一种半自动伺服压接机的双闭环压接高度控制方法与流程
本发明涉及压接机,尤其是涉及一种半自动伺服压接机的双闭环压接高度控制方法。
背景技术:
1、端子压接是电力行业在线路基本建设施工和线路维修中进行导线连续压接的必要工具,在线材完成定长切断和前端和后端定长剥皮后,它可以把五金头压接至电线端,然后再做导通。端子机压接出来的端子通常是为了连接更方便,不用去焊接便能够稳定的将两根导线连接在一起,而在拆的时候只需拔掉就可以了。一般的端子压接机都是通过驱动电机带动曲轴做往复运动,压接高度只能通过手动调整其他部件来实现。端子机的压接高度直接影响压接质量,从而影响产品的稳定性,影响使用寿命。为了解决这个问题,一般是在压接完成的后道工序增加检测工序,然后根据检测结果再手动调节压接机的压接高度。但是大批量时只能进行首检、末检以及生产过程中的抽检,若想更多的检测只能通过操作者手动实现,这种方法无法做到批量生产时的全检,出现不合格品也不能及时发现,增大了不合格品的机率,同时也降低了生产效率,抽检越多操作者的劳动强度就越大。
技术实现思路
1、本发明就是为了解决上述问题而提出一种半自动伺服压接机的双闭环压接高度控制方法。
2、本发明的技术方案是这样实现的:
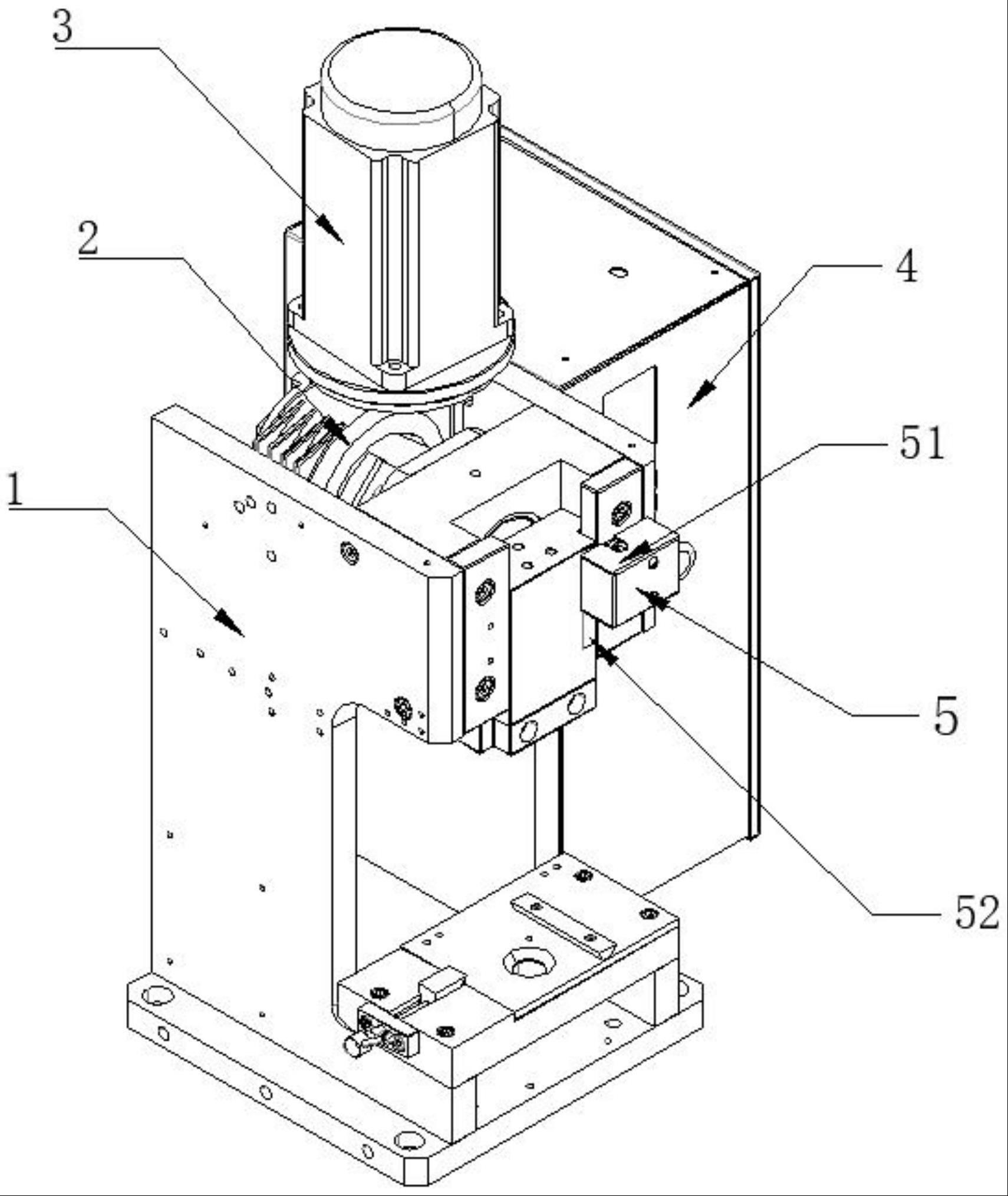
3、一种半自动伺服压接机的双闭环压接高度控制方法,所述半自动伺服压接机包括机架组件、曲轴传动组件、驱动组件、电控柜组件,所述机架组件上端固定有所述曲轴传动组件,所述曲轴传动组件传动连接有所述驱动组件,所述机架组件一侧固定有所述电控柜组件,所述曲轴传动组件包括通过滚动轴承固定在所述机架组件上的曲轴,所述曲轴前端固定有水平滑块,所述水平滑块滑动安装在垂直滑块后壁上的水平滑槽内,所述水平滑块下端成型有压头固定孔,所述水平滑块下端对应所述压头固定孔的位置固定有固定压板,所述垂直滑块前表面边缘固定有感应尺,所述机架组件前表面对应所述感应尺的位置固定有磁头,所述磁头、所述感应尺组成磁栅尺检测组件,所述驱动组件、所述磁栅尺检测组件与所述电控柜组件电连接;
4、所述双闭环压接高度控制方法包括以下步骤:
5、步骤一:调节端子压接模具和端子放置垫板之间的间距,保证进行端子压接时产生的产品压接质量在连续十次端子压接后检测均符合检测要求;
6、步骤二:记录通过驱动组件带动曲轴旋转进行压接时的转动角度得到曲轴的起始角度r1和停止角度o1,并计算出差值r;
7、r=|o1-r1|,
8、其中,
9、r1为端子压接模具位于最高位置时曲轴的转动角度;
10、o1为端子压接模具位于最低位置时曲轴的转动角度;
