一种大电流叠层电感填印成型方法与流程
本说明书一个或多个实施例涉及丝网印刷,尤其涉及一种大电流叠层电感填印成型方法。
背景技术:
1、目前,目前叠层电感的导线成型多采用传统的丝网印刷技术。传统的丝网印刷在制作过程中,通过控制网版乳胶的厚度以及丝网的目数,图形尺寸等,结合设备印刷时的次数、刮刀压力、刮印速度等参数来控制印刷的导体层的印刷膜厚,通常来讲,结合对浆料粘度的调整,单次的印刷膜厚可以控制在10-30um的厚度范围内。再经过多次的重复叠印,导体层的最多膜厚可以达到60-80um的厚度。超出此膜厚范围后对叠印遍数、印刷参数、浆料粘度、网版等的调整就不再有效,很难影响膜厚。
2、在叠层电感发展的当下,耐大电流逐渐发展成为比较重要的一个趋势,所以对叠层电感产品而言,为耐受大电流的工作环境,需要叠层电感拥有更小的内阻。传统的丝网印刷厚膜成型方式在膜厚上有所限制,导致导体层的厚度无法突破,内阻无法降低,限制了叠层电感产品在大电流下的使用。同时在传统的丝网印刷方式下,当导体层的印刷膜厚超过一定厚度时,由于导体在表面层凸起,在进行叠层等静压时,会将导体层压塌、压垮甚至变形,导致设计的导体线路变形后,叠层电感的性能会受到影响,造成性能品质的不稳定。
3、综上所述,本申请现提出一种大电流叠层电感填印成型方法解决上述出现的问题。
技术实现思路
1、本发明旨在解决背景技术中提出的问题,本说明书一个或多个实施例的目的在于提出一种大电流叠层电感填印成型方法,使内阻大幅度的降低,在大电流的情况下可以正常的使用,保持正常的温升,从而使性能稳定,在叠层等静压过程中本专利中的改进方式可以避免导体层凸起,在压合过程中导体得到充分的保护,不易发生形变。
2、基于上述目的,本说明书一个或多个实施例提供了一种大电流叠层电感填印成型方法,包括以下步骤:
3、s1,制槽:先将部分铁氧体生瓷片加工出与产品图形相应的第一生胚槽;
4、s2,第一次层压:在进行印刷前将第一生胚槽和铁氧体生瓷片热压在一起,使其结合紧密;
5、s3,叠层:将第一次层压完成的产品送入印刷设备,和丝印网版对位,槽与网版图形对应,采用印刷刮刀将银浆刮印进入槽中;
6、s4,干燥:将叠层完成的产品撤开丝印网版后进行干燥;
7、s5,重复步骤s1,得到第二生胚槽;
8、s6,第二次层压,将第二生胚槽与第一生胚槽热压在一起;
9、s7,重复步骤s3-s4。
10、根据本发明实施例所述的大电流叠层电感填印成型方法,所述步骤s1中使用激光打孔机、冲孔机或其他生胚加工技术完成制槽操作。
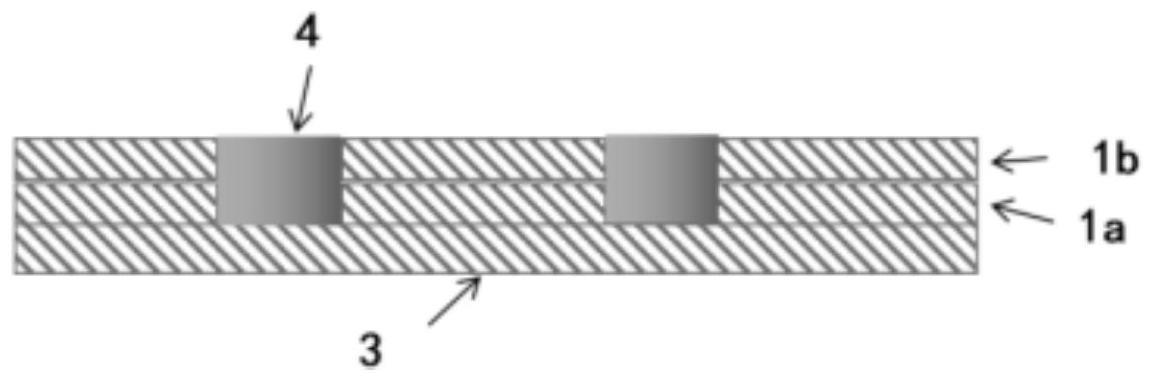
11、根据本发明实施例所述的大电流叠层电感填印成型方法,所述步骤s1中铁氧体生瓷片使用和叠层电感过渡层、保护层磁导率、树脂含量相同的材料,生胚槽的厚度为50-200um。
12、根据本发明实施例所述的大电流叠层电感填印成型方法,所述步骤s2和s6中热压时的温度为50-70℃,热压时压力大于100bar。
