一种钕铁硼磁钢的热压成型工艺的制作方法
本发明涉及钕铁硼磁钢加工,具体涉及一种钕铁硼磁钢的热压成型工艺。
背景技术:
1、钕铁硼磁钢是到目前为止最强的磁力永磁材料之一,广泛应用于高速运行电机磁钢的加工产业中。现有高速运行电机领域的磁钢采用钕铁硼磁钢块经过机加工、清洗、酸洗等工序,再在磁钢的表面涂覆粘接剂、胶水、或环氧树脂与玻璃珠的混合物,然后采用叠加或拼接的方式将相邻的烧结钕铁硼磁钢块粘接在一起,当达到所需尺寸后烘烤。现有的方法是对每片烧结钕铁硼磁钢块的表面涂覆粘接剂,粘接剂通常直接使用的是环氧树脂,而环氧树脂与磁钢的结合性较差,但是由于其直接在光滑的钢块表面涂覆,与磁钢结合后时间久了容易出现服役失效,产品达不到理想的效果。因此涉及一种钕铁硼磁钢的热压成型工艺。
技术实现思路
1、本发明的目的在于提供一种钕铁硼磁钢的热压成型工艺,解决以下技术问题:现有的方法是对每片烧结钕铁硼磁钢块的表面涂覆粘接剂,粘接剂通常直接使用的是环氧树脂,而环氧树脂与磁钢的结合性较差,但是由于其直接在光滑的钢块表面涂覆,与磁钢结合后时间久了容易出现服役失效,产品达不到理想的效果。
2、本发明的目的可以通过以下技术方案实现:
3、一种钕铁硼磁钢的热压成型工艺,包括以下步骤:
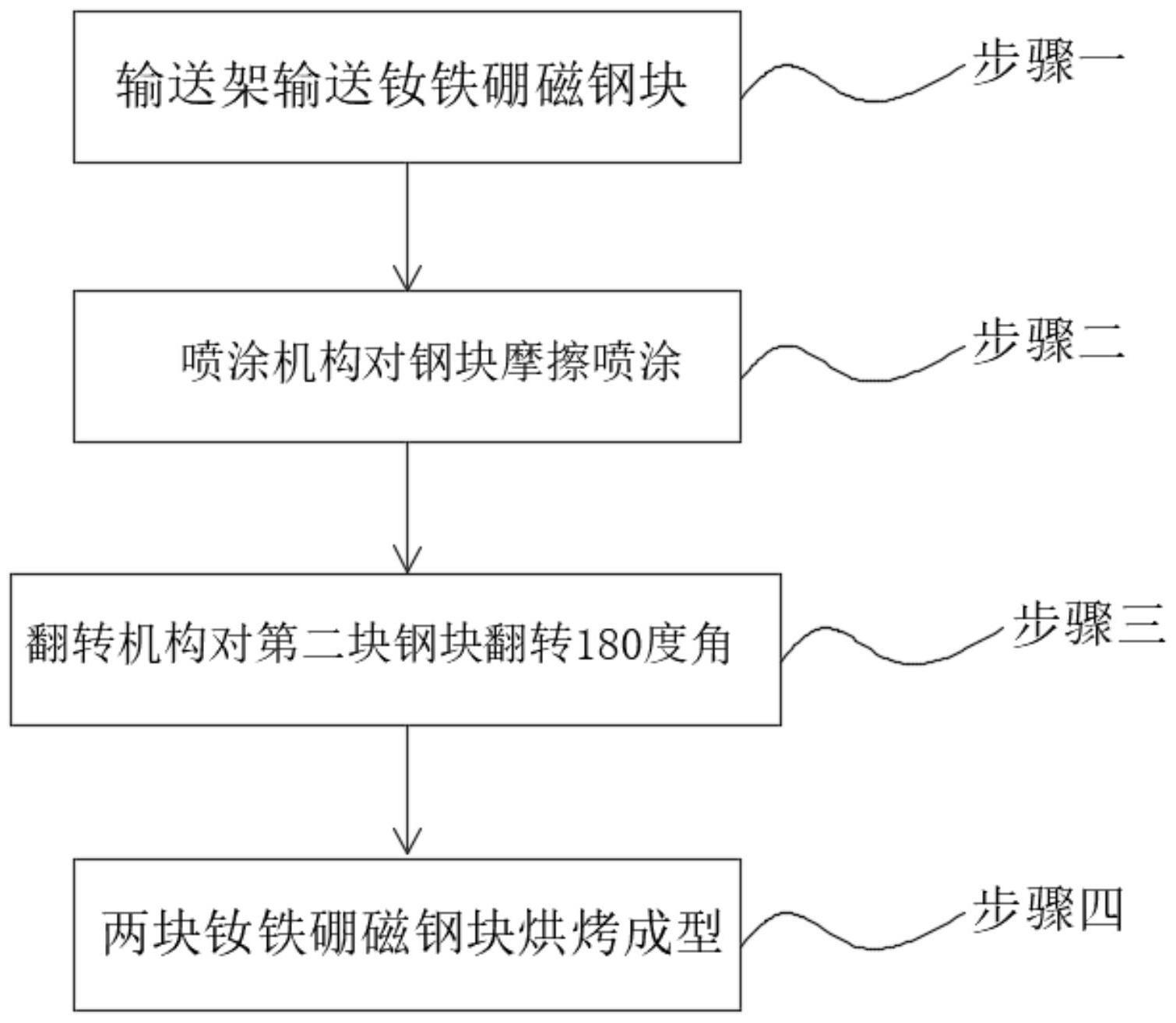
4、步骤一、将厚度均匀的钕铁硼磁钢块放置在热压成型机的输送架二上进行输送;
5、步骤二、当钕铁硼磁钢块输送至喷涂机构下方时,喷涂机构先对钕铁硼磁钢块的顶部进行摩擦,然后喷涂上粘接剂;
6、步骤三、第一块喷涂后的钕铁硼磁钢块落入到烤箱中,第二块喷涂后钕铁硼磁钢块移动到烤箱顶部时,通过翻转机构将第二块翻转180度角之后,再放置在第一块上,两块都喷涂粘接剂一面接触,并通过下压板挤压;
7、步骤四、通过烤箱进行加热烘烤成型之后,通过输送架一输送出去。
8、作为本发明进一步的方案:热压成型机包括输送架一,所述输送架一上通过支架连接有输送架二,所述输送架二上固定安装有喷涂机构,所述喷涂机构用于对钕铁硼磁钢上表面打磨后进行喷涂,所述输送架一的一侧设置有烤箱,所述烤箱的顶部和位于输送架一的一侧均均设置有双开门,所述烤箱的顶部固定安装有翻转机构,所述翻转机构用于带动钕铁硼磁钢翻转180度角。
9、作为本发明进一步的方案:所述喷涂机构包括对称设置在输送架二上的z轴调节,所述z轴调节上设置有x轴调节,所述x轴调节上设置有y轴调节,所述y轴调节上设置有移动板,所述移动板的顶部中心处转动连接有中空转轴,所述中空转轴外套接有齿环,所述齿环与移动板底部设置的齿轮一啮合连接,所述齿轮一由电机驱动,所述中空转轴的底部固定安装有中空摩擦盘。
