一种超窄叠片电芯的制备装置、制备方法及其电芯与流程
本发明涉及锂离子电池,尤其是涉及一种超窄叠片电芯的制备装置、制备方法及其电芯。
背景技术:
1、锂电池的制造工艺主要有叠片工艺和卷绕工艺两种技术路线。从最终电池成品来看,叠片电芯具有更高的电池能量密度、更稳定的内部结构、更高安全性和更长循环寿命等优点。叠片主要有z字型叠片和复合叠片两种方式,其中z字型叠片是正极片、隔膜和负极片被交替叠放,并通过折叠的方式形成z字型结构。z字型叠片可以增加电极之间的接触面积,提高电极的电子和离子传输效率。此外,z字型叠片还可以增强电池的结构稳定性和抗震性能。由于叠片锂离子电池具备上述众多优点,因此叠片锂离子电池的应用范围非常广泛,涵盖了交通运输、电子设备、能源储存、航空航天、医疗设备等多个领域,为各个行业提供了高性能、高效能的动力解决方案,另外,随着3c消费类产品的普及,市场上的产品朝着越来越轻便、越小型的方向发展,从而对电芯的尺寸提出了更严苛的要求。
2、现有z字型叠片电芯的尺寸宽度在25-120mm,无法兼容25mm以下的小尺寸电芯,无法满足终端产品对小尺寸电芯的需求,如智能手表和ar眼镜等的需求。例如,申请号cn201410491777.2公开了一种叠片电芯制备装置,如下图所示,其包括:叠置平台;阳极极片制片机构,用于定位且逐个地制备阳极极片;阴极极片制片机构,用于定位且逐个地制备阴极极片;隔离膜提供机构,用于定位隔离膜且直接向叠置平台提供隔离膜;阳极极片机械手,用于逐个地从阳极极片制片机构上拾取制备的各阳极极片并直接向叠置平台提供该阳极极片;阴极极片机械手,用于从阴极极片制片机构上拾取制备的各阴极极片并直接向叠置平台提供该阴极极片;其中,在叠置平台处,阳极极片、隔离膜、阴极极片以使隔离膜间隔于阳极极片和阴极极片之间的方式进行叠置,且所述叠置无需定位,以形成叠片电芯,使用该装置不能实现在同一叠片台上用z字叠片同时堆叠两个裸电芯来实现小尺寸电芯的制备。
技术实现思路
1、本发明为解决上述技术问题,提出一种超窄叠片电芯的制备装置、制备方法及其电芯。
2、为了实现上述目的,本发明采用了如下技术方案:
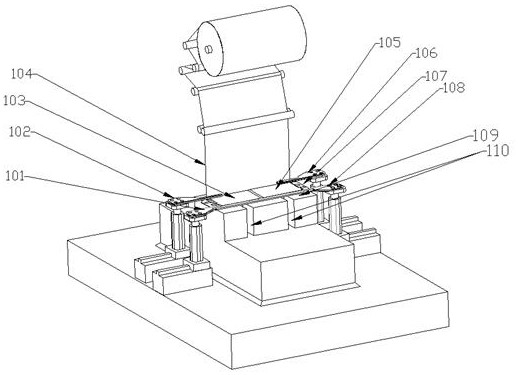
3、第一方面,本发明提供一种超窄叠片电芯的制备装置,包括底座、设于所述底座上的叠片台,以及设于所述叠片台上的第一右压刀、第一左压刀、第二左压刀、第二右压刀,所述叠片台的一侧具有隔膜,所述叠片台上间隔开设有两个凹槽,所述制备装置还包括垫片、由气缸驱动的隔膜切刀,以及在叠片完成后搬运连体裸电芯至热压成型工位的夹子,所述垫片上预留有隔膜裁切口,所述连体裸电芯通过第一裸电芯和第二裸电芯得到。
4、进一步的,所述第一左压刀、所述第二左压刀、所述第一右压刀以及所述第二右压刀交替运动对正在层叠的电芯极片和所述隔膜进行压紧使其固定以辅助叠片平台的左右往复运动进行电芯的背靠背层叠,当压刀伸出固定时,压住极片长度的1/3至1/2。
5、进一步的,所述第一左压刀、所述第二左压刀、所述第一右压刀和所述第二右压刀均由直线导轨和气缸共同驱动。
