一种锂电池用免焊极耳引线端子及其安装方法与流程
本发明涉及锂电池制造,具体为一种锂电池用免焊极耳引线端子及其安装方法。
背景技术:
1、由于传统锂电池的盖板设计大多采用金属件制造,盖板与电芯壳体之间大多采用焊接工艺密封以防止电解液泄漏,极耳引线与正负极端子之间亦采用焊接连接,正负极端子多为平面设计以方便后续电池组组装时通过焊接实现串并联,占用较多电芯内有效空间的同时,增加组装工艺的复杂性,增加制造成本,因此本领域技术人员提出了一种锂电池用免焊极耳引线端子及其安装方法,用来解决上述所存在的技术问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种锂电池用免焊极耳引线端子及其安装方法,解决了正负极端子为方便后续电池组组装通过焊接实现串并联,占用较多电芯内有效空间且增加组装工艺复杂性的问题。
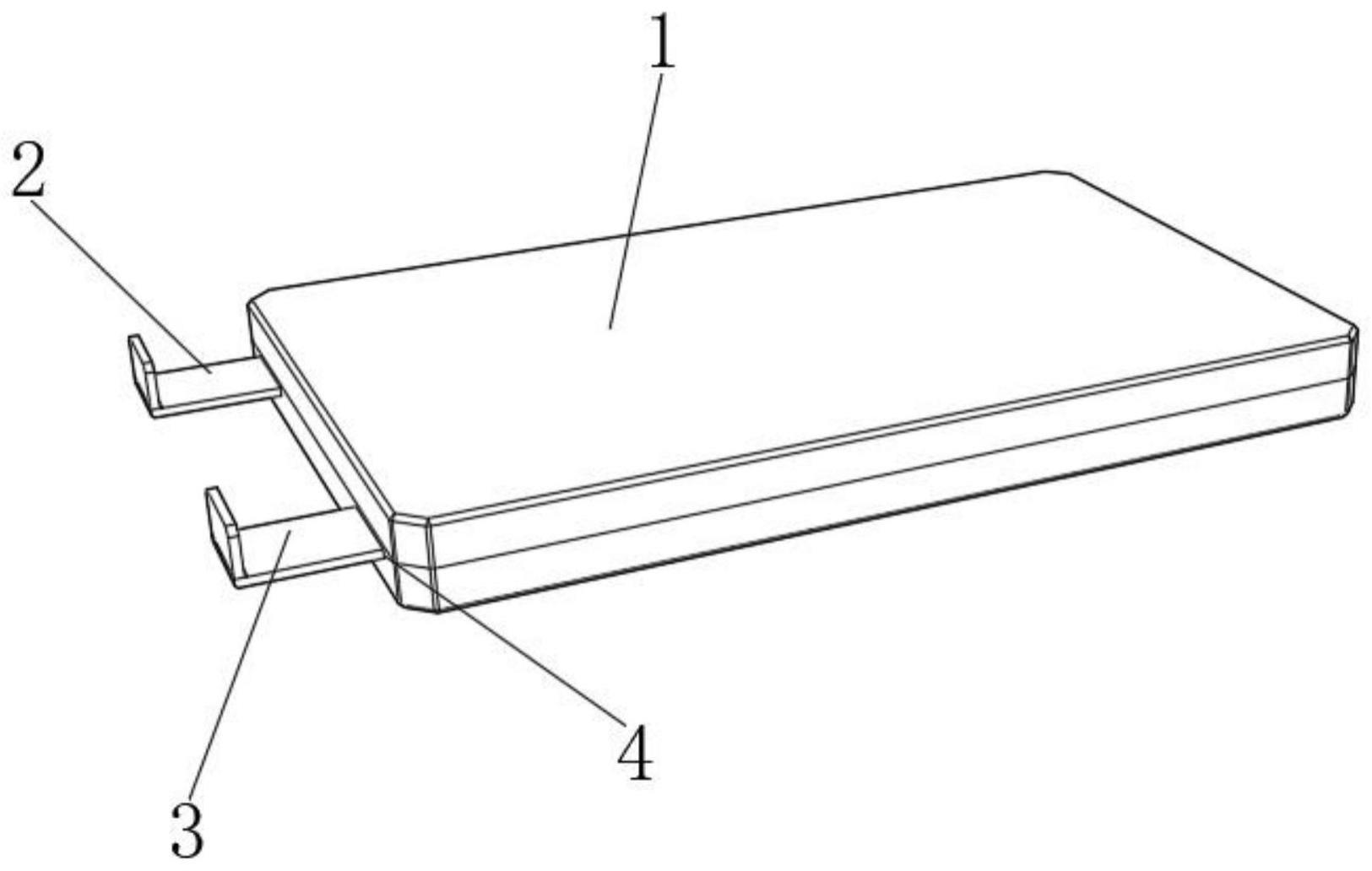
2、为实现以上目的,本发明通过以下技术方案予以实现:一种锂电池用免焊极耳引线端子,包括两个外壳,两个所述外壳相邻一侧中部均设置有内腔,两个所述外壳一侧的中部两端均设置有引出槽,所述内腔的底端中部设置有底正极集电材料,所述底正极集电材料的一侧设置有正极极耳一,所述底正极集电材料的顶端中部设置有底负极集电材料,所述底负极集电材料的一侧设置有负极极耳一,所述底负极集电材料的顶端中部设置有顶正极集电材料,所述顶正极集电材料的一侧设置有正极极耳二,所述顶正极集电材料的顶端中部设置有顶负极集电材料,所述顶负极集电材料的一侧设置有负极极耳二,所述正极极耳一和正极极耳二的一端均贯穿引出槽并延伸至正极端子的矩形孔之内,所述负极极耳一和负极极耳二的一端均贯穿引出槽并延伸至负极端子的矩形孔之内。
3、优选的,所述内腔的内侧底部设置有底隔膜,所述内腔的内侧顶端中部设置有顶隔膜。
4、优选的,所述正极端子的材料采用的是铝或者铝合金材料的其中一种,所述负极端子的材料采用的是铜或者铜合金材料的其中一种。
5、优选的,所述负极端子的表面设置有耐腐蚀耐磨涂层,所述耐腐蚀耐磨涂层的材料为镀覆镍铬材料。
6、优选的,一种锂电池用免焊极耳引线端子的安装方法,包括以下安装步骤:
7、s1:将外壳内腔内的底正极集电材料、顶正极集电材料和底负极集电材料、顶负极集电材料上对应的正极极耳一、正极极耳二以及负极极耳一和负极极耳二从外壳的引出槽进行引出;
8、s2:然后将正极极耳一、正极极耳二和负极极耳一、负极极耳二分别插入至正极端子和负极端子的矩形孔之内;
9、s3:之后将正极端子以及负极端子整理成与电池芯包垂直的状态,并保证间距与电池盖帽的正负极端子的矩形孔相对应;
10、s4:在最后组装时,将整理好的正负极极耳插入正负极端子的矩形孔内并推入最低位,并通过自动压著端子机将其压著紧固,从而得到一种锂电池用免焊极耳引线端子。
11、本发明提供了一种锂电池用免焊极耳引线端子及其安装方法。具备以下
12、有益效果:
13、1、本发明采用极耳线直入设计,正负极端子与极耳压著含浸电解液后入杯时,由于线耳无需弯折,可有效地采用将正负极隔开,防止正负极短路,此设计极大地简化了电芯的组装流程,将电极的短路风险将为零,从而可有效地节省电芯内的有效空间,增加10%左右的电池空间利用率,提升电芯制造的成品率。
