C型全极耳卷芯、电池及制造方法与流程
本发明涉及一种电池卷芯,尤其涉及一种c型全极耳卷芯、电池及制造方法。
背景技术:
1、现有的全极耳大圆柱锂离子电池和钠离子电池,由于其具有能量密度高、容量一致性好和支持大倍率充放电等优势,已经逐渐成为新能源行业中的主流产品,常规的全极耳圆柱电池通过卷芯卷绕形成,然后将卷芯的极耳揉平或拍平,并将其与集流盘焊接,以连接内外电路;
2、圆柱电池的铜箔或铝箔全极耳在揉平或拍平后,其表面一般会比较致密,以确保激光穿透焊集流盘的效果,但这样的结构会导致正负极片吸收电解液的一致性差,容易影响电池的循环寿命,并且还会导致生产时电解液渗液慢,须设置较长的电解液注液时间,直接地影响圆柱电池的生产产能。
技术实现思路
1、本发明的目的是提供一种c型全极耳卷芯、电池及制造方法,有利于提升正极片和负极片渗透吸收电解液的一致性和速度,改善电池的循环寿命和生产电池的产能。
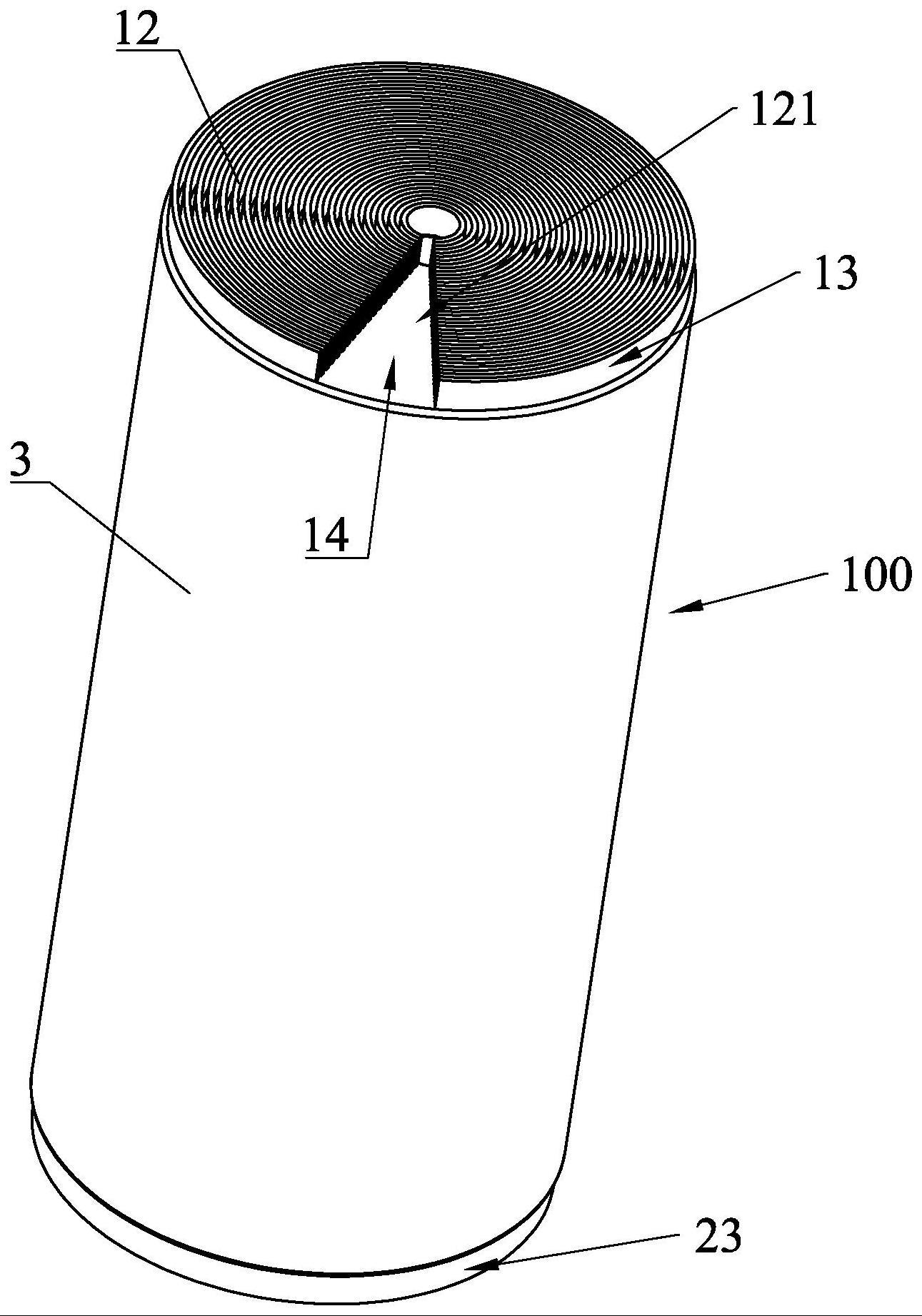
2、为了实现上述目的,本发明公开了一种c型全极耳卷芯,其包括:正极片、负极片和隔离膜,所述正极片和所述负极片的两面贴合设置有所述隔离膜,层叠设置的所述正极片、所述负极片和所述隔离膜通过卷绕形成为卷芯;所述负极片包括负极涂布区和负极箔材区,所述负极箔材区经所述负极片卷绕后形成为负极部;所述正极片包括正极涂布区和正极箔材区,所述正极箔材区经所述正极片卷绕后形成为正极部,所述正极箔材区和所述负极箔材区中的其中一箔材区间隔设置有多个第一缺口,多个所述第一缺口依次叠加形成为第一凹槽。
3、可选地,所述正极箔材区和所述负极箔材区中的另一箔材区间隔设置有多个第二缺口,多个所述第二缺口依次叠加形成为第二凹槽。
4、可选地,所述第一凹槽的横截面呈扇形,并且其圆心角的角度范围为0.5度至180度。
5、可选地,所述正极部和所述负极部设置在所述卷芯的同一端时,所述第一凹槽与所述第二凹槽连通并形成为注液通道,所述注液通道的横截面呈扇形,并且其圆心角的角度范围为0.5度至180度。
6、可选地,所述圆心角的角度范围为10度至45度。
7、可选地,所述第一凹槽的深度小于或等于所述正极部的厚度。
8、可选地,所述第二凹槽的深度小于或等于所述负极部的厚度。
9、可选地,所述正极箔材区和/或所述负极箔材区间隔设置有多个缝隙。
10、为了实现上述目的,本发明公开了一种c型全极耳电池,其包括:壳体和如上所述的c型全极耳卷芯,所述壳体设置有正极连接件、负极连接件和盖板;所述c型全极耳卷芯设置在所述壳体内,所述正极部与所述正极连接件连接,所述负极部与所述负极连接件连接。
11、为了实现上述目的,本发明公开了一种制造如上所述的c型全极耳卷芯的方法,所述方法包括:
12、设计第一凹槽的尺寸和形状,并计算对应的每个第一缺口的尺寸、形状和位置;
13、根据计算的第一缺口数据对正极片的正极箔材区或负极片的负极箔材区进行模切;
