一种铅电池铸焊方法与流程
本申请用于铅电池铸焊,特别是涉及一种铅电池铸焊方法。
背景技术:
1、目前,在铅电池的加工过程中,将极群装入电池壳中、以及极耳的处理,均为人工处理,在加工过程中具有很多人体有害的金属物质,严重影响生产者的健康,且人工生产效率较低,且在后期铸焊时会影响焊接质量,导致铅电池质量差。
技术实现思路
1、本申请的目的在于至少解决现有技术中存在的技术问题之一,提供一种铅电池铸焊方法,其能够提高铅电池的质量,且生产效率高。
2、本申请解决其技术问题所采用的技术方案是:
3、一种铅电池铸焊方法,包括如下步骤:
4、金属箱设在组装工位上,顶推机构将电池集群组推进所述金属箱内;
5、所述组装工位上方设有移动机构,所述移动机构包括能够沿高度方向运动的伸缩部件,将外壳放置在所述组装工位上,所述伸缩部件下降,将所述金属箱组装在所述外壳上;
6、所述移动机构带动工件移动至整形工位,将电池集群组的极耳拍打整齐;
7、所述移动机构带动工件移动至切削工位,将电池集群组的极耳削平;
8、所述移动机构带动工件移动至沾剂工位,将电池集群组的极耳站上助焊剂;
9、所述移动机构带动工件移动至铸焊工位,将电池集群组的极耳铸焊连接成一体,形成铅电池产品。
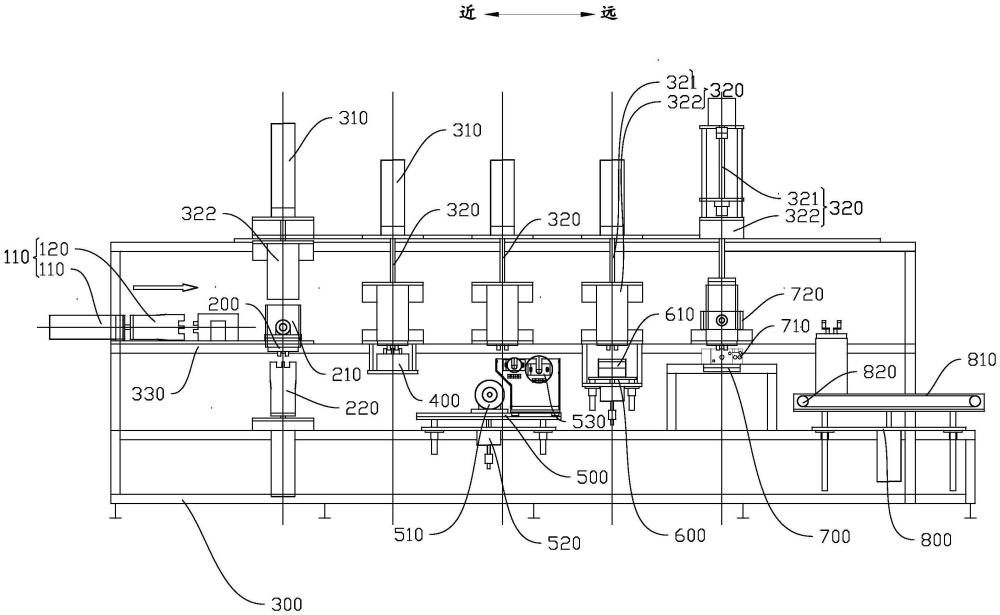
10、优选的,包括机架,所述机架上设有工作台,所述移动机构安装在所述机架上,所述顶推机构、所述组装工位、所述整形工位、所述切削工位和所述沾剂工位依次沿所述工作台由近端至远端设置,所述移动机构位于所述工作台的上方,所述移动机构能够带动所述外壳沿所述机架的近端至远端行走。
11、优选的,所述顶推机构包括能够沿水平方向将铅电池集群组推进金属箱内的卧式气缸,所述卧式气缸的输出端设有与电池集群组上极柱端配合的顶模。
12、优选的,所述组装工位上设有翻转机构,所述翻转机构包括第一固定座和第一气缸,所述金属箱与所述第一固定座转动连接,所述第一气缸能够夹紧固定所述外壳。
13、优选的,所述伸缩部件包括安装在机架上的第二气缸和与所述第二气缸输出端相连的导向杆,所述第二气缸的底部设有与电池集群组配合的第二固定座,所述导向杆上贯穿设有直线轴承,所述移动机构上设有固定所述直线轴承的轴承座。
14、优选的,所述切削工位包括刀片,所述刀片与所述机架转动连接,所述机架设有第一电机,所述第一电机与所述刀片传动连接以驱动所述刀片旋转。
15、优选的,所述切削工位包括转动连接在所述机架上的钢丝轮,所述钢丝轮位于所述刀片的远端,所述钢丝轮与所述刀片通过传送带传动连接。
16、优选的,所述沾剂工位上设有沾剂盒,所述沾剂盒内设有助焊剂。
17、优选的,所述铸焊工位包括熔铅炉和铸焊模具,所述铸焊模具设在所述熔铅炉内部,所述熔铅炉上安装有铅泵。
18、优选的,所述工作台上设有输出机构,所述输出机构位于所述铸焊工位的远端,所述输出机构包括皮带、皮带轮和驱动所述皮带轮旋转的第二电机。