14、2、本发明采用压著设计,将电芯卷的集电材料引出的正负极线耳,整理成与电池芯包垂直的状态,间距与电池盖帽的正负极端子的矩形孔相对应,组装时将整理好的极耳引线插入正负极端子的矩形孔内并推入最低位,然后通过自动压著端子机将其压著紧固,由于摈弃了焊接工艺,将使电池芯包不至于受到焊接高温影响,也减少了折弯变形导致的机械损伤,又节省了套高温绝缘胶的工艺,同时也降低了组装设备的投资,降低了组装难度,可以进一步降低电池生产成本,提升制造效率。
15、3、本发明不但缩短了工艺流程,降低了设备制造成本,减少了设备投资,工人操作的安全性也得到了保障,极大地节约了工艺成本和人工成本。
技术特征:
1.一种锂电池用免焊极耳引线端子,包括两个外壳(1),其特征在于,两个所述外壳(1)相邻一侧中部均设置有内腔(15),两个所述外壳(1)一侧的中部两端均设置有引出槽(4),所述内腔(15)的底端中部设置有底正极集电材料(6),所述底正极集电材料(6)的一侧设置有正极极耳一(7),所述底正极集电材料(6)的顶端中部设置有底负极集电材料(8),所述底负极集电材料(8)的一侧设置有负极极耳一(9),所述底负极集电材料(8)的顶端中部设置有顶正极集电材料(10),所述顶正极集电材料(10)的一侧设置有正极极耳二(11),所述顶正极集电材料(10)的顶端中部设置有顶负极集电材料(12),所述顶负极集电材料(12)的一侧设置有负极极耳二(13),所述正极极耳一(7)和正极极耳二(11)的一端均贯穿引出槽(4)并延伸至正极端子(2)的矩形孔之内,所述负极极耳一(9)和负极极耳二(13)的一端均贯穿引出槽(4)并延伸至负极端子(3)的矩形孔之内。
2.根据权利要求1所述的一种锂电池用免焊极耳引线端子,其特征在于,所述内腔(15)的内侧底部设置有底隔膜(5),所述内腔(15)的内侧顶端中部设置有顶隔膜(14)。
3.根据权利要求1所述的一种锂电池用免焊极耳引线端子,其特征在于,所述正极端子(2)的材料采用的是铝或者铝合金材料的其中一种,所述负极端子(3)的材料采用的是铜或者铜合金材料的其中一种。
4.根据权利要求3所述的一种锂电池用免焊极耳引线端子,其特征在于,所述负极端子(3)的表面设置有耐腐蚀耐磨涂层,所述耐腐蚀耐磨涂层的材料为镀覆镍铬材料。
5.根据权利要求1-4任一项所述的一种锂电池用免焊极耳引线端子的安装方法,其特征在于,包括以下安装步骤:
技术总结
本发明涉及锂电池制造技术领域,公开了一种锂电池用免焊极耳引线端子,包括两个外壳,两个所述外壳相邻一侧中部均设置有内腔,两个所述外壳一侧的中部两端均设置有引出槽,所述内腔的底端中部设置有底正极集电材料,所述底正极集电材料的一侧设置有正极极耳一,所述底正极集电材料的顶端中部设置有底负极集电材料。通过采用极耳线直入设计,正负极端子与极耳压著含浸电解液后入杯时,由于线耳无需弯折,可有效的采用将正负极隔开,防止正负极短路,此设计极大地简化了电芯的组装流程,将电极的短路风险将为零,从而可有效地节省电芯内的有效空间,增加10%左右的电池空间利用率,提升电芯制造的成品率。
技术研发人员:张永光,张婧怡,张治健,李庆
受保护的技术使用者:贵州巨能科技新能源有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!