11、步骤三:通过磁头检测感应尺的位置得到垂直滑块的第一初始位置h1和第二停止位置t1并计算出差值h;
12、h=|h1-t1|,
13、其中,
14、h1为端子压接模具位于最高位置时磁头检测到的感应尺位置;
15、t1为端子压接模具位于最高位置时磁头检测到的感应尺位置;
16、步骤四:每次压接时确定初始位置后,通过标准差值r计算终止角度rn,通过标准差值h计算终止位置hn,在达到其中一个设定数值时控制驱动组件反向转动回到起始位置完成一次压接作业,自动校对rn与r的误差和hn与h的误差,若rn与r的误差和hn与h的误差在规定范围内,继续进行端子压接,如果超出规定的误差范围,则发出报警并停机等待检修。
17、进一步的,所述机架组件包括机架侧板,所述机架侧板上端内部固定有固定块,所述固定块前表面对称固定有两个限位压板,所述限位压板与所述固定块之间形成有固定所述垂直滑块的滑槽,所述磁头固定在所述限位压板上,所述滚动轴承固定在所述固定块内,所述机架侧板下端对应所述垂直滑块的位置固定有端子固定基板。
18、进一步的,所述驱动组件为驱动伺服电机。
19、进一步的,所述电控柜组件包括控制单元和报警单元。
20、进一步的,所述步骤二中记录的起始角度r1和停止角度o1为端子压接合格时的测量数据,计算r时选择至少十组数据计算平均值。
21、进一步的,所述步骤三中记录的第一初始位置h1和第二停止位置t1为端子压接合格时的测量数据,计算h时选择至少十组数据计算平均值。
22、采用了上述技术方案,本发明的有益效果为:通过伺服电机自带的编码器记录端子压接过程中曲轴的旋转角度并在每次压接时进行校对获得第一闭环数据;通过磁栅尺检测组件记录端子压接过程中垂直滑块的上下移动距离并在每次压接时进行校对获得第二闭环数据,两组数据共同校对可以精确地控制每次压接的高度,使得垂直滑块的上下移动精度高度差与初始高度差误差在0.002mm内,大大高于端子压接时的允许公差,保证了压接质量。
技术特征:
1.一种半自动伺服压接机的双闭环压接高度控制方法,其特征在于:所述半自动伺服压接机包括机架组件(1)、曲轴传动组件(2)、驱动组件(3)、电控柜组件(4),所述机架组件(1)上端固定有所述曲轴传动组件(2),所述曲轴传动组件(2)传动连接有所述驱动组件(3),所述机架组件(1)一侧固定有所述电控柜组件(4),所述曲轴传动组件(2)包括通过滚动轴承(21)固定在所述机架组件(1)上的曲轴(22),所述曲轴(22)前端固定有水平滑块(23),所述水平滑块(23)滑动安装在垂直滑块(24)后壁上的水平滑槽(25)内,所述水平滑块(23)下端成型有压头固定孔(26),所述水平滑块(23)下端对应所述压头固定孔(26)的位置固定有固定压板(27),所述垂直滑块(24)前表面边缘固定有感应尺(52),所述机架组件(1)前表面对应所述感应尺(52)的位置固定有磁头(51),所述磁头(51)、所述感应尺(52)组成磁栅尺检测组件(5),所述驱动组件(3)、所述磁栅尺检测组件(5)与所述电控柜组件(4)电连接;
