一种切叠一体设备的制作方法
本发明涉及电池制造设备,尤其涉及一种切叠一体设备。
背景技术:
1、目前,在锂电池生产过程中,极片的模切和叠片是生产锂电池最重要的两个工序,需要采用相对应的模切及叠片设备完成该加工工序。模切工艺是在正、负极片卷料上切出均匀、间隔分布的极片,根据模切方式可以分为五金模切和激光模切。叠片工艺是将裁切好的正、负极片进行叠片的单叠片机或者将切好极耳的卷料进行裁切后叠片的切叠一体机。
2、随着锂电池生产技术迭代,及生产规模扩大的需求下,极片生产对应的模切机和叠片机在生产效率、精度、稳定性发生改变。其中,模切的生产速度从原来1.5s/片提升到0.45/s片以下。而叠片工艺放弃了传统的卷绕工艺,使其在能量密度、安全性和充放电效率更优,从而使其形成的电芯能量密度比提升。
3、然而,现有极片的生产大部分采用单独的极片模切机与多台叠片机配合使用,生产时需要通过人工搬运等方式将切好的极耳卷料运送至模切机再进行裁切叠片,在运输过程中容易造成极片边缘损伤及粉尘的问题,且存在自动化程度低、生产效率低、人工成本高、劳动强度高等技术缺点。
技术实现思路
1、鉴于背景技术中存在的问题,本发明的目的在于提供一种切叠一体设备,其不仅能解决在运输过程中容易造成极片损伤的问题,自动化程度高,提高了其生产极片的效率。
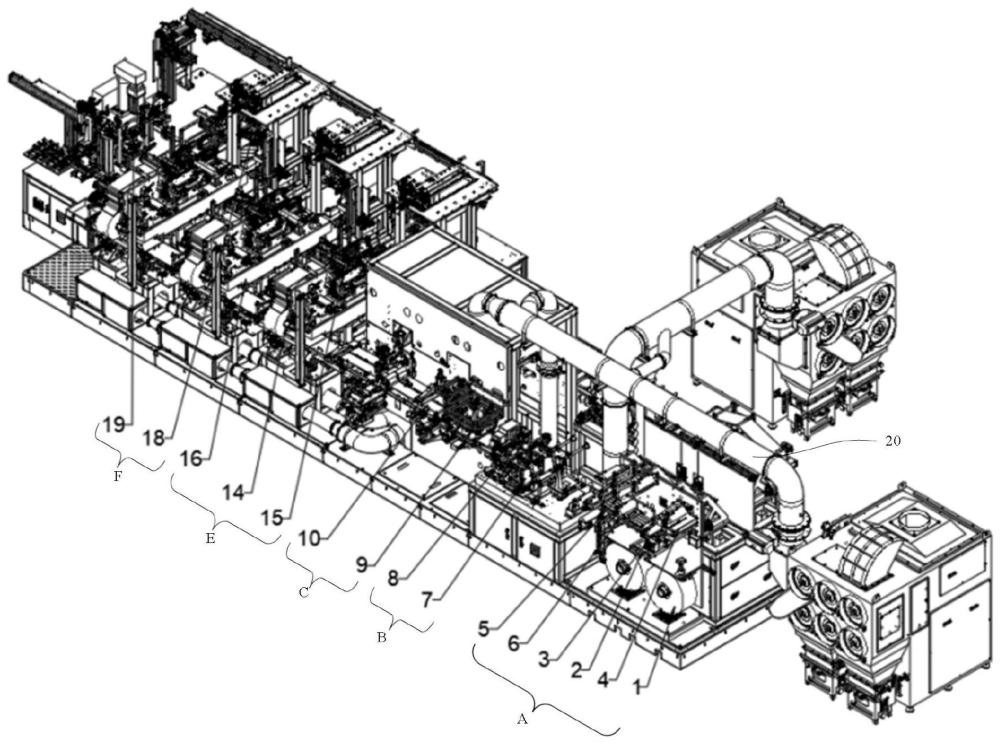
2、为了实现上述目的,本发明提供了一种切叠一体设备,包括:依次按照工序设置的放卷机构、冲切机构、检测传送机构、预定位机构、隔膜叠片机构和整理测试机构;
3、所述放卷机构用于存放正、负极的料卷、对所述料卷除尘和对卷放所述料卷张力的控制;
4、所述冲切机构用于将所述料卷倒角和裁切以得到正、负极切片;
5、所述检测传送机构用于检测所述正、负极切片是否合格以分别将合格或不合格的所述正、负极切片传送至各自目标处;
6、所述预定位机构用于将合格的所述正、负极切片进行纠偏定位;
7、所述隔膜叠片机构用于控制隔膜带放卷、纠偏隔膜带和控制隔膜带放卷张力,以及将所述正、负极切片以及所述隔膜带按顺序逐层叠合一起形成电池裸电芯;
8、所述整理测试机构用于将所述电芯用胶带固定和对所述电芯的绝缘耐电压测试。
9、可选的,所述放卷机构包括用于存放正、负极料卷的放卷单元、用于对料卷正、反面除尘的除尘单元和对卷放料卷张力控制的张力控制单元,所述放卷单元、所述除尘单元和所述张力控制单元之间按照工序依次设置。
10、可选的,所述放卷机构还包括纠偏单元、接带平台和储料单元,所述纠偏单元设置于所述放卷单元上以对传送出的正、负极料卷进行纠偏,所述接带平台设置于所述纠偏单元上方以对传送出的料卷进行人工接带,所述除尘单元设置于所述接带平台上方以对传送出的料卷进行除尘,所述张力控制单元与所述除尘单元之间平行设置以便将料卷传送至所述张力控制单元上,所述储料单元设置于所述张力控制单元下方以使给料方式从匀速给料转换为间歇给料,所述冲切机构设置于所述储料单元工序之后。
11、可选的,所述冲切机构包括包括用于对匀速前进的料卷执行模切极耳倒角形成极片的极耳v角模切单元和用于提供极片前进动力的同时将间歇行进的料卷裁切为目标极片的牵引裁切单元,所述极耳v角模切单元设置于所述放卷机构工序之后,所述牵引裁切单元设置于所述极耳v角模切单元之后,所述检测传送机构设置于所述牵引裁切单元工序之后。
