一种变压器加工铁芯预叠装置的制作方法
本发明属于变压器,具体地说,涉及一种变压器加工铁芯预叠装置。
背景技术:
1、随着电气行业的不断发展,各种各样的变压器越来越多地应用在电气行业中,铁芯是变压器最基本的部件,在变压器的制造过程中,铁芯的制造是非常关键的步骤,铁芯质量的好坏,对于变压器的性能起着决定性的作用,常用的变压器铁芯一般都是用硅钢片制做的,通过多片硅钢片层叠形成的具有固定形状的结构。
2、现有的变压器铁芯在叠装的过程中,由于不断堆叠,上层的铁芯片易出现参差不齐的情况,为了防止这种情况一般需要通过夹板将整个铁芯片层进行夹持,从而保证竖直状态,但是夹持完毕后,后期在放置铁芯片由于没有可以偏差的空间,所以再次放置铁芯片比较困难,由此提出一种设想,可以在放置的过程中,打开夹板,当放置完毕后,可以自动对铁芯片堆积进行夹紧的结构。
3、有鉴于此特提出本发明。
技术实现思路
1、为解决上述技术问题,本发明采用技术方案的基本构思是:
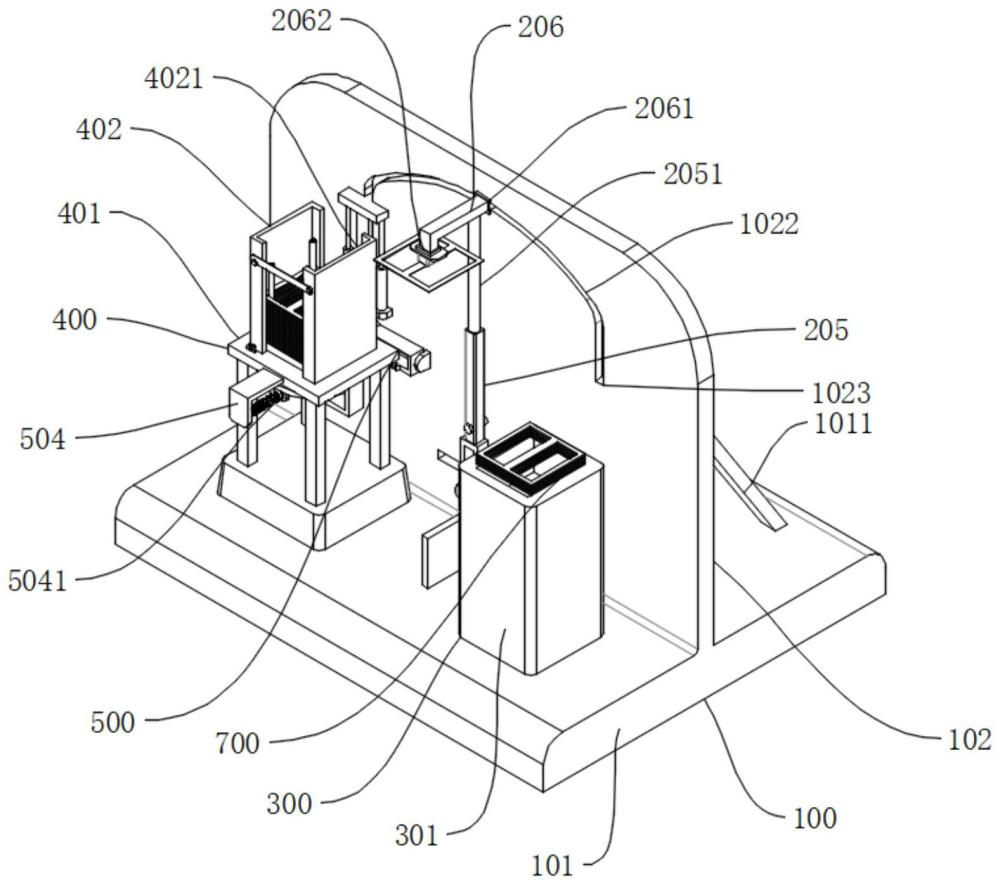
2、一种变压器加工铁芯预叠装置,包括支撑单元以及驱动单元、上料单元、堆叠单元和解锁单元,
3、所述支撑单元包括固定在地基上的支撑平台;
4、所述驱动单元包括圆柱辊,所述圆柱辊表面开设有换向滑槽,所述换向滑槽表面滑动设置有换向滑块,所述换向滑块表面固定设置有滑杆,所述滑杆表面滑动连接设置有连接件,所述连接件末端安装有定位套,且定位套顶部安装有连接支架,所述连接支架底部设置有电磁铁;
5、所述上料单元包括上料箱,所述上料箱内部开设有密封空腔,所述密封空腔内部滑动设置有密封活塞;
6、所述堆叠单元包括加工台,所述加工台底部连接设置有u形支架,所述u形支架中心位置活动设置有转盘,所述转盘表面设置有导向轨道,所述导向轨道表面滑动设置有导向滑块,所述导向滑块顶部设置有挤压杆;
7、所述解锁单元包括异形件,所述异形件上表面设置有斜面,所述斜面表面搭接设置有推杆,所述推杆呈竖直状态,所述斜面底部设置有定位齿板,所述定位齿板表面啮合设置有半齿轮,所述半齿轮焊接在转盘侧壁。
8、作为本发明的一种优选实施方式,所述支撑平台顶部固定设置有侧板,且侧板横向安装,所述侧板背面安装有加强筋,所述加强筋末端固定设置在支撑平台表面,所述加强筋呈倾斜分布。
9、作为本发明的一种优选实施方式,所述圆柱辊中心轴两侧固定设置有连接轴,所述连接轴表面套接设置有轴承,所述轴承外壁卡接设置有轴承座,所述轴承座末端焊接在侧板表面,其中一侧所述轴承座侧壁安装有驱动电机,所述驱动电机输出轴与连接轴固定连接。
10、作为本发明的一种优选实施方式,所述侧板底部开设有条形缺口,所述条形缺口与圆柱辊长度适配,所述条形缺口内部滑动设置有换向滑块,所述侧板中心位置设置有转轴,所述转轴表面固定设置有连接件,所述连接件内部开设有安装槽口,所述安装槽口为通孔,所述安装槽口内部滑动设置有滑杆。
