水下生产系统用光电液复合脐带缆及其制备方法与流程
本发明涉及电缆,尤其是指一种水下生产系统用光电液复合脐带缆及其制备方法。
背景技术:
1、深海油气资源开发系统是由海上作业平台、水下生产系统和多种管缆组合而成的,具有采油、集油和输油等功能。管缆是连接海上平台与海底油气田,对液体、气体和光电信号等进行传输的媒介,是整个深海油气资源开发系统中的“生命线”。脐带缆作为海洋管缆的一个典型代表,已成为海洋油气资源开发的关键技术部件之一。
2、脐带缆在海洋工程中的应用经过了近60年的发展,它肩负着连接上部生产依托设施和水下生产系统的职责,在两者之间传递电力、液压动力、控制信号、反馈信号及化学药剂,其组成部分包括电缆单元、光缆单元及管单元,统称为功能单元。
3、不同项目对脐带缆各单元的数量要求不同,现有的功能单元数量较多的脐带缆存在如下问题:为了保证脐带缆的圆整度与力学性能,需要额外定制各种各样的异型填充物,致使脐带缆的外径增加且生产难度增大,进而导致脐带缆应用时的海底稳定性变差,安装时作用在脐带缆上的水动力载荷增大。此外,当涉及的脐带缆拥有较多数量的功能单元时,所设计的截面还需要进行二次成缆。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中为了保证脐带缆的圆整度与力学性能,需要额外定制各种各样的异型填充物,致使脐带缆的外径增加且生产难度增大,进而导致脐带缆静态应用时的海底稳定性变差,安装时作用在脐带缆上的水动力载荷增大的技术问题。
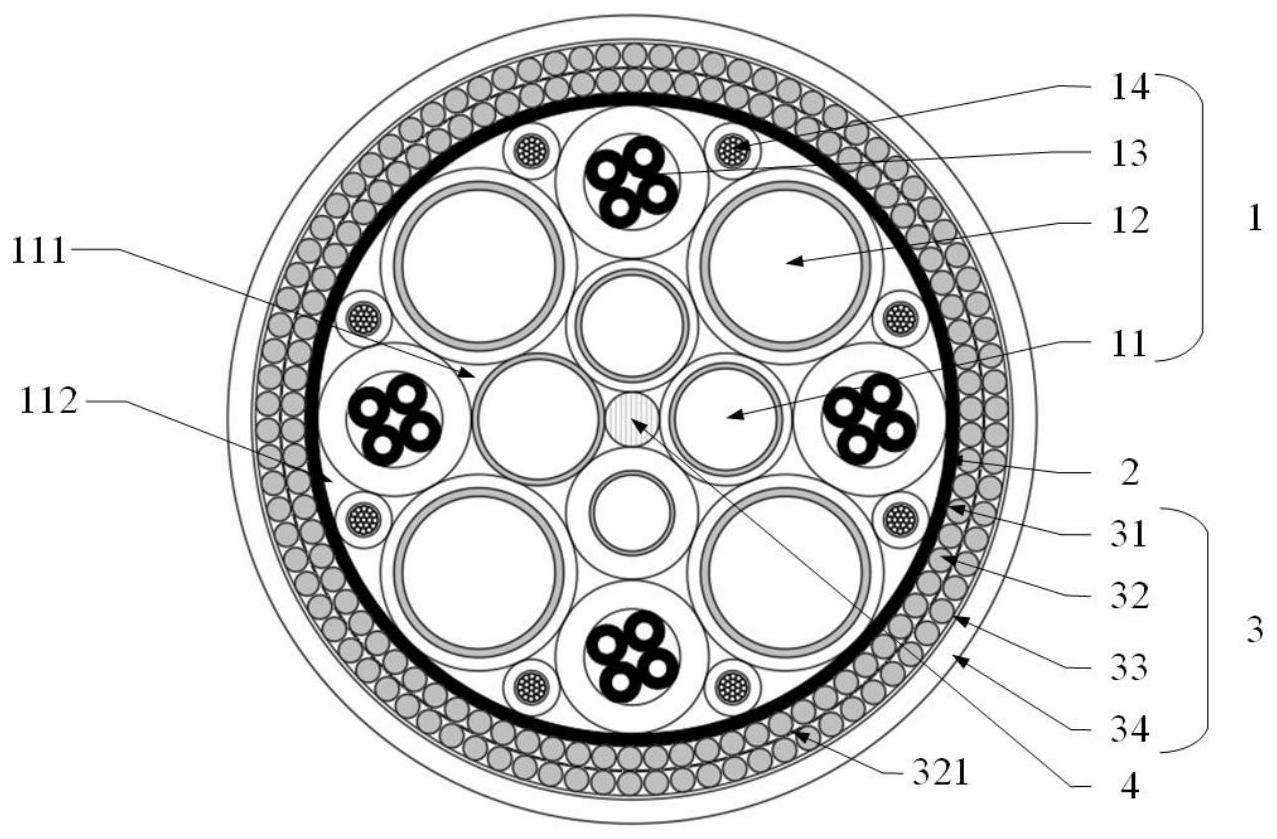
2、为解决上述技术问题,本发明提供了一种水下生产系统用光电液复合脐带缆,包括:功能单元组,包括第一钢管单元、第二钢管单元、电缆单元以及光缆单元,所述第一钢管单元布置在中心位置,所述第二钢管单元布置在所述第一钢管单元的外圈,所述电缆单元布置在所述第二钢管单元的外圈,所述光缆单元布置在所述电缆单元的外圈,截面上相邻的单元在接触位置相互外切;成缆包带,包覆在所述功能单元组的外围,与所述功能单元组外圈排布的单元同时内切;保护单元组,包覆在所述成缆包带的外围。
3、在本发明的一个实施例中,所述第一钢管单元、所述第二钢管单元和所述电缆单元的数目相同,都为三个以上,所述光缆单元的数目为所述电缆单元的两倍。所述第一钢管单元呈正多边形设置,所述第二钢管单元分别布置在所述正多边形各边的垂直平分线上。所述第一钢管单元和相邻的两个所述第二钢管单元与所述成缆包带共同形成第一安装区,所述第一安装区设有所述电缆单元。所述电缆单元和相邻的所述第二钢管单元与所述成缆包带共同形成第二安装区,所述第二安装区内设有所述光缆单元。
4、在本发明的一个实施例中,所述保护单元组包括内护套、包覆所述内护套的双层铠装钢丝、包覆所述双层铠装钢丝的铠装包带以及包覆所述铠装包带的外护套。
5、在本发明的一个实施例中,所述双层铠装钢丝的夹层设有绕包带。
6、在本发明的一个实施例中,还包括圆形填充。
7、本发明还提供了一种水下生产系统用光电液复合脐带缆的制备方法,包括如下生产步骤:
8、获取所述第一钢管单元和所述第二钢管单元;
9、获取所述电缆单元以及所述光缆单元,并制备所述圆形填充;