12、可选的,所述检测传送机构包括ccd视觉检测单元和真空拉带单元,所述ccd视觉检测单元设置于所述冲切机构工序之后以检测所述正、负极切片是否合格,所述真空拉带单元设置于所述ccd视觉检测单元之后以分别将合格或不合格的所述正、负极切片传送至各自目标处,预定位机构设置于所述真空拉带单元工序之后。
13、可选的,所述预定位机构包括取料单元、用于将合格的所述正、负极切片进行纠偏定位的预定位平台和叠放单元,所述取料单元设置于所述检测传送机构工序之后以便将所述正、负极切片转移至所述预定位平台上,所述预定位平台与所述取料单元相对靠近设置,所述叠放单元设置于所述取料单元之后以将纠偏定位后的所述正、负极切片转移至所述隔膜叠片机构上。
14、可选的,所述隔膜叠片机构包括用于将所述正、负极切片以及所述隔膜带按顺序逐层叠合一起形成电池裸电芯的叠片台、用于控制隔膜带放卷、纠偏隔膜带的隔膜放卷单元、用于控制隔膜带放卷张力的隔膜张力单元和隔膜切断单元,所述隔膜放卷单元位于所述检测传送机构和所述预定位机构之间,所述叠片台设置于所述隔膜放卷单元的出口端,所述隔膜张力单元设置于所述隔膜放卷单元和所述叠片台之间,所述隔膜切断单元设置于所述叠片台工序之后用以切断隔膜带。
15、可选的,所述整理测试机构包括用于将所述电芯用胶带固定的贴胶单元和用于对所述电芯绝缘耐电压的热压测试单元,所述贴胶单元设置于所述隔膜叠片机构工序之后,所述热压测试单元设置于所述贴胶单元工序之后。
16、可选的,所述除尘机构分别与所述放卷机构、所述冲切机构和所述检测传送机构连通以进行除尘。
17、可选的,所述放卷单元、所述除尘单元、所述张力控制单元、所述放卷单元、所述除尘单元和所述张力控制单元均为两套并分别对正、负极的料卷进行处理。
18、本发明的有益效果如下:
19、由于放卷机构放出的正、负极料卷无尘和控制料卷的张力适合,以使正、负极料卷自动传送至冲切机构上,使得料卷倒角和裁切更加精确的得到正、负极切片,通过检测传送机构将检测到合格或不合格的正、负极切片分别传送到各自目标处,其中将合格的正、负极切片转运至预定位机构上以将正、负极切片进行纠偏定位,再将正、负极切片转运至隔膜叠片机构处,隔膜叠片机构控制隔膜带放卷至与正、负极切片表面上,以将正、负极切片以及隔膜带按顺序逐层叠合一起形成电池裸电芯,在隔膜带放卷过程中进行纠偏隔膜带和控制隔膜带放卷张力,将电芯转运至整理测试机构上以将电芯用胶带固定和对电芯的绝缘耐电压测试,判断电芯内部是否存在异物颗粒造成短路,从而解决了在运输过程中容易造成极片损伤的问题,并且提高了自动化程度高,使得其生产极片的效率提升,降低了人力成本,劳动强度低。
技术特征:
1.一种切叠一体设备,其特征在于,包括:依次按照工序设置的放卷机构、冲切机构、检测传送机构、预定位机构、隔膜叠片机构和整理测试机构;
2.根据权利要求1所述的切叠一体设备,其特征在于,所述放卷机构包括用于存放正、负极料卷的放卷单元、用于对料卷正、反面除尘的除尘单元和对卷放料卷张力控制的张力控制单元,所述放卷单元、所述除尘单元和所述张力控制单元之间按照工序依次设置。
3.根据权利要求2所述的切叠一体设备,其特征在于,所述放卷机构还包括纠偏单元、接带平台和储料单元,所述纠偏单元设置于所述放卷单元上以对传送出的正、负极料卷进行纠偏,所述接带平台设置于所述纠偏单元上方以对传送出的料卷进行人工接带,所述除尘单元设置于所述接带平台上方以对传送出的料卷进行除尘,所述张力控制单元与所述除尘单元之间平行设置以便将料卷传送至所述张力控制单元上,所述储料单元设置于所述张力控制单元下方以使给料方式从匀速给料转换为间歇给料,所述冲切机构设置于所述储料单元工序之后。
