一种电芯叠片装置的制作方法
本发明涉及自动化装配,尤其涉及一种电芯叠片装置。
背景技术:
1、目前电芯叠片采用人工叠片和隔膜卷绕,或是利用一些机构辅助人工叠片和卷绕的方式,上述的方式需要人工进行,劳动强度大、人力成本高,叠片效率低。
技术实现思路
1、本发明的目的在于提供一种电芯叠片装置,旨在解决现有技术中的电芯叠片的效率低的技术问题。
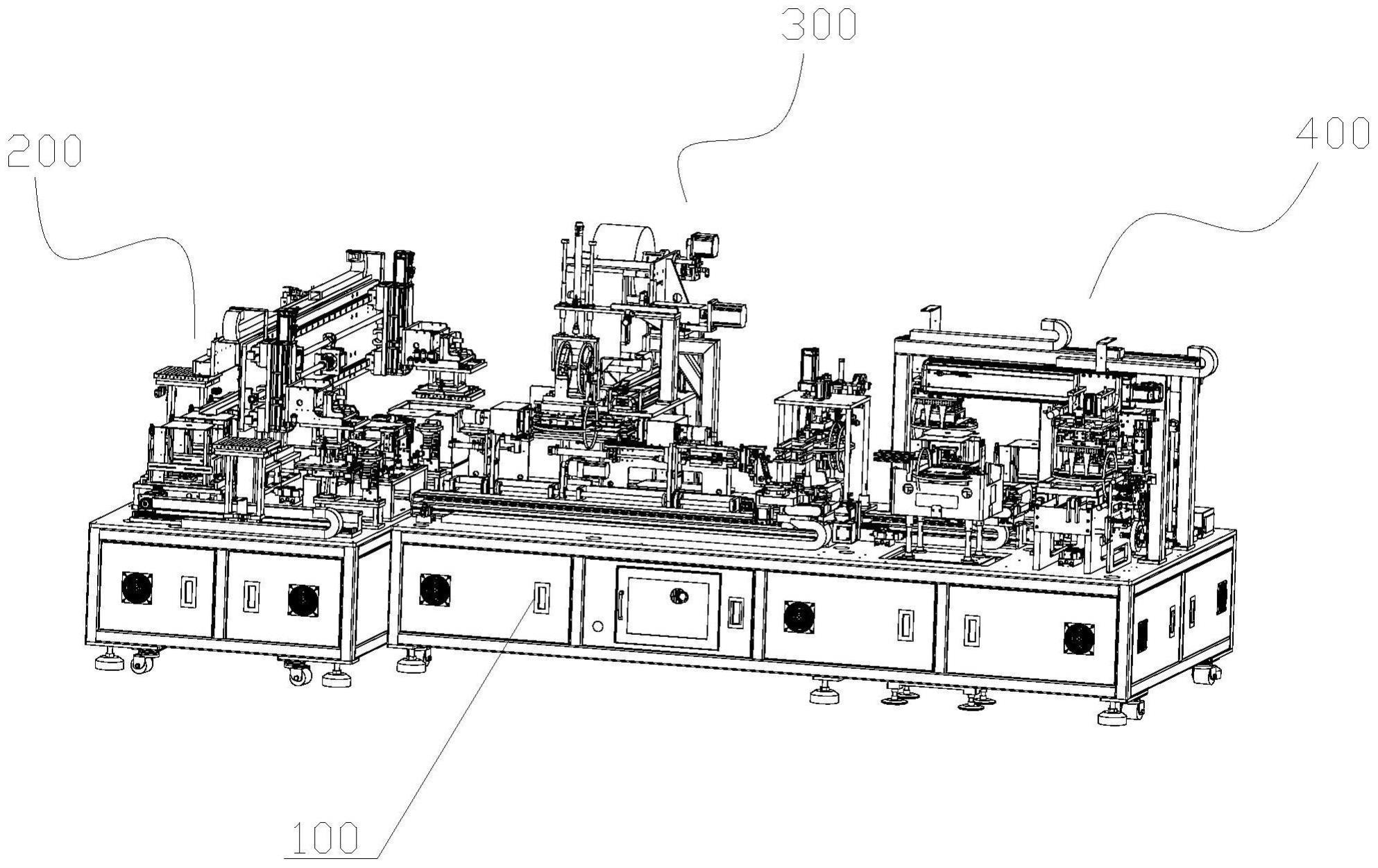
2、为实现上述目的,本发明采用的一种电芯叠片装置,包括机架、叠片模块和放卷模块,所述叠片模块和所述放卷模块分别于所述机架连接;
3、所述叠片模块包括叠片组件、两组视觉定位组件、两组上料组件、料盒组件、机械手组、外形检测组件和负极ng料盒,所述叠片组件、两组所述视觉定位组件、两组所述上料组件、所述料盒组件、所述机械手组、所述外形检测组件和所述负极ng料盒分别与所述机架连接。
4、其中,所述叠片组件包括第一气缸、第二气缸、第一压板、第二压板、第三压板、第四压板、垫板、第一伺服电机和第一滚珠丝杆,所述第一气缸和所述第二气缸分别设置于所述机架的上方,所述第一压板、所述第二压板、所述第三压板和所述第四压板分别与所述机架连接,所述第一伺服电机与所述机架固定连接,所述滚珠丝杆与所述第一伺服电机的输出端连接,所述垫板与所述滚珠丝杆连接。
5、其中,所述机械手组包括正极上料机械手、转移机械手、外形检测组件,所述转移机械手与所述机架连接,所述正极上料机械手和所述外形检测组件分别与所述转移机械手连接;
6、所述外形检测组件包括第一相机和第一光源,所述第一相机与所述转移机械手连接,所述第一相机的输入端设置有所述第一光源。
7、其中,所述视觉定位组件包括滑台、第二相机和第二光源,所述滑台与所述机架连接,所述第二相机与所述滑台连接,所述第二相机的输入端设置有所述第二光源。
8、其中,所述料盒组件包括电机和丝杆,所述电机与所述机架连接,所述电机的输出端设置有所述丝杆;
9、所述上料组件包括第二伺服电机、第一减速机、第一同步轮带和第一吸板,所述第二伺服电机与所述机架连接,所述第一减速机与所述第二伺服电机的输出端连接,所述第一同步轮带与所述第一减速机的输出端连接,所述第一吸板与所述第一同步轮带连接。
10、其中,所述放卷模块包括移料机械手、放卷组件和缠绕组件,所述移料机械手与所述机架连接,所述移料机械手的上方分别设置有所述放卷组件和缠绕组件;
11、所述放卷组件包括第一步进电机、第二步进电机、第二滚珠丝杆、第二同步轮带、气涨轴、吹气管和缓存轴,所述第一步进电机和所述第二步进电机分别与所述机架连接,所述第二滚珠丝杆与所述第二步进电机的输出端连接,所述第二同步轮带分别与所述气涨轴和所述第一步进电机连接,所述吹气管与所述机架连接,所述缓存轴与所述机架连接。