10、将所述功能单元组以及所述圆形填充按照预定位置排列,选择合适的分线方式后,通过分线盘引导至成缆机压线模处,确定成缆角度及放线张力等参数后,进行成缆;
11、在所述成缆包带的外围挤塑所述内护套;
12、在所述内护套外围绕包所述双层铠装钢丝;
13、在所述双层铠装钢丝的外围绕包所述铠装包带;
14、在所述铠装包带的外围挤塑所述外护套。
15、在本发明的一个实施例中,护套的材质为聚氯乙烯、聚乙烯、聚氨酯或陶瓷化硅橡胶中的任意一种,厚度范围为1.0-6.0mm。
16、在本发明的一个实施例中,各单元的成缆角度为9-11°;所述第一钢管单元的放线张力为150-180kg,所述第二钢管单元的放线张力为230-300kg,所述电缆单元的放线张力为40-80kg,所述光缆单元及所述圆形填充的放线张力为20-40kg。
17、在本发明的一个实施例中,所述双层铠装钢丝的内层钢丝数目为80-85根,外层钢丝数目为85-90根。
18、本发明的上述技术方案相比现有技术具有以下优点:
19、本发明所述的一种水下生产系统用光电液复合脐带缆,包括功能单元组、包覆功能单元组的成缆包带以及包覆成缆包带的保护单元组。功能单元组包括第一钢管单元、第二钢管单元、电缆单元以及光缆单元,功能单元组的各单元呈集束结构排列,截面上相邻的单元两两相切,外圈排布的单元同时内切于成缆包带。本发明通过几何排布上的设计,对常规思路设计的光电液复合脐带缆进行优化。优化后,脐带缆内部的光缆单元、电缆单元以及钢管单元分布均匀,相邻的各单元在几何上两两相切,无需采用异型填充物,且无须进行二次成缆,减轻了生产制造时的难度,也保证了脐带缆的圆整度。
20、进一步的,第一钢管单元、第二钢管单元和电缆单元的数目相同,都为三个以上,光缆单元的数目为电缆单元的两倍,能够满足实际生产中对于多电缆单元、光缆单元以及管单元的需要。
21、进一步的,第一钢管单元呈正多边形设置,第二钢管单元分别布置在正多边形各边的垂直平分线上。第一钢管单元和相邻的两个第二钢管单元与成缆包带共同形成第一安装区,第一安装区设有电缆单元。电缆单元和相邻的第二钢管单元与成缆包带共同形成第二安装区,第二安装区内设有光缆单元。本发明提出的一种水下生产系统用光电液复合脐带缆使强度较高的钢材料更集中于截面中心,而带有铜导体或光纤纤维的电/光缆单元分布在受力较小的截面边界处,能够避免电缆单元与光缆单元在承受拉力时先于抗拉强度更高的钢管屈服的情况,力学性能优异。其结构紧密且安排更加合理,成缆外径比常规外径小,减少了该脐带缆在安装时的水动力载荷,同时使脐带缆在静态应用时能够具有更加优异的海底稳定性。
22、进一步的,保护单元组包括内护套、包覆内护套的双层铠装钢丝、包覆双层铠装钢丝的铠装包带以及包覆铠装包带的外护套,双层铠装钢丝的夹层设有绕包带。双层铠装钢丝不仅能对功能单元起到各向受力的保护作用,还能通过调节铠装钢丝的节径比(缠绕角度)达到调整脐带缆扭转平衡的目的。
23、进一步的,第一钢管单元的外围包覆护套,护套的材质为聚氯乙烯、聚乙烯、聚氨酯或陶瓷化硅橡胶中的任意一种,厚度范围为1.0-6.0mm。一方面,各类尺寸的钢管在挤塑护套后具有更统一的外径尺寸,与电缆单元和光缆单元的外径能够形成可以紧密排布的比例关系,同时巧妙地避免了钢管与钢管之间的直接接触;另一方面,在不影响紧密排布方式的情况下,可以调节钢管的材料与壁厚,以使脐带缆满足在不同设计压力与不同应用水深下的使用要求。