4.根据权利要求1所述的切叠一体设备,其特征在于,所述冲切机构包括包括用于对匀速前进的料卷执行模切极耳倒角形成极片的极耳v角模切单元和用于提供极片前进动力的同时将间歇行进的料卷裁切为目标极片的牵引裁切单元,所述极耳v角模切单元设置于所述放卷机构工序之后,所述牵引裁切单元设置于所述极耳v角模切单元之后,所述检测传送机构设置于所述牵引裁切单元工序之后。
5.根据权利要求1所述的切叠一体设备,其特征在于,所述检测传送机构包括ccd视觉检测单元和真空拉带单元,所述ccd视觉检测单元设置于所述冲切机构工序之后以检测所述正、负极切片是否合格,所述真空拉带单元设置于所述ccd视觉检测单元之后以分别将合格或不合格的所述正、负极切片传送至各自目标处,预定位机构设置于所述真空拉带单元工序之后。
6.根据权利要求1所述的切叠一体设备,其特征在于,所述预定位机构包括取料单元、用于将合格的所述正、负极切片进行纠偏定位的预定位平台和叠放单元,所述取料单元设置于所述检测传送机构工序之后以便将所述正、负极切片转移至所述预定位平台上,所述预定位平台与所述取料单元相对靠近设置,所述叠放单元设置于所述取料单元之后以将纠偏定位后的所述正、负极切片转移至所述隔膜叠片机构上。
7.根据权利要求1所述的切叠一体设备,其特征在于,所述隔膜叠片机构包括用于将所述正、负极切片以及所述隔膜带按顺序逐层叠合一起形成电池裸电芯的叠片台、用于控制隔膜带放卷、纠偏隔膜带的隔膜放卷单元、用于控制隔膜带放卷张力的隔膜张力单元和隔膜切断单元,所述隔膜放卷单元位于所述检测传送机构和所述预定位机构之间,所述叠片台设置于所述隔膜放卷单元的出口端,所述隔膜张力单元设置于所述隔膜放卷单元和所述叠片台之间,所述隔膜切断单元设置于所述叠片台工序之后用以切断隔膜带。
8.根据权利要求1所述的切叠一体设备,其特征在于,所述整理测试机构包括用于将所述电芯用胶带固定的贴胶单元和用于对所述电芯绝缘耐电压的热压测试单元,所述贴胶单元设置于所述隔膜叠片机构工序之后,所述热压测试单元设置于所述贴胶单元工序之后。
9.根据权利要求1所述的切叠一体设备,其特征在于,还包括除尘机构,所述除尘机构分别与所述放卷机构、所述冲切机构和所述检测传送机构连通以进行除尘。
10.根据权利要求3所述的切叠一体设备,其特征在于,所述放卷单元、所述除尘单元、所述张力控制单元、均为两套并分别对正、负极的料卷进行处理。
技术总结
本发明提供一种切叠一体设备,包括通过检测传送机构将检测到合格或不合格的正、负极切片分别传送到各自目标处,其中将合格的正、负极切片转运至预定位机构上以将正、负极切片进行纠偏定位,再将正、负极切片转运至隔膜叠片机构处,隔膜叠片机构控制隔膜带放卷至与正、负极切片表面上,以将正、负极切片以及隔膜带按顺序逐层叠合一起形成电池裸电芯,在隔膜带放卷过程中进行纠偏隔膜带和控制隔膜带放卷张力,将电芯转运至整理测试机构上以将电芯用胶带固定和对电芯的绝缘耐电压测试,判断电芯内部是否存在异物颗粒造成短路,从而解决了在运输过程中容易造成极片损伤的问题,使得其生产极片的效率提升。
技术研发人员:王建勋,胡健康,高成,叶贵康,巫俊,李智伟,韦勇华,肖洁,蒙祥锦
受保护的技术使用者:广东思沃新能源装备有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!