圆柱电池入壳设备的制作方法
本发明涉及自动化设备,特别涉及一种圆柱电池入壳设备。
背景技术:
1、圆柱电池主要由电芯和壳体组成,电芯和壳体分别制作完成后,需要将电芯装入到壳体中。现有技术中的圆柱电池入壳设备,其自动化程度较低,电芯的极耳弯折操作需要靠人工完成,使得生产周期过长,整体生产效率低下,同时增大了人力资源的投入。
2、故需要提供一种圆柱电池入壳设备来解决上述技术问题。
技术实现思路
1、本发明提供一种圆柱电池入壳设备,在电芯和壳体装配前,可以自动弯折第一极耳,有效提高了生产效率,节约了人工成本。
2、本发明的技术方案为:
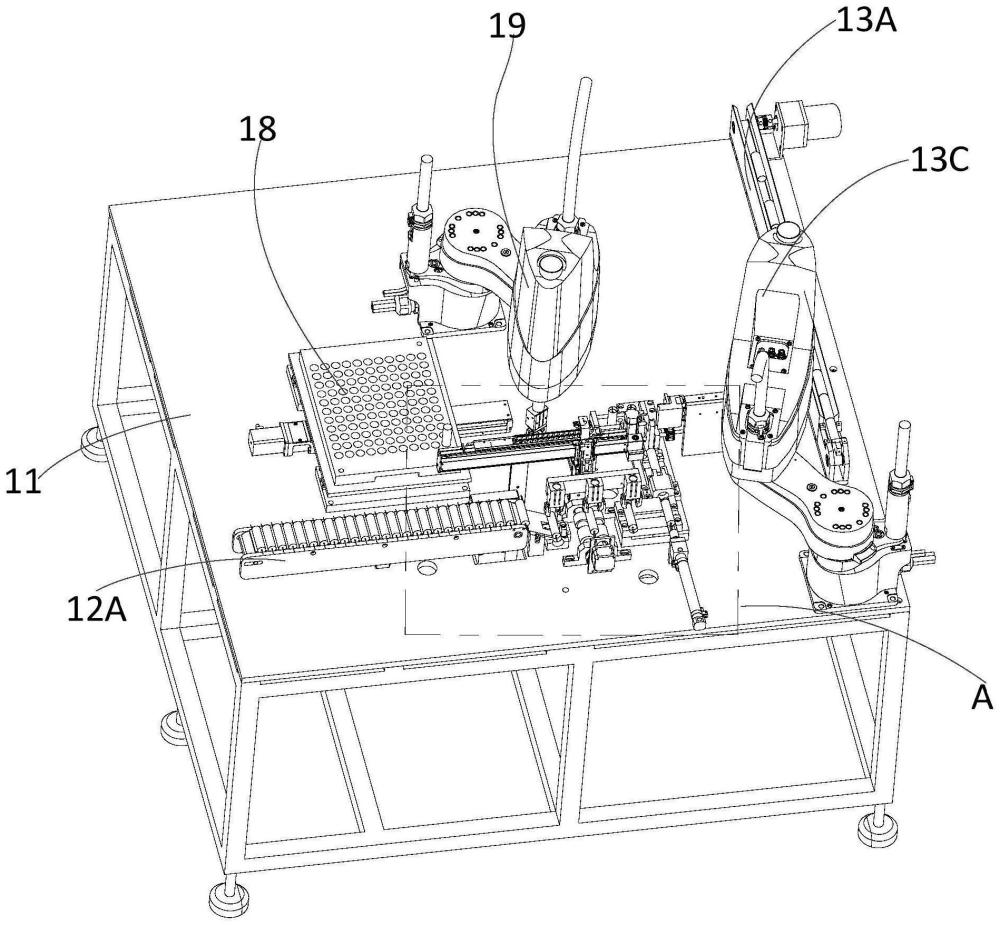
3、一种圆柱电池入壳设备,用于对电芯进行整形,并将电芯装入到壳体中,电芯的一端设置有第一极耳,其特征在于,所述圆柱电池入壳设备包括工作平台,以及均设置于所述工作平台上、并沿横向依次排布的电芯物流线、电芯定位装置、极耳调整装置、电芯定位治具,及电芯搬运装置;
4、所述电芯物流线用于沿横向输送电芯;
5、所述电芯定位装置包括滑块和电芯定位块;所述滑块倾斜设置,其包括第一端和第二端,所述第一端高于所述第二端,所述第一端与所述电芯物流线的输出端相邻设置,所述电芯定位块上设置有沿纵向延伸的第一电芯定位槽,所述第二端位于所述第一电芯定位槽的靠近所述电芯物流线的一侧;
6、所述极耳调整装置包括两个平行设置的旋转轴和旋转马达,两个所述旋转轴沿纵向延伸,两个所述旋转轴与所述第一电芯定位槽相邻设置,所述旋转马达的转动轴与两个所述旋转轴连接,用于驱动两个所述旋转轴转动,从而使得电芯转动,以调整第一极耳的位置;
7、所述电芯定位治具设置有沿纵向延伸的第二电芯定位槽,所述第二电芯定位槽的一端设置有整形块,用于弯折第一极耳;
8、所述电芯搬运装置用于将电芯从所述第一电芯定位槽中搬运至两个所述旋转轴上,以及用于将电芯从两个所述旋转轴上搬运至所述第二电芯定位槽中。
9、本发明所述的圆柱电池入壳设备中,所述整形块朝向所述第二电芯定位槽的一面设置有倾斜的整形面,所述整形面从底端至顶端逐渐远离所述第二电芯定位槽,用于使得第一极耳呈倾斜状。
10、本发明所述的圆柱电池入壳设备中,所述第一电芯定位槽的另一侧设置有挡块,用于将电芯限位于所述第一电芯定位槽中。
11、本发明所述的圆柱电池入壳设备中,所述电芯定位治具上还设置有沿纵向延伸的第三电芯定位槽,所述电芯搬运装置还用于将电芯从所述第二电芯定位槽搬运至所述第三电芯定位槽中,所述圆柱电池入壳设备还包括:
12、壳体物流线,用于沿纵向输送壳体;
13、壳体定位治具,其设置有用于定位壳体的壳体定位槽,所述壳体定位槽的延伸方向与所述第三电芯定位槽的延伸方向位于同一直线上;
14、壳体搬运装置,其用于将壳体从所述壳体物流线的输出端搬运至所述壳体定位槽中;以及,
15、推料组件,其包括推料气缸和推料治具,所述推料治具活动设置于所述第三电芯定位槽的一端,所述推料气缸与所述推料治具连接,用于驱动所述推料治具移动,从而将电芯推入到壳体中。