11、作为本发明的一种优选实施方式,所述侧板表面设置有异形滑槽,所述异形滑槽包括摆动滑槽和两个下料滑槽,所述摆动滑槽两侧末端均连接设置有下料滑槽,两侧的所述下料滑槽均为竖直状态,且两侧的下料滑槽分别与上料单元和堆叠单元竖直对齐,所述摆动滑槽中心位置固定设置有同步滑块,所述同步滑块与连接支架固定连接,所述同步滑块底部连接设置有插杆,所述插杆末端活动插接设置在定位套内部。
12、作为本发明的一种优选实施方式,所述上料箱底部侧壁安装有打气筒本体,所述打气筒本体出口与密封空腔相互连接,所述打气筒本体内部的压杆末端连接设置有压板,所述压板和上料箱侧壁卡接设置有第一弹簧,所述密封活塞顶部设置有定位板,所述定位板内部开设有沉头槽,所述沉头槽内部堆叠设置有若干对变压器铁芯本体。
13、作为本发明的一种优选实施方式,所述加工台底部固定设置在支撑平台表面,所述加工台上表面设置有顶块,所述顶块内部开设有四个导向凹槽,四个所述导向凹槽内部插接设置有挤压杆,所述挤压杆外壁与变压器铁芯本体拐角处相互挤压贴合,所述加工台一侧表面活动设置有第一导向板,所述加工台另一侧表面固定设置有第二导向板,所述顶块置于第一导向板和第二导向板之间。
14、作为本发明的一种优选实施方式,所述推杆顶部安装有推板,所述推板侧壁对称设置有伸缩杆,所述伸缩杆外壳固定设置在侧板表面固定设置的搭台,所述推杆底部安装有导向轮,所述导向轮与斜面表面相互贴合。
15、作为本发明的一种优选实施方式,所述异形件内部活动贯穿设置有限位导杆,所述限位导杆两侧固定设置有凸起,且凸起末端焊接设置在侧板侧壁,所述限位导杆侧壁套接设置有第二弹簧,所述第二弹簧两端分别卡接在凸起侧壁和异形件侧壁,所述加工台表面安装有l形支架,所述l形支架和转盘底部安装有第三弹簧。
16、作为本发明的一种优选实施方式,所述第一导向板和第二导向板内部安装有固定组件,所述固定组件包括拉杆,所述拉杆末端活动设置在第二导向板侧壁,且转动连接处设置有扭簧,所述拉杆另一侧末端设置有定位槽,所述第一导向板表面设置有定位柱,所述定位柱与定位槽尺寸适配,且定位槽卡接在定位柱内部。
17、本发明与现有技术相比具有以下有益效果:
18、1、通过设置有驱动单元,其中驱动单元的圆柱辊旋转的过程中,带动表面换向滑块左右移动,而换向滑块通过滑杆带动连接件绕着中心轴开始往复摆动,并且摆动的过程中,带动顶部的连接支架和电磁铁沿着异形滑槽移动,当分别移动到两个下料滑槽上,带动电磁铁同步开始向下移动,分别对上料单元和堆叠单元进行操作,保证了圆柱辊旋转一圈可以完成堆放铁芯片的操作,使得操作更加的简单;
19、2、设置有上料单元,其中在电磁铁移动到堆叠单元的过程中,推动压板开始向内部移动,通过打气筒本体向密封空腔内部打气,从而将密封活塞抬升,从而将表面的变压器铁芯本体向上抬升,方便后期进行吸附,而堆叠单元内部设置有转盘,当电磁铁移动到堆叠单元上方后,断电,从而将变压器铁芯本体移动到堆叠单元上方,通过两个第一导向板和第一导向板达到了限位的作用,且在电磁铁下移的过程中,带动推板和推杆向下移动,而推杆推动异形块向左移动,带动齿板和齿轮发生移动,从而带动转盘移动,而转盘移动可以带动导向轨道发生变化,而挤压杆向内部移动,与变压器铁芯本体分离,方便后期将新的变压器铁芯本体进行对叠,在后期复位的过程中,通过重新移动,将挤压杆重新挤压到四个变压器铁芯本体拐角处,对变压器铁芯本体整体进行限位,保证了变压器铁芯本体堆叠的是整齐的状态。