10、作为本发明进一步的方案:所述移动板的顶部中心处固定安装有喷涂箱,所述喷涂箱的底部呈圆周阵列设置有多根喷涂管,所述喷涂管贯穿中空转轴并延伸至中空摩擦盘与喷嘴连接,多根所述喷涂管的中心处固定安装有驱动电机,所述驱动电机的输出轴上固定安装有驱动轴,所述驱动轴的底部固定安装有导向柱,所述导向柱的底部插接有连接盘,所述导向柱上且位于连接盘和驱动轴之间套接有弹簧一,所述连接盘的外周面上阵列设置有多个连接杆,所述连接杆远离连接盘的一端固定安装有转动摩擦盘,所述转动摩擦盘与中空摩擦盘底部开设的通孔适配。
11、作为本发明进一步的方案:所述中空摩擦盘的内壁上设置有环型滑轨,所述环型滑轨与转动摩擦盘适配,所述转动摩擦盘的外周面向外倾斜延伸,所述环型滑轨上开设有弧形豁口,弧形豁口与转动摩擦盘适配。
12、作为本发明进一步的方案:所述翻转机构包括机架,所述机架的顶部中心处固定安装有伺服电机,所述伺服电机的输出轴上通过螺纹套连接有升降滑动板,所述升降滑动板的一侧固定安装有气缸一,所述气缸一的活塞杆上固定安装有支撑板,所述支撑板与升降滑动板通过插杆插接,所述支撑板的一侧固定安装有双向气缸,所述双向气缸的活塞杆上均固定安装有挤压板,两块所述挤压板的内侧均转动连接有翻转板,其中一块所述挤压板上固定安装有翻转电机,所述翻转电机的输出轴与翻转板固定连接。
13、作为本发明进一步的方案:两块所述翻转板的上下两端均对称安装有限位插杆,对称的两根限位插杆插接,所述限位插杆和翻转板形成限位的四边框形。
14、作为本发明进一步的方案:所述支撑板的底部固定安装有下压板。
15、作为本发明进一步的方案:所述机架上设置有限位器,所述限位器包括固定安装在机架上的箱体,所述箱体上贯穿设置有限位杆,所述限位杆上且位于箱体内套接有弹簧二,所述限位杆的一端固定安装有电磁铁一,所述电磁铁一与机架上的电磁铁二适配;
16、所述升降滑动板的一侧固定安装有限位卡条,所述限位卡条上设置有多个齿牙,所述齿牙与限位杆适配。
17、本发明的有益效果:
18、本发明先将钕铁硼磁钢的表面摩擦下,使其表面产生毛刺,毛孔增加,增大其摩擦力,然后再将粘接剂喷涂在上面,使得粘接剂融入到钕铁硼磁钢的内部,再通过后续的加压和烘烤,使其粘结的效果更好。
19、本发明通过热压成型机的设置,使得整个生产工艺与设备是一体化的,这样自动化程度更高,操作起来更加简便,效率更高。
技术特征:
