一种堆叠结构复合双极板、及其制备方法及用途与流程
本发明涉及双极板技术,尤其涉及一种堆叠结构复合双极板、及其制备方法及用途。
背景技术:
1、现有双极板通常采用涂布工艺或喷涂工艺。涂布工艺容易造成不导电的增强材料厚积使电导率大幅下降,且双极板的脆性较高不易运输装卸,抗温度变化的能力较小。喷涂工艺则要求将增强材料均匀的喷涂至双极板中,对喷涂技术的要求较高,成本也相对较高。且两种工艺的产线难以改进用于生产不同规格的产品。
技术实现思路
1、本发明的目的在于,针对传统双极板涂布工艺强度较差、电导率较低的问题,提出一种堆叠结构复合双极板的制备方法,该方法制备得到的双极板电导率优异,强度能满足不同工作环境要求。本发明所述制备方法对物料的喷涂量精度要求较低,因此技术难度也相对较低,成本易于控制,还能根据需要,不改变产线结构即可生产不同厚度或强度的产品。
2、为实现上述目的,本发明采用的技术方案是:一种堆叠结构复合双极板的制备方法,包括以下步骤:
3、步骤1、将膨胀石墨放入高温炉中膨胀形成蠕虫状石墨;
4、步骤2、利用布料辊调节进料量,通过多级辊压的方式将蠕虫状石墨制成厚度均匀石墨纸;
5、步骤3、将增强剂均匀涂抹在石墨纸一侧;
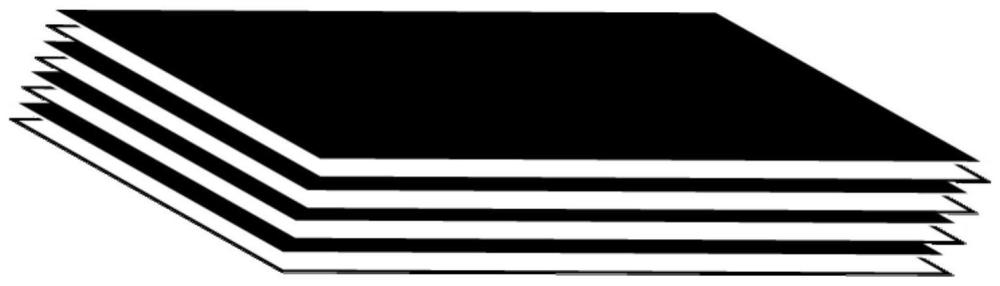
6、步骤4、将涂抹有增强剂的石墨纸裁剪,将石墨纸涂抹有增强剂的一面朝上,多张平铺叠置,并在最顶层覆盖一层石墨纸,制成石墨纸与增强剂层交替的堆叠结构;
7、步骤5、利用真空热压机对堆叠结构进行热压,制成堆叠结构复合双极板。
8、进一步地,步骤1所述膨胀石墨为40-80目,优选为50-70目,更优选为60目。
9、进一步地,步骤1所述高温炉为膨胀石墨膨胀处理设备。所述膨胀石墨膨胀处理设备包括进料装置、膨胀装置和分离装置三部分。所述进料装置由鼓风机带动过筛后的膨胀石墨(膨胀前的石墨原料)在进入膨胀装置前充分分散。所述膨胀装置为上下端链接外侧,中空的圆柱形密封炉体。下端通过天然气进行加热,调节天然气进气量控制温度。所述分离装置为多级旋风除尘器,膨胀后的蠕虫状石墨通过多级旋风分离器能够降低温度,通过不同出口能够获得不同大小的蠕虫状石墨。
10、进一步地,步骤2所述石墨纸厚度为0.2-0.5mm,优选为0.2-0.3mm,更优选厚度为0.25mm。
11、进一步地,步骤3所述增强剂为高密度聚乙烯、低密度聚乙烯、聚丙烯、聚四氟乙烯、聚偏氟乙烯和丙烯腈-丁二烯-苯乙烯三元共聚物(abs)中的一种或多种。所述增强剂优选为聚丙烯。
12、进一步地,步骤3所述增强剂d50为20um以下,有助于增强剂喷涂均匀。
13、进一步地,步骤3所述增强剂涂抹量为0.2-0.5kg/m2,优选涂抹量为0.3-0.4kg/m2,更优选涂抹量为0.3kg/m2。
14、进一步地,步骤3增强剂的涂抹采用静电涂抹。
15、进一步地,所述静电涂抹是将待涂抹石墨纸上接上正电极,石墨纸定速通过涂抹工作间,由鼓风机将带有负静电的增强剂粉末吹向待涂抹侧,并在下方回收未吸附增强剂。
16、进一步地,步骤4所述涂抹有增强剂的石墨纸的叠置数量为2-10,优选叠置数量为2-5层,更优选叠置数量为4层。具体叠置数量可根据厚度、强度等需求选择。
17、进一步地,步骤5热压温度为150-230℃,时间为180-600s,压力为1-3mpa*cm2,优选的步骤5热压温度为150-200℃,时间为180-300s,压力为2-3mpa*cm2。
18、本发明的另一个目的还公开了一种堆叠结构复合双极板,采用上述方法制备而成。
19、进一步地,所述堆叠结构复合双极板的厚度为0.6-1.4mm,优选厚度为0.6-1.0mm,更优选厚度为0.8mm。
20、进一步地,所述堆叠结构复合双极板的断裂强度为20-33mpa,弯曲强度为25-35mpa。优选的所述堆叠结构复合双极板的断裂强度为23-33mpa,弯曲强度为28-35mpa
