一种电芯、电池及用电设备的制作方法
本发明涉及电池,具体指一种电芯、电池及用电设备。
背景技术:
1、传统能源枯竭与环境问题日益严重,锂电池凭借其具有能量密度高、寿命长、绿色环保等优势被广泛应用于新能源汽车、航天航空、通讯等领域。
2、电池一般包括电芯、金属壳体和顶盖等结构。其中,电芯顶部有用于将电流从电芯内部导出的极耳,在装配时,一种方式需要先将极耳和转接片焊接,再将转接片和顶盖上的极柱焊接,从而将电流导向电池外部;另一种方式需要先将极耳预焊成一个整体,再将极耳和极柱焊接,从而将电流导向电池外部。
3、然而,现有的极耳均由多层箔材制成且面积相对较小,为确保其导电性能,箔材通常选用铜箔、铝箔等,因此极耳整体较为脆弱,在焊接过程中容易出现开裂等损伤情况,为了避免此类问题,现阶段行业内通常只能通过减小焊接区积来尽量保护极耳,但是极耳的焊接区积与其过流能力成正比,即,焊接区积越大、过流能力越强,因此较小的焊接区积严重制约了极耳的过流能力,进而影响了电池本身性能。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中极耳易出现焊接损伤、焊接区域受限的问题,提供一种电芯、电池及用电设备。
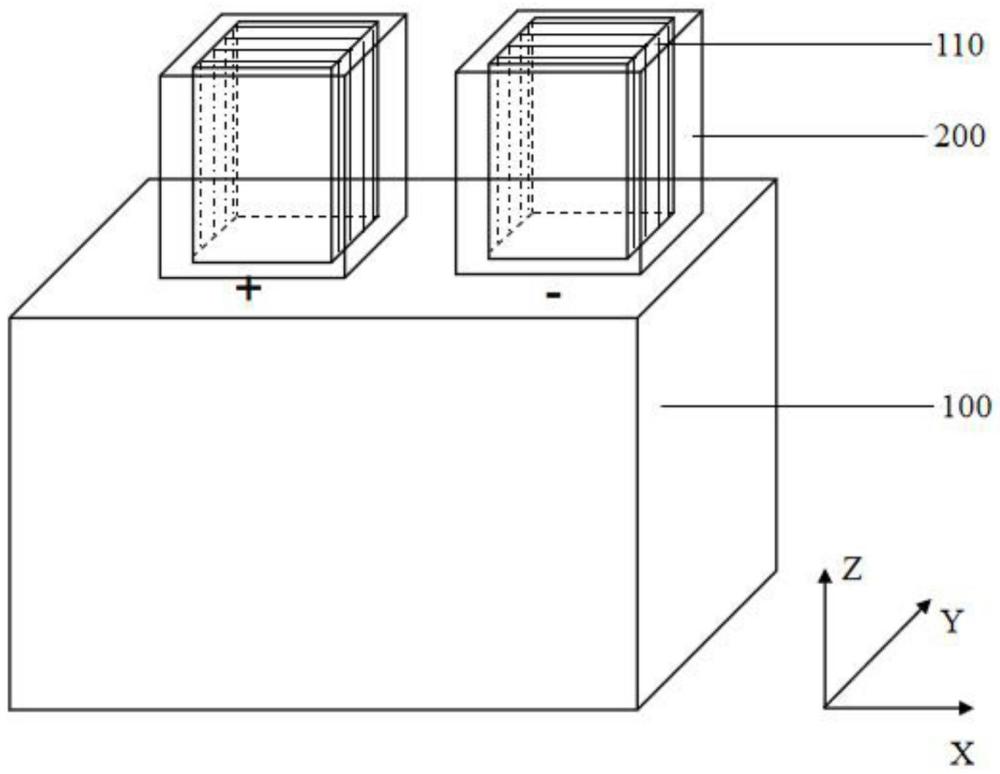
2、为解决上述技术问题,本发明提供了一种电芯,其包括:电芯主体,所述电芯主体上设置有极耳层,所述极耳层包括多层极耳,沿所述极耳层的厚度方向,所述极耳层的表面设置有连接部;极耳套,所述极耳套套设于所述极耳层且与所述连接部焊连,所述极耳套内设有至少一个分隔部,所述分隔部将所述极耳套分隔出至少两个夹层,多层极耳分别被包裹在所述夹层内。本发明的电芯通过极耳套的设置扩大了极耳层的焊接区域,一方面,此种结构设计能够最大程度保护脆弱的极耳,使极耳在焊接过程中更不易开裂损伤,另一方面,其也能够成倍提高极耳的过流能力,进而拓宽电池本身性能及使用范围,此外,本申请中的极耳套还兼具结构简单、安装方便、成本低廉、占用空间小等显著优势,由此,本申请中的电芯在本行业内是一种具有广阔使用前景的新型电芯结构。
3、在本发明的一个实施例中,所述极耳套包括套体、设置于所述套体上的至少一个开口以及用以容置所述极耳层的容置腔,所述分隔部设置在所述容置腔内,且与所述套体相连。本申请中的容置腔被分隔部划分为多个容纳极耳的空间,一个极耳层中的多个极耳可以均匀分布于上述空间内,由此,极耳套能够完全包裹住其内部的极耳,同时实现对多层极耳的同步限位以及实现防止极耳倒插的目的,此外,若设置两个及以上的开口则能够实现不限制极耳套安装方向的目的,从而提高极耳套的适用范围及使用灵活程度。
4、在本发明的一个实施例中,所述分隔部的熔点低于所述极耳层及所述套体的熔点,或所述分隔部上设置有易熔层,且所述易熔层的熔点低于所述极耳层及所述套体的熔点。基于上述结构设置,当极耳套与极耳层进行连接时可以采用较低的焊接功率或焊接温度,以此简化连接操作过程和节约成本,具体为:其可以通过低焊接功率或焊接温度,将具有导电能力的分隔部熔融,从而使分隔部流动至各个极耳以及极耳层与极耳套之间,待其冷却定型后即可实现极耳层与极耳套之间的导电连接,或将分隔部上的易熔层融化,从而使易熔层流动至各个极耳以及极耳层与极耳套之间,待其冷却定型后即可实现极耳层与极耳套之间的导电连接。此时,分隔部和易熔层相当于扮演了焊材的角色。