1.一种钕铁硼磁钢的热压成型工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种钕铁硼磁钢的热压成型工艺,其特征在于,热压成型机包括输送架一(1),所述输送架一(1)上通过支架(2)连接有输送架二(3),所述输送架二(3)上固定安装有喷涂机构(4),所述喷涂机构(4)用于对钕铁硼磁钢上表面打磨后进行喷涂,所述输送架一(1)的一侧设置有烤箱(6),所述烤箱(6)的顶部和位于输送架一(1)的一侧均均设置有双开门(62),所述烤箱(6)的顶部固定安装有翻转机构(5),所述翻转机构(5)用于带动钕铁硼磁钢翻转180度角。
3.根据权利要求2所述的一种钕铁硼磁钢的热压成型工艺,其特征在于,所述喷涂机构(4)包括对称设置在输送架二(3)上的z轴调节(41),所述z轴调节(41)上设置有x轴调节(42),所述x轴调节(42)上设置有y轴调节(43),所述y轴调节(43)上设置有移动板(44),所述移动板(44)的顶部中心处转动连接有中空转轴(46),所述中空转轴(46)外套接有齿环(47),所述齿环(47)与移动板(44)底部设置的齿轮一(48)啮合连接,所述齿轮一(48)由电机驱动,所述中空转轴(46)的底部固定安装有中空摩擦盘(49)。
4.根据权利要求3所述的一种钕铁硼磁钢的热压成型工艺,其特征在于,所述移动板(44)的顶部中心处固定安装有喷涂箱(45),所述喷涂箱(45)的底部呈圆周阵列设置有多根喷涂管(420),所述喷涂管(420)贯穿中空转轴(46)并延伸至中空摩擦盘(49)与喷嘴(412)连接,多根所述喷涂管(420)的中心处固定安装有驱动电机(421),所述驱动电机(421)的输出轴上固定安装有驱动轴(411),所述驱动轴(411)的底部固定安装有导向柱(415),所述导向柱(415)的底部插接有连接盘(416),所述导向柱(415)上且位于连接盘(416)和驱动轴(411)之间套接有弹簧一(414),所述连接盘(416)的外周面上阵列设置有多个连接杆(417),所述连接杆(417)远离连接盘(416)的一端固定安装有转动摩擦盘(418),所述转动摩擦盘(418)与中空摩擦盘(49)底部开设的通孔(410)适配。
5.根据权利要求4所述的一种钕铁硼磁钢的热压成型工艺,其特征在于,所述中空摩擦盘(49)的内壁上设置有环型滑轨(413),所述环型滑轨(413)与转动摩擦盘(418)适配,所述转动摩擦盘(418)的外周面向外倾斜延伸,所述环型滑轨(413)上开设有弧形豁口(419),弧形豁口(419)与转动摩擦盘(418)适配。