16、本发明所述的圆柱电池入壳设备中,电芯的另一端设置有第二极耳,所述推料治具为圆筒状,其靠近所述第三电芯定位槽的一端设置有缺口,用于对第二极耳进行避位。
17、本发明所述的圆柱电池入壳设备中,所述电芯搬运装置包括:
18、夹爪组件,其包括沿横向依次排布的第一夹爪气缸、第二夹爪气缸和第三夹爪气缸,所述第一夹爪气缸用于将电芯从所述第一电芯定位槽中搬运至两个所述旋转轴上,所述第二夹爪气缸用于将电芯从两个所述旋转轴上搬运至所述第二电芯定位槽中,所述第三夹爪气缸用于将电芯从所述第二电芯定位槽搬运至所述第三电芯定位槽中;
19、安装板,所述夹爪组件均连接于所述安装板;
20、取料气缸,其与所述安装板连接,用于驱动所述安装板和所述夹爪组件沿竖向移动;以及,
21、第一x轴移动组件,其与所述取料气缸连接,用于驱动所述取料气缸、所述安装板和所述夹爪组件沿横向移动。
22、本发明所述的圆柱电池入壳设备中,所述壳体定位槽贯穿所述壳体定位治具的底面,所述圆柱电池入壳设备还包括:
23、旋转组件,其包括旋转块和旋转电机,所述旋转块旋转设置,所述旋转块设置有四个凸出的定位条,相邻两个所述定位条互相垂直,所述定位条在其旋转轨迹上包括第一位置和第二位置,当所述定位条位于所述第一位置时,所述定位条位于所述壳体定位槽中,用于承载电池,当所述定位条位于所述第二位置时,所述定位条沿竖向延伸,带动电池沿竖向放置;所述旋转电机与所述旋转块连接,用于驱动所述定位条循环处于所述第一位置和所述第二位置,从而将电池由纵向放置变为竖向放置;
24、承载平台,其设置于所述旋转块的一侧;
25、下料组件,其包括下料块和下料气缸;所述下料块活动设置在所述旋转块的另一侧,所述下料气缸与所述下料块连接,当所述定位条位于所述第二位置时,所述下料气缸用于驱动所述下料块移动,将电池从所述旋转块上推到所述承载平台上;
26、摆盘模组,其包括料盘,所述料盘设置于所述工作平台上,所述料盘上设置有多个电池定位槽;以及,
27、下料机器人,其设置于所述工作平台上,用于将电池从所述承载平台上移动至所述电池定位槽中。
28、本发明所述的圆柱电池入壳设备中,所述定位条与电池接触的一面设置有固定槽,所述固定槽中设置有胶条,所述胶条的延伸方向与所述定位条的延伸方向一致。
29、本发明所述的圆柱电池入壳设备中,所述下料块朝向所述承载平台的一侧设置有凹槽,所述凹槽的截断面为弧形,与电池形状匹配。
30、本发明所述的圆柱电池入壳设备中,所述摆盘模组还包括第二x轴移动组件,其连接于所述料盘的下方,用于驱动所述料盘沿横向移动。
31、本发明相较于现有技术,其有益效果为:本发明的圆柱电池入壳设备,其通过电芯物流线输送电芯,通过滑块将电芯从电芯物流线的输出端逐个滑入到第一电芯定位槽中,然后通过电芯搬运装置将电芯从第一电芯定位槽搬运至两个旋转轴上,通过两个旋转轴旋转使得电芯转动,以将第一极耳位于下方,再次通过电芯搬运装置将电芯从两个旋转轴上搬运至第二电芯定位槽中,在放置的过程中,第一极耳被位于第二电芯定位槽一端的整形块挤压,从而变为弯折状。本发明的圆柱电池入壳设备,在电芯和壳体装配前,可以自动弯折第一极耳,有效提高了生产效率,节约了人工成本。