24、综上,本发明很好的解决了现有技术存在的问题,实现了不需要异形填充物、缆型圆整、成缆外径小且不需要二次成缆的有益效果。
技术特征:
1.一种水下生产系统用光电液复合脐带缆,其特征在于:包括:
2.根据权利要求1所述的一种水下生产系统用光电液复合脐带缆,其特征在于:所述第一钢管单元(11)、所述第二钢管单元(12)和所述电缆单元(13)的数目相同,都为三个以上,所述光缆单元(14)的数目为所述电缆单元(13)的两倍;所述第一钢管单元(11)呈正多边形设置,所述第二钢管单元(12)分别布置在所述正多边形各边的垂直平分线上;所述第一钢管单元(11)和相邻的两个所述第二钢管单元(12)与所述成缆包带(2)共同形成第一安装区(111),所述第一安装区(111)设有所述电缆单元(13);所述电缆单元(13)和相邻的所述第二钢管单元(12)与所述成缆包带(2)共同形成第二安装区(112),所述第二安装区(112)内设有所述光缆单元(14)。
3.根据权利要求2所述的一种水下生产系统用光电液复合脐带缆,其特征在于:所述保护单元组(3)包括内护套(31)、包覆所述内护套(31)的双层铠装钢丝(32)、包覆所述双层铠装钢丝(32)的铠装包带(33)以及包覆所述铠装包带(33)的外护套(34)。
4.根据权利要求3所述的一种水下生产系统用光电液复合脐带缆,其特征在于:所述双层铠装钢丝(32)的夹层设有绕包带(321)。
5.根据权利要求4所述的一种水下生产系统用光电液复合脐带缆,其特征在于:还包括圆形填充(4)。
6.一种水下生产系统用光电液复合脐带缆的制备方法,其特征在于:所述制备方法用于制备权利要求1至5中任一项所述的脐带缆,包括:
7.根据权利要求6所述的一种水下生产系统用光电液复合脐带缆的制备方法,其特征在于:护套的材质为聚氯乙烯、聚乙烯、聚氨酯或陶瓷化硅橡胶中的任意一种,厚度范围为1.0-6.0mm。
8.根据权利要求7所述的一种水下生产系统用光电液复合脐带缆的制备方法,其特征在于:各单元的成缆角度为9-11°;所述第一钢管单元(11)的放线张力为150-180kg;所述第二钢管单元(12)的放线张力为230-300kg;所述电缆单元(13)的放线张力为40-80kg;所述光缆单元(14)及所述圆形填充(4)的放线张力为20-40kg。
9.根据权利要求8所述的一种水下生产系统用光电液复合脐带缆的制备方法,其特征在于:所述双层铠装钢丝(32)的内层钢丝数目为80-85根,外层钢丝数目为85-90根。
技术总结
本发明涉及一种水下生产系统用光电液复合脐带缆,其功能单元组由第一钢管单元、第二钢管单元、电缆单元以及光缆单元等组成,截面上相邻的单元在接触位置相互外切,外圈排布的单元同时内切于成缆包带。本发明解决了现有技术中为了保证脐带缆的圆整度与力学性能,需要额外定制各种各样的异型填充物,致使脐带缆的外径增加且生产难度增大,进而导致脐带缆静态应用时的海底稳定性变差,安装时作用在脐带缆上的水动力载荷增大的技术问题。
技术研发人员:韦莹莹,孙亚峰,李春梅,于治雨,顾鑫,江贞星
受保护的技术使用者:江苏亨通高压海缆有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!