6、进一步的,所述激光切割工位还包括间隔设置的第一压板和第二压板,设于所述第一压板和所述第二压板之间的激光夹子,以及和所述激光夹子连接的气缸,所述激光夹子用于夹持连体裸电芯的废隔膜区,所述废隔膜区为两个背对背叠片的裸电芯的尾部之间预留的间隙(其放置方式为两个裸电芯的非极耳端的尾部相对放置在一起,且两个裸电芯尾部之间设置有间隙,所述间隙为废隔膜区,即此区域的隔膜后续需废弃),所述废隔膜区的宽度范围为8-15毫米,且后续激光切割在此区域进行。
7、第二方面,本发明提供一种如上中任一项所述的超窄叠片电芯的制备装
8、置的制备方法,包括以下步骤,
9、步骤1,通过搅拌、涂布、辊压、分条工序得到所需的正极料卷与负极料卷并流转到叠片工序待用;
10、步骤2,所述正极料卷和所述负极料卷上料;
11、步骤3,通过制片机构一切二得到所需尺寸和形状的底层单面正极片、顶层单面正极片、双面正极片和双面负极片;
12、步骤4,所述底层单面正极片、所述顶层单面正极片、所述双面正极片和所述双面负极片经由上料机械手的吸板同时吸两片极片到中转台上进行ccd检测和定位;
13、步骤5,垫片上料置于叠片台上;
14、步骤6,叠片台左移至正极叠片位,上料吸板同时搬运第一裸电芯的底层单面正极片和第二裸电芯的底层单面正极片同时上料,背靠背叠片,同时叠两片,第一左压刀、第二左压刀、第一右压刀和第二右压刀通过气缸和直线导轨驱动同时伸出分别压住两片极片固定;
15、步骤7,叠片台右移至负极叠片位,隔膜被牵引覆盖在所述第一裸电芯的底层单面正极片和第二裸电芯的底层单面正极片上,上料吸板同时搬运第一裸电芯的双面负极片和第二裸电芯的双面负极片至叠片台,第一左压刀和第二左压刀同时抽出分别压住两片双面负极片,第一右压刀和第二右压刀不动;
16、步骤8,叠片台左移至正极叠片位,隔膜被牵引覆盖在第一裸电芯的双面负极片和第二裸电芯的双面负极片上,上料吸板同时搬运第一裸电芯的双面正极片和第二裸电芯的双面正极片至叠片台,第一右压刀和第二右压刀抽出压住两个电芯的双面正极片,第一左压刀和第二左压刀不动;
17、步骤9,重复上述步骤7、8的操作,直至叠完所需的双面正、负极片层数后,叠最后一层极片,得到两个单体裸电芯连接在一起的连体裸电芯;
18、步骤10,隔膜切刀在气缸的驱动下,在垫片上预留的隔膜裁切口裁断连体裸电芯的侧面隔膜,完成裁断隔膜后,夹子从叠片台的凹槽伸进去夹持住连体裸电芯将其搬运至热压成型工位;
19、步骤11,所述连体裸电芯在一定的温度、压力和时间作用下进行热压成型;
20、步骤12,热压后,所述连体裸电芯被移至激光切割工位后,压板和共同作用压住所述连体裸电芯,所述激光夹子在所述气缸的驱动下夹住所述废隔膜区后,进行激光切割使所述连体裸电芯分离,从而得到两个单体的、超窄的叠片电芯;
21、步骤13,成品检测、下料,经上述叠片方式,得到背靠背、一叠二的超窄叠片电芯。
22、第三方面,本发明提供一种超窄叠片电芯,所述电芯由上述所述的超窄叠片电芯的制备装置的制备方法制得。
23、进一步的,所述电芯为宽度为10-25 mm。
24、进一步的,所述超窄叠片电芯由底层单面正极片、顶层单面正极片、双面正极片、双面负极片和隔膜组成。
25、综上所述,本发明的有益效果为:
26、本发明的超窄叠片电芯的制备装置,采用背靠背、一次叠两个电芯的z字型叠片方法以制备得到一种超窄的叠片电芯,以满足客户群体对小尺寸电芯的高要求。