技术特征:
1.一种圆柱电池入壳设备,用于对电芯进行整形,并将电芯装入到壳体中,电芯的一端设置有第一极耳,其特征在于,所述圆柱电池入壳设备包括工作平台,以及均设置于所述工作平台上、并沿横向依次排布的电芯物流线、电芯定位装置、极耳调整装置、电芯定位治具,及电芯搬运装置;
2.根据权利要求1所述的圆柱电池入壳设备,其特征在于,所述整形块朝向所述第二电芯定位槽的一面设置有倾斜的整形面,所述整形面从底端至顶端逐渐远离所述第二电芯定位槽,用于使得第一极耳呈倾斜状。
3.根据权利要求1所述的圆柱电池入壳设备,其特征在于,所述第一电芯定位槽的另一侧设置有挡块,用于将电芯限位于所述第一电芯定位槽中。
4.根据权利要求1所述的圆柱电池入壳设备,其特征在于,所述电芯定位治具上还设置有沿纵向延伸的第三电芯定位槽,所述电芯搬运装置还用于将电芯从所述第二电芯定位槽搬运至所述第三电芯定位槽中,所述圆柱电池入壳设备还包括:
5.根据权利要求4所述的圆柱电池入壳设备,其特征在于,电芯的另一端设置有第二极耳,所述推料治具为圆筒状,其靠近所述第三电芯定位槽的一端设置有缺口,用于对第二极耳进行避位。
6.根据权利要求4所述的圆柱电池入壳设备,其特征在于,所述电芯搬运装置包括:
7.根据权利要求4所述的圆柱电池入壳设备,其特征在于,所述壳体定位槽贯穿所述壳体定位治具的底面,所述圆柱电池入壳设备还包括:
8.根据权利要求7所述的圆柱电池入壳设备,其特征在于,所述定位条与电池接触的一面设置有固定槽,所述固定槽中设置有胶条,所述胶条的延伸方向与所述定位条的延伸方向一致。
9.根据权利要求7所述的圆柱电池入壳设备,其特征在于,所述下料块朝向所述承载平台的一侧设置有凹槽,所述凹槽的截断面为弧形,与电池形状匹配。
10.根据权利要求7所述的圆柱电池入壳设备,其特征在于,所述摆盘模组还包括第二x轴移动组件,其连接于所述料盘的下方,用于驱动所述料盘沿横向移动。
技术总结
本发明提供一种圆柱电池入壳设备,用于对电芯进行整形,并将电芯装入到壳体中,电芯的一端设置有第一极耳。圆柱电池入壳设备包括工作平台、电芯物流线、电芯定位装置、极耳调整装置、电芯定位治具,及电芯搬运装置。电芯定位装置包括滑块和电芯定位块。电芯定位块上设置有第一电芯定位槽。极耳调整装置包括两个旋转轴和旋转马达,旋转马达的转动轴与两个旋转轴连接,用于驱动两个旋转轴转动,从而使得电芯转动,以调整第一极耳的位置。电芯定位治具设置有第二电芯定位槽,第二电芯定位槽的一端设置有整形块,用于弯折第一极耳。本发明的圆柱电池入壳设备,在电芯和壳体装配前,可以自动弯折第一极耳,有效提高了生产效率,节约了人工成本。
技术研发人员:周攀,刘杰成
受保护的技术使用者:路华置富电子(深圳)有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!