20、下面结合附图对本发明的具体实施方式作进一步详细的描述。
技术特征:
1.一种变压器加工铁芯预叠装置,包括支撑单元(100)以及驱动单元(200)、上料单元(300)、堆叠单元(400)和解锁单元(500),其特征在于,
2.根据权利要求1所述的一种变压器加工铁芯预叠装置,其特征在于,所述支撑平台(101)顶部固定设置有侧板(102),且侧板(102)横向安装,所述侧板(102)背面安装有加强筋(1011),所述加强筋(1011)末端固定设置在支撑平台(101)表面,所述加强筋(1011)呈倾斜分布。
3.根据权利要求1所述的一种变压器加工铁芯预叠装置,其特征在于,所述圆柱辊(201)中心轴两侧固定设置有连接轴(2032),所述连接轴(2032)表面套接设置有轴承,所述轴承外壁卡接设置有轴承座(2031),所述轴承座(2031)末端焊接在侧板(102)表面,其中一侧所述轴承座(2031)侧壁安装有驱动电机(203),所述驱动电机(203)输出轴与连接轴(2032)固定连接。
4.根据权利要求1所述的一种变压器加工铁芯预叠装置,其特征在于,所述侧板(102)底部开设有条形缺口(1021),所述条形缺口(1021)与圆柱辊(201)长度适配,所述条形缺口(1021)内部滑动设置有换向滑块(2012),所述侧板(102)中心位置设置有转轴,所述转轴表面固定设置有连接件(204),所述连接件(204)内部开设有安装槽口(2041),所述安装槽口(2041)为通孔,所述安装槽口(2041)内部滑动设置有滑杆(202)。
5.根据权利要求4所述的一种变压器加工铁芯预叠装置,其特征在于,所述侧板(102)表面设置有异形滑槽,所述异形滑槽包括摆动滑槽(1022)和两个下料滑槽(1023),所述摆动滑槽(1022)两侧末端均连接设置有下料滑槽(1023),两侧的所述下料滑槽(1023)均为竖直状态,且两侧的下料滑槽(1023)分别与上料单元(300)和堆叠单元(400)竖直对齐,所述摆动滑槽(1022)中心位置固定设置有同步滑块(206),所述同步滑块(206)与连接支架(2061)固定连接,所述同步滑块(206)底部连接设置有插杆(2051),所述插杆(2051)末端活动插接设置在定位套(205)内部。
6.根据权利要求1所述的一种变压器加工铁芯预叠装置,其特征在于,所述上料箱(301)底部侧壁安装有打气筒本体(302),所述打气筒本体(302)出口与密封空腔(3011)相互连接,所述打气筒本体(302)内部的压杆末端连接设置有压板(3021),所述压板(3021)和上料箱(301)侧壁卡接设置有第一弹簧(3022),所述密封活塞(303)顶部设置有定位板(3031),所述定位板(3031)内部开设有沉头槽(3032),所述沉头槽(3032)内部堆叠设置有若干对变压器铁芯本体(700)。
