方形铝壳电芯芯包绝缘防护方法与流程
本发明涉及电芯芯包,具体为方形铝壳电芯芯包绝缘防护方法。
背景技术:
1、锂离子电池具有高循环寿命,较高的能量密度,被广泛应用于车辆和储能领域。新能源汽车因其较低使用成本,快充技术的发展,使其得到越来越广泛的应用。电芯的使用安全性是需要特别关注的问题。
2、电芯发生安全事故主要是热失控,热量累积后温度升高发生冒烟起火。电芯热失控的原因有很多,其中芯包的微短路是原因之一。造成芯包的微短路有粉尘击穿隔膜、极片毛刺超标、极片包覆不良和绝缘防护不良等。为减少以上问题的发生各个电池厂家都做了很多措施,比如提高车间和设备的除尘能力,在线检测极片和隔膜的包覆状态等。
3、电芯芯包绝缘防护是非常重要的工艺环节,现有的常规芯包贴绝缘胶工序有:正极片尾胶、刻码胶、单芯包极耳侧和非极耳侧捆绑胶、超声焊接焊印胶、激光焊接焊印胶、合芯捆绑胶、mylar包覆等,这些绝缘防护措施是有一定效果的。
4、超声焊接工序后贴焊印胶,一般采用z字形贴胶方式,由于电芯的在厚度方向的回弹,胶纸有扯断极耳的风险。再者该贴胶方式和电芯贴合不紧,容易脱胶,脱胶后就起不到绝缘防护功能。
5、为解决超声焊接的z字形焊印胶的两个缺陷,胶纸扯断极耳和贴不紧问题,因此我们需要提出方形铝壳电芯芯包绝缘防护方法。
技术实现思路
1、本发明的目的在于提供方形铝壳电芯芯包绝缘防护方法,通过u型绝缘胶带的设计,u型绝缘胶带的一端贴在芯包外表面隔膜上、另一端贴在芯包内部第一圈隔膜上,有效防止胶带脱落,解决了z型胶带容易扯断极耳和贴不紧的问题;配合贴在焊接印上的焊印胶的使用,可有效防止超声焊接的金属粉尘和极耳侵入到芯包中,在同等容量条件下,有效降低卷绕电芯的厚度,提高电芯的散热性能,对提高电池的性能、循环寿命和安全性有实质性作用,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:方形铝壳电芯芯包绝缘防护方法,包括如下步骤:
3、s1、贴u型绝缘胶带:在芯包上卷绕隔膜完成,将u型绝缘胶带的一端贴在芯包远离极耳的一侧的外表面的隔膜上,u型绝缘胶带的另一端贴在芯包内部的第一圈隔膜上;
4、s2、超声焊接:采用超声焊接机将两个芯包的极耳焊接在一起;
5、s3、贴焊印胶:在焊接完成后,在超声焊印处贴上贴焊印胶,避免焊印处的粉尘和焊渣外逸;
6、s4、检查绝缘层:包覆完成后,对绝缘层进行检查;
7、s5、贴刻码胶:在芯包表面刻印或印刷特定的编码、标识或图案。
8、优选的,所述芯包设有两个,分别为第一芯包和第二芯包,所述第一芯包和第二芯包的表面均卷绕有隔膜,所述第一芯包和第二芯包上均粘接有两个u型绝缘胶带。
9、优选的,所述极耳包括连接在第一芯包一端的正极耳和负极耳,位于第一芯包上的两个所述u型绝缘胶带分别位于正极耳和负极耳的正上方。
10、优选的,所述正极耳和负极耳的宽度相同,位于第一芯包上的两个所述u型绝缘胶带的宽度均大于正极耳和负极耳的宽度。
11、优选的,所述第二芯包的一端连接有两个连接片,两个所述连接片分别焊接在正极耳和负极耳上。
12、优选的,在s1之前,需对电芯的表面进行清洁处理,在绝缘包覆前,使用清洁布或棉球蘸取适量的清洁剂,沿着一个方向轻轻擦拭芯包的表面,确保芯包表面干净无尘,使得绝缘材料牢固粘接在电芯上。