5、在本发明的一个实施例中,所述极耳套焊接于所述连接部并形成焊接部,沿所述连接部的厚度方向上,所述焊接部从所述极耳套的一侧穿过极耳层并至少延伸到所述极耳套的另一侧。此种结构设置一方面能够避免直接对极耳进行焊接加工,而是通过极耳套进行焊接能量的传递,由此避免了由于极耳较为脆弱而在焊接过程中出现开裂等损伤情况,另一方面,此种结构设置能够最大程度扩大极耳的焊接区域面积,由此提高极耳的过流能力,间接实现提高电池本身性能的目的。
6、在本发明的一个实施例中,所述分隔部表面设有凸体。凸体的设置能够使极耳与分隔部之间的连接关系更为紧密,同时能够对相邻两个分隔部之间的极耳进行限位,使全部极耳均能够沿第三方向z延伸排列,由此不仅能够进一步达到防止极耳倒插的目的,而且还能够平均各个极耳的过流能力,延长极耳及电池的使用寿命。
7、在本发明的一个实施例中,所述极耳套的长度大于所述极耳层长度1mm-2mm,所述极耳套的宽度大于所述极耳层宽度1mm-2mm,所述极耳套的高度大于所述极耳层高度1mm-2mm。由此,极耳套能够将接入层完全包覆于其内部,且不会出现因为极耳套的内部容纳空间过大而使极耳层与极耳套之间难以实现良好电导通的问题。
8、在本发明的一个实施例中,所述连接部的面积为s1,所述极耳层沿其厚度方向的一个表面的面积为s2,s1=(50%-95%)s2。由此,其相比于常规直接焊接极耳的方式来说,本申请能够明显提高其焊接面积,由于极耳的焊接区域与电池的导电能力成正比,因此本申请中的极耳套解放了由于焊接区域对电池过流能力的限制,从而使相应电池产品具有更广的使用范围。
9、在本发明的一个实施例中,所述极耳套的材质为金属且与所述极耳层的材质相同,以在确保极耳套与极耳层之间顺利导流。
10、在本发明的一个实施例中,所述极耳套表面设置有石墨烯层。以使得到的分隔部能够具有更高的导电能力以及耐磨性。最重要的时,本申请中基于石墨烯能够对热量进行均匀分散导出的这一特性,在电池的使用过程中,此种极耳套还能够增加极耳的散热效果。
11、在本发明的一个实施例中,所述极耳套表面设置有导电层。由此能够在保持极耳过流能力的同时降低生产成本或进一步提高分隔部与极耳之间的导电能力。
12、本发明还提供了一种电池,其包括上述电芯、极柱、壳体以及顶盖,所述电芯设置于所述壳体内部,所述顶盖密封扣合于所述壳体,所述极柱安装于所述顶盖上且与所述电芯的极耳套电连接。
13、本发明还提供了一种用电设备,其包括上述电池。
14、本发明的上述技术方案相比现有技术具有以下优点:
15、本发明所述的电芯、电池及用电设备,通过极耳套的设置扩大了极耳层的焊接区域,一方面,此种结构设计能够最大程度保护脆弱的极耳,使极耳在焊接过程中更不易开裂损伤,另一方面,其也能够成倍提高极耳的过流能力,进而拓宽电池本身性能及使用范围,此外,极耳套还兼具结构简单、安装方便、成本低廉、占用空间小等显著优势,由此,本申请中的电芯、电池及用电设备在本行业内是一种具有广阔使用前景的新型结构。
