一种极片结构、涂布压槽加工方法及设备与流程
本发明属于电芯极片,尤其涉及一种极片结构、涂布压槽加工方法及设备。
背景技术:
1、锂离子电池自商品化以来,其中使用的极片大多都是采用湿法工艺制浆,然后将浆液涂覆在集流体上,最后进行干燥后制备得到。
2、现有的大多数极片结构在涂布后需要对极片的表面进行激光打孔工艺;但是,该方式对极片表面损伤较为严重,在一定程度上会产生一定的热影响区;并且激光烧灼后的极片表面凹槽形状一致性较差,批量生产时对不同电芯之间的电性能一致性影响较大。
技术实现思路
1、本发明的目的在于:针对现有技术的不足,提供一种极片结构、涂布压槽加工方法及设备,旨在提高极片结构的稳定性,保障使用的安全性。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种极片结构的涂布压槽加工方法,包括以下步骤:
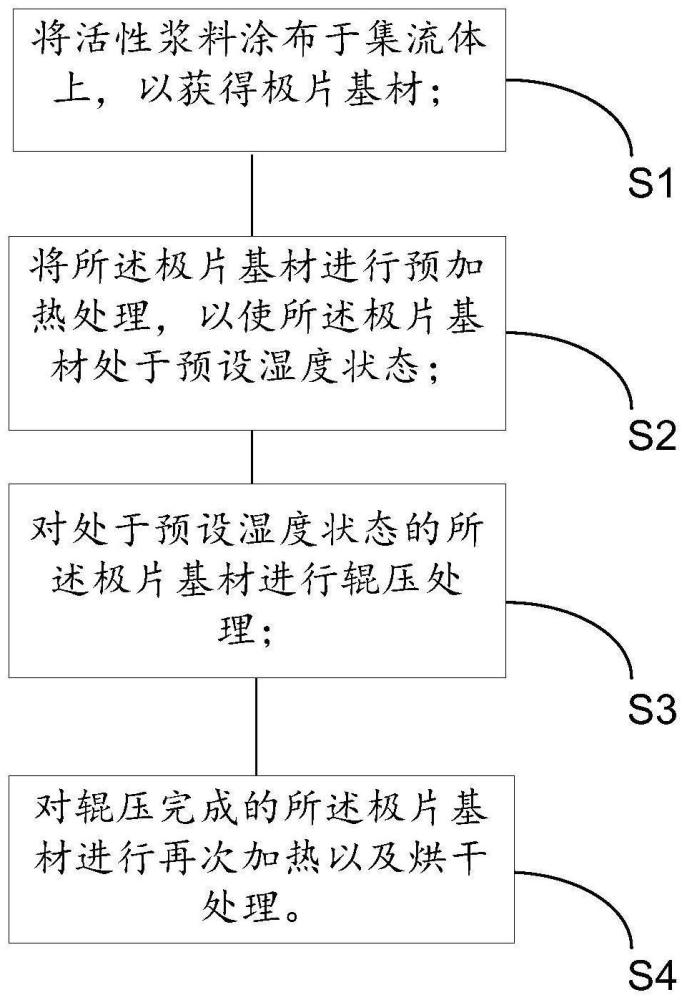
4、将活性浆料涂布于集流体上,以获得极片基材;
5、将所述极片基材进行预加热处理,以使所述极片基材处于预设湿度状态;
6、对处于预设湿度状态的所述极片基材进行辊压处理;
7、对辊压完成的所述极片基材进行再次加热以及烘干处理。
8、优选地,所述将活性浆料涂布于集流体上,以获得极片基材的步骤中,包括以下步骤:
9、通过输送辊组机构将所述集流体输送至涂布模头;
10、使用带有活性浆料的涂布模头沿着所述集流体进行均匀涂布,以获得所述极片基材。
11、优选地,所述将所述极片基材进行预加热处理,以使所述极片基材处于预设湿度状态的步骤中,包括以下步骤:
12、对所述极片基材进行递增式预加热处理;其中,所述递增式预加热的温度呈所述极片基材沿着输送方向的深入而增加设置;并且所述预加热的温度t1的取值范围:50℃≤t1≤150℃。
13、优选地,所述极片基材进行预加热的时长t的取值范围为:4s≤t≤8s;
14、和/或,所述预设湿度状态为所述活性材料层中所述活性浆料的湿含量达到0.5%rh~50%rh的状态。
15、优选地,所述对处于预设湿度状态的所述极片基材进行辊压处理的步骤,包括以下步骤:
16、使用压槽辊结构上的至少两个辊压凸条对处于预设湿度状态的所述极片基材进行辊压处理,以使所述极片基材上形成至少一个辊压凹槽;
17、其中,所述辊压凹槽与所述极片基材的厚度方向所处的平面倾斜设置。
18、优选地,所述再次加热以及烘干处理的再次加热烘干温度t2的温度取值范围,满足:150℃<t2≤170℃。
19、本发明还公开了一种极片结构,基于所述的极片结构的涂布压槽加工方法制造;并且所述极片结构包括极片基材;所述极片基材包括集流体以及设置于所述集流体至少一个表面上的活性材料层;所述极片基材上还设有至少一个辊压凹槽;所述辊压凹槽沿着所述活性材料层朝向所述集流体的方向延伸设置,且设置于所述活性材料层的内部;并且所述辊压凹槽与所述活性材料层的厚度方向所处的平面倾斜设置。
20、优选地,所述辊压凹槽的宽度m满足:m=(0.01~100)mm;
21、和/或所述活性材料层的厚度h1与所述辊压凹槽的厚度h2之间关系,满足:h1≥h2。
22、本发明还公开了一种极片结构的涂布压槽加工设备,用于执行上述所述的极片结构的涂布压槽加工方法;所述极片结构的涂布压槽加工设备包括输送辊组机构、涂布模头和辊压加热机构;所述输送辊组机构用于输送所述极片基材或者所述集流体;所述涂布模头和所述辊压加热机构沿着所述输送辊组机构的输送方向依次设置;所述涂布模头用于对所述集流体涂活性浆料,以形成所述极片基材;所述辊压加热机构包括沿着输送方向依次设置的第一加热部件、压槽辊结构和第二加热部件;所述压槽辊结构上设有至少两个辊压凸条,所述辊压凸条用于对所述极片基材辊压处理;
23、其中,所述辊压凸条之间相互平行设置,且与所述压槽辊结构所在水平面倾斜设置。
24、优选地,所述压槽辊结构包括内支撑层以及设置于所述内支撑层表面的外不粘贴层,所述外不粘贴层用于对所述极片基材辊压处理,且与所述极片基材的活性材料层不反应。