14、将正极片、负极片和隔离膜层叠放置并进行卷绕,以使多个第一缺口依次叠加形成为第一凹槽;
15、对卷绕形成的卷芯的端部进行揉平或拍平。
16、本发明包括正极片、负极片和隔离膜,隔离膜贴合设置与正极片和负极片的两面,正极片包括正极涂布区和正极箔材区,通过在正极箔材区和负极箔材区中的其中一箔材区间隔设置多个第一缺口,以使层叠设置的正极片、负极片和隔离膜通过卷绕形成为卷芯后,多个第一缺口依次叠加形成为第一凹槽,在进行电解液注液时,卷芯中的正极片和负极片能够通过第一凹槽快速地渗透吸收电解液,有利于提升正极片和负极片渗透吸收电解液的一致性和速度,改善电池的循环寿命,减少电池生产时的电解液注液时间,提升电池的产能。
技术特征:
1.一种c型全极耳卷芯,其特征在于,包括:
2.根据权利要求1所述的c型全极耳卷芯,其特征在于,所述正极箔材区和所述负极箔材区中的另一箔材区间隔设置有多个第二缺口,多个所述第二缺口依次叠加形成为第二凹槽。
3.根据权利要求1所述的c型全极耳卷芯,其特征在于,所述第一凹槽的横截面呈扇形,并且其圆心角的角度范围为0.5度至180度。
4.根据权利要求2所述的c型全极耳卷芯,其特征在于,所述正极部和所述负极部设置在所述卷芯的同一端时,所述第一凹槽与所述第二凹槽连通并形成为注液通道,所述注液通道的横截面呈扇形,并且其圆心角的角度范围为0.5度至180度。
5.根据权利要求3或4所述的c型全极耳卷芯,其特征在于,所述圆心角的角度范围为10度至45度。
6.根据权利要求1所述的c型全极耳卷芯,其特征在于,所述第一凹槽的深度小于或等于所述正极部的厚度。
7.根据权利要求2所述的c型全极耳卷芯,其特征在于,所述第二凹槽的深度小于或等于所述负极部的厚度。
8.根据权利要求1所述的c型全极耳卷芯,其特征在于,所述正极箔材区和/或所述负极箔材区间隔设置有多个缝隙。
9.一种c型全极耳电池,其特征在于,包括:
10.一种制造如权利要求1至8任一项所述的c型全极耳卷芯的方法,其特征在于,所述方法包括:
技术总结
本发明公开了一种C型全极耳卷芯、电池及制造方法,其中C型全极耳卷芯包括:正极片、负极片和隔离膜,正极片和负极片的两面贴合设置有隔离膜,层叠设置的正极片、负极片和隔离膜通过卷绕形成为卷芯;负极片包括负极涂布区和负极箔材区,负极箔材区经负极片卷绕后形成为负极部;正极片包括正极涂布区和正极箔材区,正极箔材区经正极片卷绕后形成为正极部,正极箔材区和负极箔材区中的其中一箔材区间隔设置有多个第一缺口,多个第一缺口依次叠加形成为第一凹槽。本发明C型全极耳卷芯有利于提升正极片和负极片渗透吸收电解液的一致性和速度,改善电池的循环寿命和生产电池的产能。
技术研发人员:赵悠曼,黄旸,黄志坚,郝易,马振华
受保护的技术使用者:东莞市创明电池技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!