27、本发明的超窄叠片电芯的制备装置,叠片台左右往复移动牵引隔膜进行z字型重复叠片的方式,得到连体的裸电芯,最后经过激光切割得到两个单体的超窄叠片电芯,制备得到的超窄叠片电芯宽度可以达到10-25mm。
技术特征:
1.一种超窄叠片电芯的制备装置,其特征在于:包括底座、设于所述底座上的叠片台,以及设于所述叠片台上的第一右压刀、第一左压刀、第二左压刀、第二右压刀,所述叠片台的一侧具有隔膜,所述叠片台上间隔开设有两个凹槽,所述制备装置还包括垫片、由气缸驱动的隔膜切刀,以及在叠片完成后搬运连体裸电芯至热压成型工位的夹子,所述垫片上预留有隔膜裁切口,所述连体裸电芯通过第一裸电芯和第二裸电芯得到。
2.根据权利要求1所述的一种超窄叠片电芯的制备装置,其特征在于:所述第一左压刀、所述第二左压刀、所述第一右压刀以及所述第二右压刀交替运动对正在层叠的电芯极片和所述隔膜进行压紧使其固定以辅助叠片平台的左右往复运动进行电芯的背靠背层叠,当压刀伸出固定时,压住极片长度的1/3至1/2。
3.根据权利要求1所述的一种超窄叠片电芯的制备装置,其特征在于:所述第一左压刀、所述第二左压刀、所述第一右压刀和所述第二右压刀均由直线导轨和气缸共同驱动。
4.根据权利要求1所述的一种超窄叠片电芯的制备装置,其特征在于:激光切割工位还包括间隔设置的第一压板和第二压板,设于所述第一压板和所述第二压板之间的激光夹子,以及和所述激光夹子连接的气缸,所述激光夹子用于夹持连体裸电芯,所述连体裸电芯具有废隔膜区,所述废隔膜区为两个背对背叠片的裸电芯的尾部之间预留的间隙,所述废隔膜区的宽度范围为8-15毫米。
5.一种如权利要求1-4中任一项所述的超窄叠片电芯的制备装置的制备方法,其特征在于:包括以下步骤,
6.一种超窄叠片电芯,其特征在于,所述电芯由权利要求5所述的超窄叠片电芯的制备装置的制备方法制得。
7.根据权利要求6所述的一种超窄叠片电芯的制备装置,其特征在于:所述电芯的宽度为10-25 mm。
8.根据权利要求7所述的一种超窄叠片电芯的制备装置,其特征在于:所述超窄叠片电芯由底层单面正极片、顶层单面正极片、双面正极片、双面负极片和隔膜组成,其中,最外层极片可以是底层单面正极片和顶层单面正极片,也可以是顶层单面负极片和底层单面负极。
技术总结
本发明公开了一种超窄叠片电芯的制备装置、制备方法及其电芯,包括底座、设于所述底座上的叠片台,以及设于所述叠片台上的第一右压刀、第一左压刀、第二左压刀、第二右压刀,所述叠片台的一侧具有隔膜,所述叠片台上间隔开设有两个凹槽,所述制备装置还包括垫片、由气缸驱动的隔膜切刀,以及在叠片完成后搬运连体裸电芯至热压成型工位的夹子,所述垫片上预留有隔膜裁切口,所述连体裸电芯通过第一裸电芯和第二裸电芯得到。本发明的超窄叠片电芯的制备装置,叠片台左右往复移动牵引隔膜进行Z字型重复叠片的方式,得到背靠背、一叠二的连体裸电芯,最后经过激光切割得到两个单体的超窄叠片电芯,制备得到的超窄叠片电芯宽度可以达到10‑25mm。
技术研发人员:谢彦兵,罗焕欣,王宏韬,王乾,宾术,肖海燕,戈志敏
受保护的技术使用者:惠州赣锋锂电科技有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!