技术特征:
1.一种电芯,其特征在于:包括:
2.根据权利要求1所述的电芯,其特征在于:所述极耳套(200)包括套体(220)、设置于所述套体(220)上的至少一个开口以及用以容置所述极耳层(110)的容置腔,所述分隔部(211)设置在所述容置腔内,且与所述套体(220)相连。
3.根据权利要求2所述的电芯,其特征在于:所述分隔部的熔点低于所述极耳层(110)及所述套体(220)的熔点,或所述分隔部上设置有易熔层,且所述易熔层的熔点低于所述极耳层(110)及所述套体(220)的熔点。
4.根据权利要求1所述的电芯,其特征在于:所述极耳套(200)焊接于所述连接部(111)并形成焊接部,沿所述连接部(111)的厚度方向上,所述焊接部从所述极耳套(200)的一侧穿过极耳层(110)并至少延伸到所述极耳套(200)的另一侧。
5.根据权利要求1所述的电芯,其特征在于:所述分隔部(211)表面设有凸体。
6.根据权利要求1所述的电芯,其特征在于:所述极耳套(200)的长度大于所述极耳层(110)长度1mm-2mm,所述极耳套(200)的宽度大于所述极耳层(110)宽度1mm-2mm,所述极耳套(200)的高度大于所述极耳层(110)高度1mm-2mm。
7.根据权利要求1所述的电芯,其特征在于:所述连接部(111)的面积为s1,所述极耳层(110)沿其厚度方向的一个表面的面积为s2,s1=(50%-95%)s2。
8.根据权利要求1-7中任意一项所述的电芯,其特征在于:所述极耳套(200)的材质为金属且与所述极耳层(110)的材质相同。
9.根据权利要求1-7中任意一项所述的电芯,其特征在于:所述极耳套(200)表面设置有石墨烯层。
10.根据权利要求1-7中任意一项所述的电芯,其特征在于:所述极耳套(200)表面设置有导电层。
11.一种电池,其特征在于:包括权利要求1~10中任意一项所述的电芯、极柱、壳体以及顶盖,所述电芯设置于所述壳体内部,所述顶盖密封扣合于所述壳体,所述极柱安装于所述顶盖上且与所述电芯的极耳套(200)电连接。
12.一种用电设备,其特征在于:包括权利要求11所述的电池。
技术总结
本发明提供一种电芯,其包括:电芯主体,电芯主体上设置有极耳层,极耳层包括多层极耳,沿极耳层的厚度方向,极耳层的表面设置有连接部;极耳套,极耳套套设于极耳层且与连接部焊连,极耳套内设有至少一个分隔部,分隔部将极耳套分隔出至少两个夹层,多层极耳分别被包裹在夹层内。本发明通过极耳套的设置扩大了极耳层的焊接区域,一方面,此种结构设计能够最大程度保护脆弱的极耳,使极耳在焊接过程中更不易开裂损伤,另一方面,其也能够提高极耳的过流能力、拓宽电池本身性能及使用范围,此外,极耳套还兼具结构简单、安装方便、占用空间小等显著优势,由此,本申请中的电芯、电池及用电设备在本行业内是一种具有广阔使用前景的新型结构。
技术研发人员:赵奇,廉俊杰,田文
受保护的技术使用者:江苏正力新能电池技术有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!