻璃布板与外环氧玻璃布板之间的环槽;
7、5)烘干浇注在内绕组和外绕组两端的环氧树脂。
8、本发明的有益效果:
9、1、本发明变压器绕组的制造方法通过在内绕组和外绕组之间布置支撑组件,利用布置的环氧玻璃布板抵抗变压器绕组端部浇注的环氧树脂在烘干过程中的收缩力,能保持变压器绕组端部形状的稳定性,避免了端部收缩变形问题。
10、2、本发明变压器绕组的制造方法,第一条形环氧玻璃布板、第二条形环氧玻璃布板、第三条形环氧玻璃布板和第四条形环氧玻璃布板的宽度较小,第一条形环氧玻璃布板和第二条形环氧玻璃布板之间具有较大的间隔,第三条形环氧玻璃布板和第四条形环氧玻璃布板之间也具有较大的间隔,这使得在卷绕第一条形环氧玻璃布板、第二条形环氧玻璃布板、第三条形环氧玻璃布板和第四条形环氧玻璃布板过程中可以用较小的力量,能降低绕制难度。
技术特征:
1.变压器绕组的制造方法,其特征在于:包括以下步骤:
技术总结
本发明公开了一种变压器绕组的制造方法,其包括骤:1)绕制内绕组;2)布置支撑组件,将支撑组件的首端靠在内绕组上,所述支撑组件包括平行等间距布置的支撑条、第一条形环氧玻璃布板、第二条形环氧玻璃布板、第三条形环氧玻璃布板和第四条形环氧玻璃布板;3)绕制外绕组;4)将绕制好的内绕组和外绕组转移到浇筑模具中,再将浇筑模具转移到环氧树脂浇注容器中浇注环氧树脂;5)烘干浇注在内绕组和外绕组的两端浇注环氧树脂。本发明通过在内绕组和外绕组之间布置支撑组件,利用布置的环氧玻璃布板抵抗变压器绕组端部浇注的环氧树脂在烘干过程中的收缩力,能保持变压器绕组端部形状的稳定性,避免了端部收缩变形问题。
技术研发人员:陈书荣
受保护的技术使用者:重庆九能控股有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!