6.根据权利要求2所述的一种钕铁硼磁钢的热压成型工艺,其特征在于,所述翻转机构(5)包括机架(51),所述机架(51)的顶部中心处固定安装有伺服电机(52),所述伺服电机(52)的输出轴上通过螺纹套连接有升降滑动板(53),所述升降滑动板(53)的一侧固定安装有气缸一(57),所述气缸一(57)的活塞杆上固定安装有支撑板(56),所述支撑板(56)与升降滑动板(53)通过插杆插接,所述支撑板(56)的一侧固定安装有双向气缸(59),所述双向气缸(59)的活塞杆上均固定安装有挤压板(58),两块所述挤压板(58)的内侧均转动连接有翻转板(514),其中一块所述挤压板(58)上固定安装有翻转电机(511),所述翻转电机(511)的输出轴与翻转板(514)固定连接。
7.根据权利要求6所述的一种钕铁硼磁钢的热压成型工艺,其特征在于,两块所述翻转板(514)的上下两端均对称安装有限位插杆(512),对称的两根限位插杆(512)插接,所述限位插杆(512)和翻转板(514)形成限位的四边框形。
8.根据权利要求6所述的一种钕铁硼磁钢的热压成型工艺,其特征在于,所述支撑板(56)的底部固定安装有下压板(513)。
9.根据权利要求6所述的一种钕铁硼磁钢的热压成型工艺,其特征在于,所述机架(51)上设置有限位器(54),所述限位器(54)包括固定安装在机架(51)上的箱体(541),所述箱体(541)上贯穿设置有限位杆(542),所述限位杆(542)上且位于箱体(541)内套接有弹簧二(543),所述限位杆(542)的一端固定安装有电磁铁一(544),所述电磁铁一(544)与机架(51)上的电磁铁二(545)适配;
技术总结
本发明公开了一种钕铁硼磁钢的热压成型工艺,涉及钕铁硼磁钢加工技术领域,具体包括:步骤一、将厚度均匀的钕铁硼磁钢块放置在热压成型机的输送架二上进行输送;步骤二、当钕铁硼磁钢块输送至喷涂机构下方时,喷涂机构先对钕铁硼磁钢块的顶部进行摩擦,然后喷涂上粘接剂。本发明先将钕铁硼磁钢的表面摩擦下,使其表面产生毛刺,毛孔增加,增大其摩擦力,然后再将粘接剂喷涂在上面,使得粘接剂融入到钕铁硼磁钢的内部,再通过后续的加压和烘烤,使其粘结的效果更好。本发明通过热压成型机的设置,使得整个生产工艺与设备是一体化的,这样自动化程度更高,操作起来更加简便,效率更高。
技术研发人员:唐睿,韩幸奇,李斌
受保护的技术使用者:安徽万磁电子股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!