21、进一步地,所述堆叠结构复合双极板的电导率为230-350s/cm。优选的所述堆叠结构复合双极板的电导率250-350s/cm。
22、本发明的另一个目的还公开了一种堆叠结构复合双极板在液流电池领域的用途。
23、本发明一种堆叠结构复合双极板、及其制备方法及用途,与现有技术相比较具有以下优点:
24、1)本发明通过整合喷涂工艺和涂布工艺二者的优点,通过堆叠方式将补强材料直接添加到双极板中,避免了传统喷涂工艺喷涂量不均匀和传统涂布工艺材料堆积集中导致电导率低的问题。
25、2)本发明堆叠工艺可以更加灵活的改变双极板产品的厚度和强度,针对不同的产品类型可以堆叠不同数量的补强石墨板,也可以定制每层双极板补强材料的喷涂量,制作出适合不同工作环境的定制双极板。
26、3)传统喷涂工艺中常出现的喷涂量不均匀的问题,例如增强剂含量占比差异在目标含量的±5%左右。本发明堆叠工艺不需要同时兼顾增强剂混合均匀与分布均匀两项指标,其工艺路线中不涉及混合均匀只需要通过改变喷涂机功率即可改变喷涂量,使增强剂含量处于目标含量的±1%左右。
27、4)本发明在解决增强剂分布不均匀的问题同时也能够解决强度不足的问题,堆叠工艺能够使整张双极板均匀的达到断裂强度大于等于20兆帕,抗弯强度大于等于25mpa,不合格产品率在5%以下。克服了传统喷涂工艺生产的产品中会有近30%因密度分布不均无法达到强度要求的问题。
技术特征:
1.一种堆叠结构复合双极板的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述堆叠结构复合双极板的制备方法,其特征在于,步骤2所述石墨纸厚度为0.2-0.5mm。
3.根据权利要求1所述堆叠结构复合双极板的制备方法,其特征在于,步骤3所述增强剂为高密度聚乙烯、低密度聚乙烯、聚丙烯、聚四氟乙烯、聚偏氟乙烯和丙烯腈-丁二烯-苯乙烯三元共聚物中的一种或多种;
4.根据权利要求1所述堆叠结构复合双极板的制备方法,其特征在于,步骤3增强剂的涂抹采用静电涂抹。
5.根据权利要求1所述堆叠结构复合双极板的制备方法,其特征在于,步骤4所述涂抹有增强剂的石墨纸的叠置数量为2-10。
6.根据权利要求1所述堆叠结构复合双极板的制备方法,其特征在于,步骤5热压温度为150-230℃,时间为180-600s,压力为1-3mpa*cm2。
7.一种堆叠结构复合双极板,其特征在于,采用权利要求1-6任意一项所述方法制备而成。
8.根据权利要求7所述堆叠结构复合双极板,其特征在于,所述堆叠结构复合双极板的厚度为0.6-1.4mm。
9.根据权利要求7所述堆叠结构复合双极板,其特征在于,所述堆叠结构复合双极板的断裂强度为大于等于23mpa,弯曲强度大于等于28mpa;
10.一种权利要求7-9任意一项所述堆叠结构复合双极板在液流电池领域的用途。
技术总结
本发明提供一种堆叠结构复合双极板、及其制备方法及用途,堆叠结构复合双极板的制备方法包括以下步骤:将膨胀石墨放入高温炉中膨胀形成蠕虫状石墨;通过多级辊压的方式将蠕虫状石墨制成石墨纸;将增强剂均匀涂抹在石墨纸一侧;将涂抹有增强剂的石墨纸裁剪,将石墨纸涂抹有增强剂的一面朝上,多张平铺叠置,并在最顶层覆盖一层石墨纸,制成石墨纸与增强剂层交替的堆叠结构;利用真空热压机对堆叠结构进行热压,制成堆叠结构复合双极板。本发明制备得到的双极板电导率优异,强度能满足不同工作环境要求。本发明对物料的喷涂量精度要求较低,因此技术难度也相对较低,成本易于控制,还能在不改变产线结构的前提下,生产不同厚度或强度的产品。
技术研发人员:韩新宇,高新亮,陈文超,宋明明
受保护的技术使用者:大连融科储能集团股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!