2.根据权利要求1所述的一种半自动伺服压接机的双闭环压接高度控制方法,其特征在于:所述机架组件(1)包括机架侧板(11),所述机架侧板(11)上端内部固定有固定块(12),所述固定块(12)前表面对称固定有两个限位压板(13),所述限位压板(13)与所述固定块(12)之间形成有固定所述垂直滑块(24)的滑槽,所述磁头(51)固定在所述限位压板(13)上,所述滚动轴承(21)固定在所述固定块(12)内,所述机架侧板(11)下端对应所述垂直滑块(24)的位置固定有端子固定基板(14)。
3.根据权利要求1所述的一种半自动伺服压接机的双闭环压接高度控制方法,其特征在于:所述驱动组件(3)为驱动伺服电机(31)。
4.根据权利要求1所述的一种半自动伺服压接机的双闭环压接高度控制方法,其特征在于:所述电控柜组件(4)包括控制单元和报警单元。
5.根据权利要求1所述的一种半自动伺服压接机的双闭环压接高度控制方法,其特征在于:所述步骤二中记录的起始角度r1和停止角度o1为端子压接合格时的测量数据,计算r时选择至少十组数据计算平均值。
6.根据权利要求1所述的一种半自动伺服压接机的双闭环压接高度控制方法,其特征在于:所述步骤三中记录的第一初始位置h1和第二停止位置t1为端子压接合格时的测量数据,计算h时选择至少十组数据计算平均值。
技术总结
本发明涉及压接机技术领域,尤其是公开了一种半自动伺服压接机的双闭环压接高度控制方法,包括以下步骤:步骤一:调节端子压接模具和端子放置垫板之间的间距,保证进行端子压接时产生的产品压接质量在连续十次端子压接后检测均符合检测要求。有益效果在于:通过伺服电机自带的编码器记录端子压接过程中曲轴的旋转角度并在每次压接时进行校对获得第一闭环数据;通过磁栅尺检测组件记录端子压接过程中垂直滑块的上下移动距离并在每次压接时进行校对获得第二闭环数据,两组数据共同校对可以精确地控制每次压接的高度,使得垂直滑块的上下移动精度高度差与初始高度差误差在0.002mm内,大大高于端子压接时的允许公差,保证了压接质量。
技术研发人员:侯欢欢
受保护的技术使用者:洛阳在线赛思科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!