7.根据权利要求1所述的一种变压器加工铁芯预叠装置,其特征在于,所述加工台(401)底部固定设置在支撑平台(101)表面,所述加工台(401)上表面设置有顶块(4011),所述顶块(4011)内部开设有四个导向凹槽(4012),四个所述导向凹槽(4012)内部插接设置有挤压杆(4042),所述挤压杆(4042)外壁与变压器铁芯本体(700)拐角处相互挤压贴合,所述加工台(401)一侧表面活动设置有第一导向板(402),所述加工台(401)另一侧表面固定设置有第二导向板(4021),所述顶块(4011)置于第一导向板(402)和第二导向板(4021)之间。
8.根据权利要求1所述的一种变压器加工铁芯预叠装置,其特征在于,所述推杆(5032)顶部安装有推板(503),所述推板(503)侧壁对称设置有伸缩杆(5031),所述伸缩杆(5031)外壳固定设置在侧板(102)表面固定设置的搭台,所述推杆(5032)底部安装有导向轮(5033),所述导向轮(5033)与斜面(5011)表面相互贴合。
9.根据权利要求1所述的一种变压器加工铁芯预叠装置,其特征在于,所述异形件(501)内部活动贯穿设置有限位导杆(502),所述限位导杆(502)两侧固定设置有凸起,且凸起末端焊接设置在侧板(102)侧壁,所述限位导杆(502)侧壁套接设置有第二弹簧(5021),所述第二弹簧(5021)两端分别卡接在凸起侧壁和异形件(501)侧壁,所述加工台(401)表面安装有l形支架(504),所述l形支架(504)和转盘(403)底部安装有第三弹簧(5041)。
10.根据权利要求7所述的一种变压器加工铁芯预叠装置,其特征在于,所述第一导向板(402)和第二导向板(4021)内部安装有固定组件(600),所述固定组件(600)包括拉杆(601),所述拉杆(601)末端活动设置在第二导向板(4021)侧壁,且转动连接处设置有扭簧,所述拉杆(601)另一侧末端设置有定位槽(6011),所述第一导向板(402)表面设置有定位柱(602),所述定位柱(602)与定位槽(6011)尺寸适配,且定位槽(6011)卡接在定位柱(602)内部。
技术总结
本发明涉及一种变压器加工铁芯预叠装置,包括支撑单元以及驱动单元、上料单元、堆叠单元和解锁单元。本发明,设置有上料单元,其中在电磁铁移动到堆叠单元的过程中,推动压板开始向内部移动,通过打气筒本体向密封空腔内部打气,从而将密封活塞抬升,从而将表面的变压器铁芯本体向上抬升,方便后期进行吸附,而在电磁铁下移的过程中,带动推板和推杆向下移动,推动异形块向左移动,带动齿板和齿轮发生移动,从而带动转盘移动,带动挤压杆向内部移动,与变压器铁芯本体分离,方便后期将新的变压器铁芯本体进行对叠,复位的过程中,将挤压杆重新挤压到四个变压器铁芯本体拐角处,对变压器铁芯整体进行限位,保证了变压器铁芯堆叠的是整齐的状态。
技术研发人员:孙成祥,郑典元,郑宇航,李金丽
受保护的技术使用者:连云港师范高等专科学校
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!