一种降低外延片翘曲程度的方法及装置与流程
本申请涉及半导体,尤其涉及一种降低外延片翘曲程度的方法及装置。
背景技术:
1、在半导体领域,外延片是一种依赖外延技术形成的一种薄片材料。具体生产步骤是:将晶体衬底(substrate)表面作为晶核,在衬底上沉积另一种晶体材料,使得新生长的晶体具有与衬底相同的晶格结构和晶向,最终得到外延片。外延片广泛应用于集成电路、分立器件、传感器、光电器件等领域,作为功率器件、微波器件、光电器件、太阳能电池等的主要材料,具有高纯度、高密度、高质量等优点。
2、在外延片生长过程中,温度的变化以及材料的沉积和结晶过程都可能产生内部应力,当这些应力超过了材料的承受范围时,会导致外延片的翘曲。为了减轻外延片翘曲的发生,制造过程中常常采取一些措施。例如,记录历史生产炉次的温度、气氛及生长时间等参数值,基于历史生产炉次的各个参数值,调整当前生产炉次的参数值,以减轻翘曲的程度。
3、该种减轻翘曲的方法存在一定局限性,即仅考虑到历史生产炉次各个参数值的情况。然而,历史生产炉次各个参数值的情况并不一定适用于当前的生产炉次,因此基于该种方法减轻外延片翘曲的实际效果较差。
技术实现思路
1、本申请实施例提供一种降低外延片翘曲程度的方法及装置,以解决传统减轻翘曲的方法仅考虑到历史生产炉次各个参数值的情况,导致实际效果较差的问题。
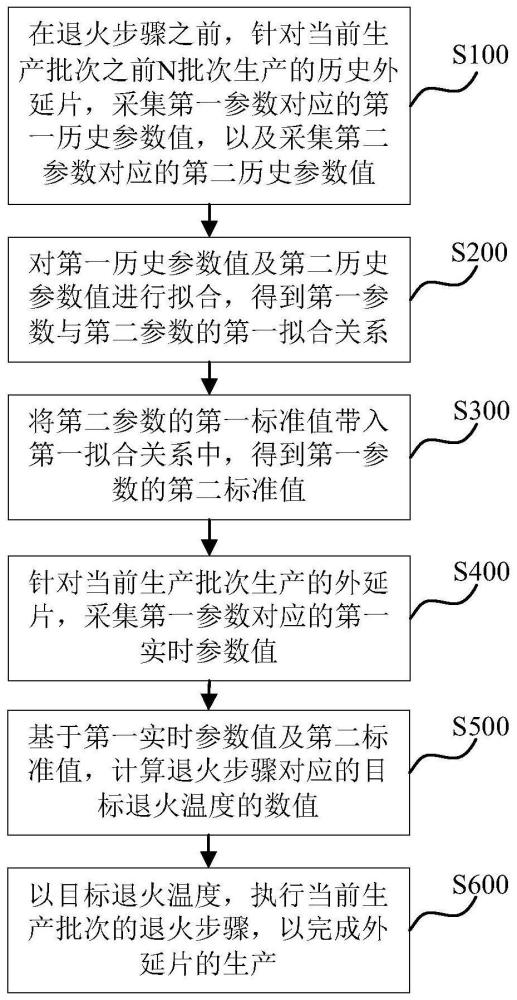
2、第一方面,本申请实施例提供一种降低外延片翘曲程度的方法,包括:在退火步骤之前,针对当前生产批次之前n批次生产的历史外延片,采集第一参数对应的第一历史参数值,以及采集第二参数对应的第二历史参数值;第一参数用于表示目标生产步骤中外延片的翘曲程度,目标生产步骤在单次生产批次中位于退火步骤之前;第二参数用于表示生产结束后外延片的翘曲程度;对第一历史参数值及第二历史参数值进行拟合,得到第一参数与第二参数的第一拟合关系;将第二参数的第一标准值代入第一拟合关系中,得到第一参数的第二标准值;第一标准值是预先设置的,且第一标准值对应于外延片未发生翘曲;针对当前生产批次生产的外延片,采集第一参数对应的第一实时参数值;基于第一实时参数值及第二标准值,计算退火步骤对应的目标退火温度的数值;以目标退火温度,执行当前生产批次的退火步骤,以完成外延片的生产。
3、在一种可实现的方式中,历史外延片的数量为m个;基于第一实时参数值及第二标准值,计算退火步骤对应的目标退火温度的数值的步骤,包括:分别计算m个历史外延片的第二历史参数值与第一标准值之间的第一差值;将第一差值的绝对值小于或者等于翘曲阈值的历史外延片确定为目标外延片;获取第一温度值,第一温度值等于生产目标外延片时退火步骤采用的历史退火温度;对目标外延片对应的第一历史参数值及第一温度值进行拟合,得到第一参数与历史退火温度之间的第二拟合关系。
4、在一种可实现的方式中,对目标外延片对应的第一历史参数值及第一温度值进行拟合,得到第一参数与历史退火温度之间的第二拟合关系的步骤后,还包括:基于第二拟合关系,确定第一参数随历史退火温度变化的目标斜率;基于第二标准值及目标斜率,建立第一参数对应的实时变量与补偿温度的函数关系;将第一实时参数值作为实时变量代入函数关系中,得到补偿温度对应的补偿温度值;获取第二温度值,第二温度值等于上一生产批次中退火步骤采用的历史退火温度;基于第二温度值及补偿温度值,计算目标退火温度的数值。
5、在一种可实现的方式中,第二拟合关系为y1=k1x1+b1;
6、其中,y1为历史退火温度,x1为第一参数,k1为目标斜率,b1为第一截距。
7、在一种可实现的方式中,函数关系为δtemp=(x1now-x1target)×k1;
8、其中,δtemp为补偿温度,x1now为实时变量,x1target为第二标准值,k1为目标斜率。
9、在一种可实现的方式中,基于第二温度值及补偿温度值,计算目标退火温度的数值的步骤包括:建立目标退火温度、补偿温度及历史退火温度的关系式;
10、关系式为tempnow=δtemp+temp;
11、其中,tempnow为目标退火温度,δtemp为补偿温度,temp为历史退火温度;
12、将第二温度值及补偿温度值代入关系式中,得到目标退火温度的数值。
13、在一种可实现的方式中,第一拟合关系为y2=k2x1+b2;
