蓄电池极柱自动校正装置的制作方法
本发明涉及蓄电池,特别涉及蓄电池极柱自动校正装置。
背景技术:
1、在蓄电池装配过程中,蓄电池极柱与电池盖之间采用密封连接。中盖上设有极柱孔,极柱从极柱孔中穿过,并在电池盖上设有一定高度,而且极柱要在中盖极柱孔中呈居中。
2、目前采用人工对极柱进行整形,如果整形不好,会产生如下问题,
3、一、极柱歪斜影响电池美观;
4、二、极柱不居中影响密封圈密封性,会造成底胶渗漏带来质量问题;
5、三、人工整形生产效率低。
技术实现思路
1、本发明提供蓄电池极柱自动校正装置,通过设置蓄电池极柱自动校正装置,校正较为方便,提高劳动效率。
2、为了解决上述技术问题,本发明提供了如下的技术方案:
3、本发明公开了,
4、蓄电池极柱自动校正装置,包括,
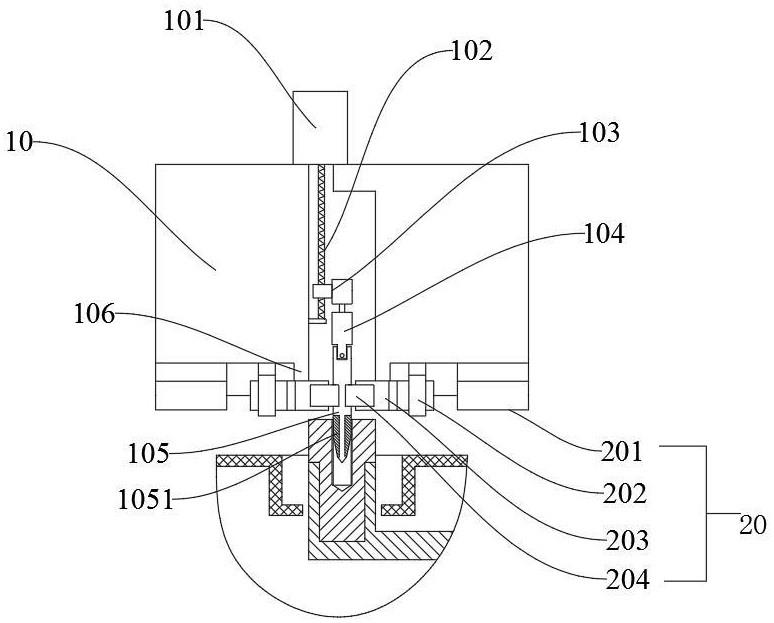
5、机架,所述机架上部安装有伺服电机a,所述伺服电机a驱动端竖直向下连接有滚珠丝杠,所述滚珠丝杠的滑块上固定连接有伺服电机b,所述伺服电机b驱动端固定连接有校正棒;
6、限位装置,所述限位装置对称设置于所述校正棒两侧,所述限位装置包括驱动气缸、y形限位架、整形滑轮,所述驱动气缸固定连接于所述机架,所述驱动气缸的导杆固定连接y形限位架的第一端,所述y形限位架的第二端、第三端分别固定连接有对称设置的整形滑轮;
7、其中,所述校正棒与所述伺服电机b之间通过万向节连接。
8、进一步地,所述机架下部固定连接有限位杆,所述限位杆上设有通槽,所述y形限位架的第一端穿过所述通槽后固定连接于所述驱动气缸的导杆。
9、进一步地,所述y形限位架的第二端、第三端之间设置有限位钉,所述限位钉固定连接于所述机架下部。
10、进一步地,所述y形限位架的第二端、第三端的整形滑轮之间间距小于限位钉的直径。
11、进一步地,所述校正棒下端固定连接有防滑套芯,所述防滑套芯自由端呈锥形设置,锥形面上设有防滑纹。
12、本发明所达到的有益效果是:
13、一、本专利通过校正棒插入蓄电池极柱沉孔内由伺服电机b转动带动极柱位置变化,使得极柱变化符合使用要求。
14、二、本专利通过设置万向节,可以方便的将校正棒插入极柱沉孔内,再通过y形限位架从两侧对校正棒进行限位,保证其逐渐变直,对极柱进行整形。
15、三、通过设置限位钉避免校正棒转动时位置变化过大无法插入极柱沉孔。
16、四、通过设置底部为锥形的防滑套芯可以使得整形棒更容易插入蓄电池极柱沉孔内。
技术特征:
1.蓄电池极柱自动校正装置,其特征在于,包括,
2.根据权利要求1所述的蓄电池极柱自动校正装置,其特征在于,所述机架(10)下部固定连接有限位杆(202),所述限位杆(202)上设有通槽,所述y形限位架(203)的第一端穿过所述通槽后固定连接于所述驱动气缸(201)的导杆。
3.根据权利要求1所述的蓄电池极柱自动校正装置,其特征在于,所述y形限位架(203)的第二端、第三端之间设置有限位钉(106),所述限位钉(106)固定连接于所述机架(10)下部。
4.根据权利要求3所述的蓄电池极柱自动校正装置,其特征在于,所述y形限位架(203)的第二端、第三端的整形滑轮(204)之间间距小于限位钉(106)的直径。
5.根据权利要求1~4任一项所述的蓄电池极柱自动校正装置,其特征在于,所述校正棒(105)下端固定连接有防滑套芯(1051),所述防滑套芯(1051)自由端呈锥形设置,锥形面上设有防滑纹。
技术总结
本发明涉及蓄电池技术领域,特别涉及蓄电池极柱自动校正装置,包括,机架,所述机架上部安装有伺服电机A,所述伺服电机A驱动端竖直向下连接有滚珠丝杠,所述滚珠丝杠的滑块上固定连接有伺服电机B,所述伺服电机B驱动端固定连接有校正棒;限位装置,所述限位装置对称设置于所述校正棒两侧,所述限位装置包括驱动气缸、Y形限位架、整形滑轮,所述驱动气缸固定连接于所述机架,所述驱动气缸的导杆固定连接Y形限位架的第一端,所述Y形限位架的第二端、第三端分别固定连接有对称设置的整形滑轮;其中,所述校正棒与所述伺服电机B之间通过万向节连接。通过设置蓄电池极柱自动校正装置,校正较为方便,提高劳动效率。
技术研发人员:李军,邓艳萍,胡国柱,方孟,丁建中
受保护的技术使用者:浙江天能电池江苏新能源有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!