拼接端子和用于制造拼接组件的方法与流程
本披露内容涉及一种拼接端子和一种用于制造拼接组件的方法,特别是用于未屏蔽电线。
背景技术:
1、在现代车辆(比如电动汽车)中,存在许多电气和电子的装置和部件,这些电气和电子的装置和部件在许多情况下需要在一些接触件或线上共享相同的电势(例如,接地或某个参考电压)。因此,存在对连接多根电线的相应需要。待连接的线的数量可以达到例如从3根到10根线或更多。
2、ep 3 451 463 a1披露了一种用于屏蔽线的拼接件,该拼接件在连接点处连接三根线的导体以及这些线的屏蔽层。这些线的导体例如通过超声焊接或钎焊来连接到接触片。为此目的,将这些线放入夹具中,从而允许工人手动地连接这些导体。手动工作使得这种拼接件的制造比由自动化机器制成的连接的生产更昂贵。但是直到目前,涉及多个导体到接触片的连接的拼接件自动化生产是不可用的。除了相对高的生产成本之外,已知拼接件的另一个问题在于,与更简单类型的接触件相比,所需的安装空间较大。
3、车辆中的低电压线不具有屏蔽层。因此,与ep 3 451 463 a1中披露的拼接件相比,用于这种未屏蔽线的拼接件在构造上可以更简单,因为不需要还接触线的屏蔽层。然而,未屏蔽线的已知解决方案仍需要手动工作并且相对繁重。安装空间的所需尺寸可能尤其会干扰低电压线,该低电压线仅用相应薄的导体传输低功率。在这样的线中,导体的半径与绝缘护套的厚度的比率随着导体的直径的减小而减小。换言之:导体的直径的减小不需要线的直径的对应减小,因为护套保持在最小厚度,以保护线免受摩擦磨损。
4、在图8a和图8b中展示了这种情况。图8a示出了具有导体802和护套803的第一线801的截面。导体802具有直径d1,并且绝缘护套具有厚度s1。线801的直径为d1。
5、图8b展示了具有导体807和护套808的第二线806的截面。导体807具有直径d2,并且绝缘护套808的厚度为s2。直径d2大约是线801的直径d1的5分之一,而护套808的厚度s2大约是第一线801的厚度s1的三分之二。线806的直径为d2。由于护套808的厚度s2不与导体807的直径d2的减小成比例地减小,因此即使线806的导体仅为线801的导体802的直径d1的1/5,线806的直径d2仍大约是线701的直径d1的三分之一。
6、图8a和图8b的这个示例表明,容纳未屏蔽低电压线的绝缘护套所需的安装空间的相对重要性随着导体直径的减小而增大。
7、鉴于此,仍然期望提供用于细的未屏蔽线的拼接件,该拼接件仅需要小的安装空间并且可以用自动化制造机器来制造。
技术实现思路
1、根据第一方面,本披露内容提出了一种用于多根电线的拼接组件。每根电线包括导体、绝缘护套和电缆接头,该电缆接头固定到每根线的相应导体的一个端部。该电缆接头包括通孔。该拼接组件包括由轴和头部构成的连接螺栓并且被提供具有至少一个弹簧接触件,该至少一个弹簧接触件固定到该轴以用于与这些电缆接头中的一个或若干个电缆接头接合,从而在该多根电线之间建立电连接。
2、这些电缆接头可以由机器放置到该连接螺栓上,从而实现用于拼接组件的自动化制造过程。除此之外,经连接的线的角偏移实现了拼接组件的紧凑设计。
3、根据有利的实施例,该连接螺栓的头部具有的直径大于该连接螺栓的轴的直径。该头部形成肩台,该肩台为放置在该连接螺栓的轴上的这些电缆接头提供支座。
4、有利地,该至少一个弹簧接触件被布置在距该头部的预定距离处。该距离等于该电缆接头的厚度乘以安装在该连接螺栓上的电缆接头的数量。因此,不需要手动工作来在经连接的线之间建立电接触,这降低了生产成本。
5、在替代实施例中,该连接螺栓包括多个弹簧接触件,该多个弹簧接触件在该连接螺栓的轴的角方向上围绕该轴的圆周以相等的角距离布置并且在该轴的轴向方向上以基本上等于这些电缆接头之一的厚度的距离布置。该拼接组件的这个替代实施例允许为待连接的可变数量的线使用单个连接螺栓。