25、本发明的有益效果在于,本技术方案通过采用活性浆料涂布于集流体上,以获得极片基材,从而为后续的压槽加工做准备,有利于提高加工的流畅性;然后将所述极片基材进行预加热处理,以使所述极片基材处于预设湿度状态,以形成半固化的活性材料层,从而可以避免被涂布的集流体上的活性材料层出现飞溅等现象,并且还可以有利于后续辊压操作的便捷性和流畅性,降低加工难度,提高加工效率;紧接着对处于预设湿度状态的所述极片基材进行辊压处理,从而获得更加均匀且结构稳定性更好的辊压凹槽;最后再对辊压完成的所述极片基材进行再次加热以及烘干处理,从而获得表面均匀性和稳定性更好的极片结构,该极片结构有利于避免或减少析锂现象,并且在使用时提升电芯能量;进而提高生产加工效率。
技术特征:
1.一种极片结构的涂布压槽加工方法,其特征在于:包括以下步骤:
2.根据权利要求1所述极片结构的涂布压槽加工方法,其特征在于:所述将活性浆料涂布于集流体上,以获得极片基材的步骤中,包括以下步骤:
3.根据权利要求1所述极片结构的涂布压槽加工方法,其特征在于:所述将所述极片基材进行预加热处理,以使所述极片基材处于预设湿度状态的步骤中,包括以下步骤:
4.根据权利要求1或3所述极片结构的涂布压槽加工方法,其特征在于:所述极片基材进行预加热的时长t的取值范围为:4s≤t≤8s;
5.根据权利要求1所述极片结构的涂布压槽加工方法,其特征在于:所述对处于预设湿度状态的所述极片基材进行辊压处理的步骤,包括以下步骤:
6.根据权利要求1述极片结构的涂布压槽加工方法,其特征在于:所述再次加热以及烘干处理的再次加热烘干温度t2的温度取值范围,满足:150℃<t2≤170℃。
7.一种极片结构,其特征在于:基于上述权利要求1至6任一项所述的极片结构的涂布压槽加工方法制造;并且所述极片结构包括极片基材;所述极片基材包括集流体以及设置于所述集流体至少一个表面上的活性材料层;所述极片基材上还设有至少一个辊压凹槽;所述辊压凹槽沿着所述活性材料层朝向所述集流体的方向延伸设置,且设置于所述活性材料层的内部;并且所述辊压凹槽与所述活性材料层的厚度方向所处的平面倾斜设置。
8.根据权利要求7所述极片结构,其特征在于:所述辊压凹槽的宽度m满足:m=(0.01~100)mm;
9.一种极片结构的涂布压槽加工设备,其特征在于:用于执行上述权利要求1至6任一项所述的极片结构的涂布压槽加工方法;所述极片结构的涂布压槽加工设备包括输送辊组机构、涂布模头和辊压加热机构;所述输送辊组机构用于输送所述极片基材或者所述集流体;所述涂布模头和所述辊压加热机构沿着所述输送辊组机构的输送方向依次设置;所述涂布模头用于对所述集流体涂活性浆料,以形成所述极片基材;所述辊压加热机构包括沿着输送方向依次设置的第一加热部件、压槽辊结构和第二加热部件;所述压槽辊结构上设有至少两个辊压凸条,所述辊压凸条用于对所述极片基材辊压处理;
10.根据权利要求9所述极片结构的涂布压槽加工设备,其特征在于:所述压槽辊结构包括内支撑层以及设置于所述内支撑层表面的外不粘贴层,所述外不粘贴层用于对所述极片基材辊压处理,且与所述极片基材的活性材料层不反应。
技术总结
本发明属于电芯极片技术领域,具体涉及一种极片结构、涂布压槽加工方法及设备;其中,所述极片结构的涂布压槽加工方法包括:将活性浆料涂布于集流体上,以获得极片基材;将所述极片基材进行预加热处理,以使所述极片基材处于预设湿度状态;对处于预设湿度状态的所述极片基材进行辊压处理;对辊压完成的所述极片基材进行再次加热以及烘干处理。本发明能够获得表面均匀性和稳定性更好的极片结构,该极片结构有利于避免或减少析锂现象,并且在使用时提升电芯能量;进而提高生产加工效率。
技术研发人员:郑开元,韩冰,李聪,纪荣进,王诗龙,陈杰,李载波,郑明清
受保护的技术使用者:浙江锂威能源科技有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!