12、其中,所述缠绕组件包括拉膜单元、卷绕单元和切膜单元,所述卷绕单元与所述机架连接,所述拉膜单元和所述切膜单元分别设置于所述卷绕单元的上方;
13、所述拉膜单元包括第三气缸、第四气缸、第五气缸、第一压轮、第一夹爪和第三伺服电机,所述第三伺服电机与所述机架连接,所述第三气缸与所述机架连接,所述压轮与所述第三气缸的输出端连接,所述压轮的下方设置有所述第四气缸,所述第五气缸与所述第四气缸连接,所述第一夹爪与所述第五气缸的输出端连接。
14、其中,所述切膜单元包括第六气缸、第三吸板和热切刀,所述第六气缸与所述机架连接,所述热切刀与所述第六气缸的输出端连接,所述热切刀上设置有所述第三吸板。
15、其中,所述卷绕单元包括第七气缸、第八气缸、第九气缸、第十气缸、第三同步轮带、第二夹爪、第三夹爪、第三步进电机和第二减速机,所述第三步进电机与所述机架连接,所述第二减速机与所述第三步进电机的输出端连接,所述第三同步轮带与所述第二减速机连接,所述第七气缸和所述第八气缸分别与所述第三同步轮带连接,所述第二夹爪分别与所述第七气缸和所述第九气缸连接,所述第三夹爪分别与所述第八气缸和所述第十气缸连接。
16、本发明的一种电芯叠片装置,通过所述视觉定位组件进行辅助定位,正极与负极极片交替堆叠,视觉定位可有效提高叠片的精度,采用正极与负极极片交替堆叠,然后再进行隔膜卷绕的方式,可防止发生的隔膜容易变形和堆叠效率不高的问题,实现了提高电芯叠片的效率。
技术特征:
1.一种电芯叠片装置,其特征在于,
2.如权利要求1所述的电芯叠片装置,其特征在于,
3.如权利要求1所述的电芯叠片装置,其特征在于,
4.如权利要求1所述的电芯叠片装置,其特征在于,
5.如权利要求1所述的电芯叠片装置,其特征在于,
6.如权利要求1所述的电芯叠片装置,其特征在于,
7.如权利要求6所述的电芯叠片装置,其特征在于,
8.如权利要求7所述的电芯叠片装置,其特征在于,
9.如权利要求7所述的电芯叠片装置,其特征在于,
技术总结
本发明涉及自动化装配技术领域,具体涉及一种电芯叠片装置;包括机架、叠片模块和放卷模块,叠片模块和放卷模块分别于机架连接;叠片模块包括叠片组件、两组视觉定位组件、两组上料组件、料盒组件、机械手组、外形检测组件和负极NG料盒,叠片组件、两组视觉定位组件、两组上料组件、料盒组件、机械手组、外形检测组件和负极NG料盒分别与机架连接,通过通过视觉定位组件进行辅助定位,正极与负极极片交替堆叠,视觉定位可有效提高叠片的精度,采用正极与负极极片交替堆叠,然后再进行隔膜卷绕的方式,可防止发生的隔膜容易变形和堆叠效率不高的问题,实现提高电芯叠片的效率。
技术研发人员:邵荣坤,赵良鑫
受保护的技术使用者:深圳市泽诚自动化设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!