6、在该拼接组件的替代实施例的情况下,当每个电缆接头具有邻近于该电缆接头的通孔通孔的凹部时,已经发现是有用的。该凹部的尺寸被确定为在不致动弹簧接触件的情况下容纳该弹簧接触件。这些电缆接头被适配成与该连接螺栓配合,该连接螺栓在该连接螺栓上的不同轴向位置处具有多个弹簧接触件。
7、根据第二方面,本披露内容提出了一种用于制造根据本披露内容的第一方面的拼接组件的方法。该方法包括前述权利要求之一,包括
8、-将连接螺栓保持在夹具中;
9、-将待连接的线的端子接片放到该连接螺栓上;
10、-将收缩罩放置在该连接螺栓和该连接螺栓上的这些线之上;以及
11、-加热该收缩罩。
12、该方法允许成本有效地自动制造用于未屏蔽电线的拼接组件。
13、有利地,该方法进一步包括将当前安装的端子接片的凹部对准,使得先前的端子接片的弹簧接触件不被该当前安装的端子接片致动。根据这个变型,可以将该多个端子接片放到该连接螺栓上,其中,每个端子接片被弹簧接触件独立地接触。这些端子接片被提供具有凹部,如果该凹部被适当地对准,则该凹部容纳先前安装的端子接片的弹簧接触件。以此方式,随后的端子接片不致动先前安装的端子接片的弹簧接触件。
14、当阅读以下详细描述时,据信本披露内容的另外的优点变得显而易见。
技术特征:
1.一种用于多根电线(101,301)的拼接组件(300),其中,每根线包括导体(102)、绝缘护套(103)和电缆接头(104),该电缆接头固定到每根线(101,301)的相应导体(102)的一个端部,其中,该电缆接头(104)包括通孔(107),其特征在于,该拼接组件(300)包括由轴(112)和头部(113)构成的连接螺栓(111,601)并且被提供具有至少一个弹簧接触件(116,116a-d),该至少一个弹簧接触件固定到该轴(112)以用于与这些电缆接头(104)中的一个或若干个电缆接头接合,从而在该多根电线(101,301)之间建立电连接。
2.根据权利要求1所述的拼接组件,其中,该连接螺栓(111,601)的头部(113)具有的直径大于该连接螺栓的轴(112)的直径。
3.根据权利要求1或2所述的拼接组件,其中,该至少一个弹簧接触件(116,116a-d)被布置在距该头部(113)的预定距离处,其中,该距离等于该电缆接头的厚度乘以安装在该连接螺栓(111,601)上的端子接片的数量。
4.根据权利要求1或2所述的拼接组件,其中,该连接螺栓(601)包括多个弹簧接触件(116a-d),该多个弹簧接触件在该连接螺栓(601)的轴(112)的角方向上围绕该轴的圆周以相等的角距离(d)布置并且在该轴的轴向方向上以基本上等于这些端子接片(106)之一的厚度的距离布置。
5.根据权利要求4所述的拼接组件,其中,每个端子(106)具有邻近于该端子接片的通孔的凹部(602),其中,该凹部的尺寸被确定为在不致动弹簧接触件的情况下容纳该弹簧接触件116a-d)。
6.一种用于制造根据前述权利要求之一所述的拼接组件的方法,该方法包括
7.根据权利要求6所述的方法,进一步包括
技术总结
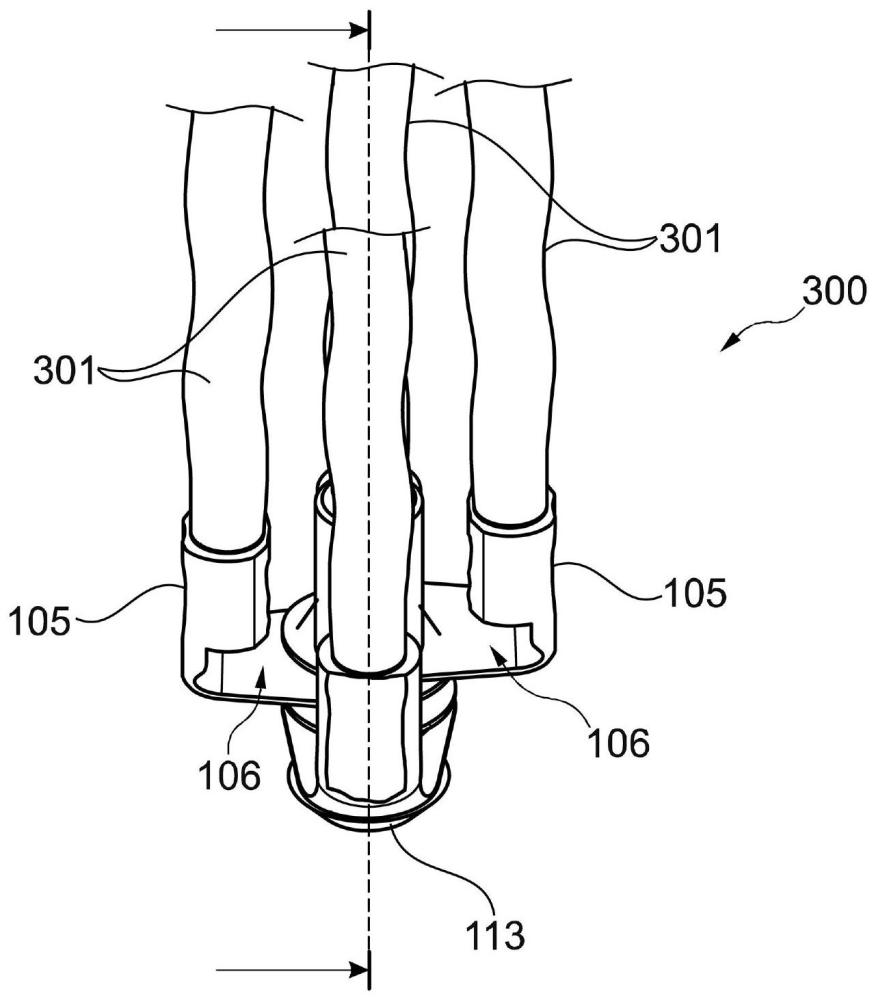
提出了一种用于多根电线(301)的拼接组件。每根电线包括导体、绝缘护套和电缆接头,该电缆接头固定到每根线的相应导体的一个端部。该拼接组件(300)包括由轴和头部(113)构成的连接螺栓并且被提供具有至少一个弹簧接触件,该至少一个弹簧接触件固定到该轴以用于与这些电缆接头中的一个或若干个电缆接头接合,从而在该多根电线之间建立电连接。此外,提议了一种用于制造该拼接组件的方法。
技术研发人员:阿曼达·雅罗什,赫尔穆特·斯坦伯格
受保护的技术使用者:耐克森公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!