14、其中,y2为第二参数,x1为第一参数,k2为斜率,b2为第二截距。
15、在一种可实现的方式中,生产批次至少包括缓冲层生长步骤、表面清洁步骤及退火步骤。
16、在一种可实现的方式中,目标生产步骤为缓冲层生长步骤或者表面清洁步骤。
17、第二方面,本申请实施例提供一种降低外延片翘曲程度的装置,包括:第一采集模块,用于在退火步骤之前,针对当前生产批次之前n批次生产的历史外延片,采集第一参数对应的第一历史参数值,以及采集第二参数对应的第二历史参数值;第一参数用于表示目标生产步骤中外延片的翘曲程度,目标生产步骤在单次生产批次中位于退火步骤之前;第二参数用于表示生产结束后外延片的翘曲程度;拟合模块,用于对第一历史参数值及第二历史参数值进行拟合,得到第一参数与第二参数的第一拟合关系;第一计算模块,用于将第二参数的第一标准值代入第一拟合关系中,得到第一参数的第二标准值;第一标准值是预先设置的,且第一标准值对应于外延片未发生翘曲;第二采集模块,用于针对当前生产批次生产的外延片,采集第一参数对应的第一实时参数值;第二计算模块,用于基于第一实时参数值及第二标准值,计算退火步骤对应的目标退火温度的数值;退火模块,用于以目标退火温度,执行当前生产批次的退火步骤,以完成外延片的生产。
18、本申请实施例提供一种降低外延片翘曲程度的方法及装置,该方法可以基于第一历史参数值及第二历史参数值,得到第一拟合关系。之后,可以将第二参数的第一标准值代入第一拟合关系中,得到第一参数对应的第二标准值。该方法还可以基于第一历史参数值及第一温度值进行拟合,第一温度值是退火步骤采用的历史退火温度,得到第二拟合关系。该方法还可以基于第二标准值及第二拟合关系对应的目标斜率,确定第一参数对应的实时变量与补偿温度的函数关系。之后,可以基于该函数关系确定当前生产批次所需的补偿温度,进而确定目标退火温度,最终以目标退火温度执行退火步骤,以避免退火步骤中外延片发生翘曲,提升外延片良率。
技术特征:
1.一种降低外延片翘曲程度的方法,其特征在于,包括:
2.根据权利要求1所述的降低外延片翘曲程度的方法,其特征在于,所述历史外延片的数量为m个;
3.根据权利要求2所述的降低外延片翘曲程度的方法,其特征在于,所述对所述目标外延片对应的第一历史参数值及所述第一温度值进行拟合,得到所述第一参数与所述历史退火温度之间的第二拟合关系的步骤后,还包括:
4.根据权利要求3所述的降低外延片翘曲程度的方法,其特征在于,所述第二拟合关系为y1=k1x1+b1;
5.根据权利要求3所述的降低外延片翘曲程度的方法,其特征在于,所述函数关系为δtemp=(x1now-x1target)×k1;
6.根据权利要求3所述的降低外延片翘曲程度的方法,其特征在于,所述基于所述第二温度值及所述补偿温度值,计算所述目标退火温度的数值的步骤包括:
7.根据权利要求1所述的降低外延片翘曲程度的方法,其特征在于,所述第一拟合关系为y2=k2x1+b2;
8.根据权利要求1所述的降低外延片翘曲程度的方法,其特征在于,所述生产批次至少包括缓冲层生长步骤、表面清洁步骤及所述退火步骤。
9.根据权利要求8所述的降低外延片翘曲程度的方法,其特征在于,目标生产步骤为所述缓冲层生长步骤或者所述表面清洁步骤。
10.一种降低外延片翘曲程度的装置,其特征在于,包括:
技术总结
本申请提供一种降低外延片翘曲程度的方法及装置,该方法包括在退火步骤之前,采集第一参数对应的第一历史参数值,以及采集第二参数对应的第二历史参数值;对第一历史参数值及第二历史参数值进行拟合,得到第一参数与第二参数的第一拟合关系;将第二参数的第一标准值代入第一拟合关系中,得到第一参数的第二标准值;采集第一参数对应的第一实时参数值;基于第一实时参数值及第二标准值,计算退火步骤对应的目标退火温度的数值;以目标退火温度执行退火步骤。该方法可以基于当前生产过程中外延片的实际翘曲程度,以及结合此前已完成生产的历史外延片的翘曲程度,确定退火步骤的退火温度,以降低当前生产的外延片的翘曲程度,提升外延片良率。
技术研发人员:饶晓松,谢阳,徐志军,江汉,刘勇,谢陶
受保护的技术使用者:聚灿光电科技(宿迁)有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!