13、根据本发明实施例所述的大电流叠层电感填印成型方法,所述步骤s4中印刷机印刷的过程中刮印压力设置为0.15-0.3mpa。
14、根据本发明实施例所述的大电流叠层电感填印成型方法,还包括:
15、步骤s8,叠印:重复步骤s6-s7。
16、根据以上所述,本发明包括以下有益效果:
17、本发明专利主要针对此问题,在丝网印刷的基础上,改善作业方式,采用制槽、叠层、层压、填充、叠印的方式使导体层的膜厚可以达到200um以上的厚度,极大的改善了产品的内阻值,使内阻大幅度的降低,从而在大电流的情况下可以正常的使用,保持正常的温升,从而使性能稳定。在叠层等静压过程中本专利中的改进方式可以避免导体层凸起,在压合过程中导体得到充分的保护,不易发生形变。
18、本发明解决现有丝网印刷技术中网版对印刷厚度的限制,改善丝网平面印刷过程中,当叠印一定次数后膜厚不再发生增长、被限制的问题,同时解决叠层电感产品丝网印刷后,在经过等静压时,银线被压扁、压垮、变形等问题,改善叠层电感产品内阻较大,无法适应大电流环境工作的问题。
技术特征:
1.一种大电流叠层电感填印成型方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的大电流叠层电感填印成型方法,其特征在于,所述步骤s1中使用激光打孔机、冲孔机或其他生胚加工技术完成制槽操作。
3.根据权利要求1或2所述的大电流叠层电感填印成型方法,其特征在于,所述步骤s1中铁氧体生瓷片(3)使用和叠层电感过渡层、保护层磁导率、树脂含量相同的材料,生胚槽(1)的厚度为50-200um。
4.根据权利要求1所述的大电流叠层电感填印成型方法,其特征在于,所述步骤s2和s6中热压时的温度为50-70℃,热压时压力大于100bar。
5.根据权利要求7所述的大电流叠层电感填印成型方法,其特征在于,所述步骤s4中印刷机印刷的过程中刮印压力设置为0.15-0.3mpa。
6.根据权利要求1所述的大电流叠层电感填印成型方法,其特征在于,还包括:
技术总结
本发明涉及丝网印刷技术领域,具体涉及一种大电流叠层电感填印成型方法,包括以下步骤:S1,制槽;S2,第一次层压:在进行印刷前将第一生胚槽和铁氧体生瓷片热压在一起,使其结合紧密;S3,叠层:将第一次层压完成的产品送入印刷设备,和丝印网版对位,槽与网版图形对应,采用印刷刮刀将银浆刮印进入槽中;S4,干燥;S5,重复步骤S1;S6,第二次层压,将第二生胚槽与第一生胚槽热压在一起;S7,重复步骤S3‑S4。本发明使内阻大幅度的降低,在电流达到10A的情况下可以正常的使用,保持正常的温升,从而使性能稳定,在叠层等静压过程中本专利中的改进方式可以避免导体层凸起,在压合过程中导体得到充分的保护,不易发生形变。
技术研发人员:陈瀛,陈加旺,刘伟,张伟,邱鹏
受保护的技术使用者:江西兴康电子科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!