13、优选的,所述焊印胶为平直的绝缘防护胶。
14、与现有技术相比,本发明的有益效果是:
15、1、本发明通过u型绝缘胶带的设计,u型绝缘胶带的一端贴在芯包外表面隔膜上、另一端贴在芯包内部第一圈隔膜上,有效防止胶带脱落,解决了z型胶带容易扯断极耳和贴不紧的问题;
16、2、本发明配合贴在焊接印上的焊印胶的使用,可有效防止超声焊接的金属粉尘和极耳侵入到芯包中,在同等容量条件下,有效降低卷绕电芯的厚度,提高电芯的散热性能,对提高电池的性能、循环寿命和安全性有实质性作用。
技术特征:
1.方形铝壳电芯芯包绝缘防护方法,其特征在于,包括如下步骤:
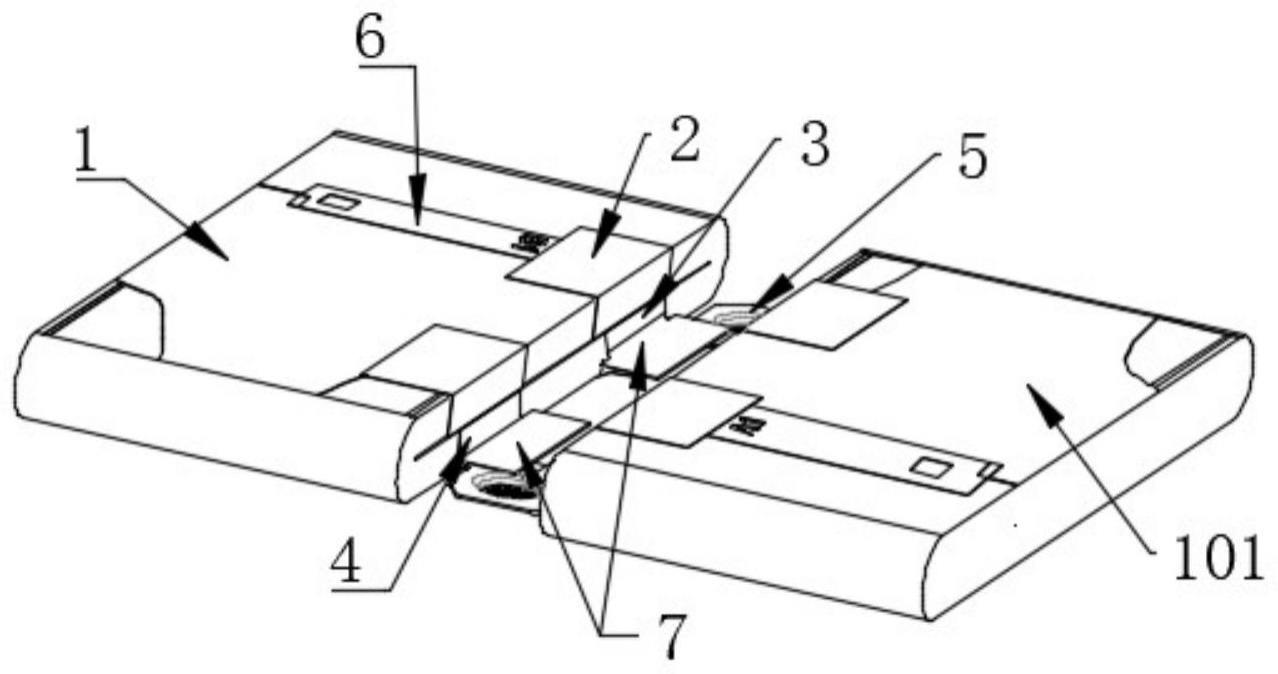
2.根据权利要求1所述的方形铝壳电芯芯包绝缘防护方法,其特征在于:所述芯包设有两个,分别为第一芯包(1)和第二芯包(101),所述第一芯包(1)和第二芯包(101)的表面均卷绕有隔膜,所述第一芯包(1)和第二芯包(101)上均粘接有两个u型绝缘胶带(2)。
3.根据权利要求2所述的方形铝壳电芯芯包绝缘防护方法,其特征在于:所述极耳包括连接在第一芯包(1)一端的正极耳(4)和负极耳(3),位于第一芯包(1)上的两个所述u型绝缘胶带(2)分别位于正极耳(4)和负极耳(3)的正上方。
4.根据权利要求3所述的方形铝壳电芯芯包绝缘防护方法,其特征在于:所述正极耳(4)和负极耳(3)的宽度相同,位于第一芯包(1)上的两个所述u型绝缘胶带(2)的宽度均大于正极耳(4)和负极耳(3)的宽度。
5.根据权利要求4所述的方形铝壳电芯芯包绝缘防护方法,其特征在于:所述第二芯包(101)的一端连接有两个连接片(5),两个所述连接片(5)分别焊接在正极耳(4)和负极耳(3)上。
6.根据权利要求1所述的方形铝壳电芯芯包绝缘防护方法,其特征在于:在s1之前,需对电芯的表面进行清洁处理,在绝缘包覆前,使用清洁布或棉球蘸取适量的清洁剂,沿着一个方向轻轻擦拭芯包的表面,确保芯包表面干净无尘,使得绝缘材料牢固粘接在电芯上。
7.根据权利要求1所述的方形铝壳电芯芯包绝缘防护方法,其特征在于:所述焊印胶(7)为平直的绝缘防护胶。
技术总结
本发明公开了方形铝壳电芯芯包绝缘防护方法,包括如下步骤:S1、贴U型绝缘胶带,S2、将U型绝缘胶带的一端贴在芯包外表面的隔膜上,U型绝缘胶带的另一端贴在芯包内部的第一圈隔膜上,3、超声焊接,S4、贴焊印胶,S5、检查绝缘层,S6、贴刻码胶,本发明通过U型绝缘胶带的设计,U型绝缘胶带的一端贴在芯包外表面隔膜上、另一端贴在芯包内部第一圈隔膜上,有效防止胶带脱落,解决了Z型胶带容易扯断极耳和贴不紧的问题;配合贴在焊接印上的焊印胶的使用,可有效防止超声焊接的金属粉尘和极耳侵入到芯包中,在同等容量条件下,有效降低卷绕电芯的厚度,提高电芯的散热性能,对提高电池的性能、循环寿命和安全性有实质性作用。
技术研发人员:吴军,白科,凌建军,徐小明,查秀芳,谢爱亮
受保护的技术使用者:江西安驰新能源科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!