19、上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:该铅电池铸焊方法通过组装工位将电池集群组和金属箱进行组装,并设计移动机构带动工件依次经过整形工位将极耳拍打整齐、切削工位将极耳削平和擦干净、沾剂工位将极耳沾上助焊剂、铸焊工位将极耳铸焊连接成一体,形成汇流排和电极柱,该铅电池铸焊方法设计优秀合理,操作规范简单,生产效率高,保护生产者的健康,使电池产品的质量有保证,且环保节能。
20、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.一种铅电池铸焊方法,其特征在于包括如下步骤:
2.根据权利要求1所述的铅电池铸焊方法,其特征在于:包括机架,所述机架上设有工作台,所述移动机构安装在所述机架上,所述顶推机构、所述组装工位、所述整形工位、所述切削工位和所述沾剂工位依次沿所述工作台由近端至远端设置,所述移动机构位于所述工作台的上方,所述移动机构能够带动所述外壳沿所述机架的近端至远端行走。
3.根据权利要求2所述的铅电池铸焊方法,其特征在于:所述顶推机构包括能够沿水平方向将铅电池集群组推进金属箱内的卧式气缸,所述卧式气缸的输出端设有与电池集群组上极柱端配合的顶模。
4.根据权利要求2所述的铅电池铸焊方法,其特征在于:所述组装工位上设有翻转机构,所述翻转机构包括第一固定座和第一气缸,所述金属箱与所述第一固定座转动连接,所述第一气缸能够夹紧固定所述外壳。
5.根据权利要求2所述的铅电池铸焊方法,其特征在于:所述伸缩部件包括安装在机架上的第二气缸和与所述第二气缸输出端相连的导向杆,所述第二气缸的底部设有与电池集群组配合的第二固定座,所述导向杆上贯穿设有直线轴承,所述移动机构上设有固定所述直线轴承的轴承座。
6.根据权利要求2所述的铅电池铸焊方法,其特征在于:所述切削工位包括刀片,所述刀片与所述机架转动连接,所述机架设有第一电机,所述第一电机与所述刀片传动连接以驱动所述刀片旋转。
7.根据权利要求6所述的铅电池铸焊方法,其特征在于:所述切削工位包括转动连接在所述机架上的钢丝轮,所述钢丝轮位于所述刀片的远端,所述钢丝轮与所述刀片通过传送带传动连接。
8.根据权利要求2所述的铅电池铸焊方法,其特征在于:所述沾剂工位上设有沾剂盒,所述沾剂盒内设有助焊剂。
9.根据权利要求2所述的铅电池铸焊方法,其特征在于:所述铸焊工位包括熔铅炉和铸焊模具,所述铸焊模具设在所述熔铅炉内部,所述熔铅炉上安装有铅泵。
10.根据权利要求2所述的铅电池铸焊方法,其特征在于:所述工作台上设有输出机构,所述输出机构位于所述铸焊工位的远端,所述输出机构包括皮带、皮带轮和驱动所述皮带轮旋转的第二电机。
技术总结
本申请公开了一种铅电池铸焊方法,包括如下步骤:金属箱设在组装工位上,顶推机构将电池集群组推进金属箱内;组装工位上方设有移动机构,移动机构包括能够沿高度方向运动的伸缩部件,将外壳放置在组装工位上,伸缩部件下降,将金属箱组装在外壳上;移动机构带动工件移动至整形工位,将电池集群组的极耳拍打整齐;移动机构带动工件移动至切削工位,将电池集群组的极耳削平;移动机构带动工件移动至沾剂工位,将电池集群组的极耳站上助焊剂;移动机构带动工件移动至铸焊工位,将电池集群组的极耳铸焊连接成一体,形成铅电池产品,该铅电池铸焊方法设计优秀合理,操作规范简单,生产效率高,保护生产者的健康,使质量有保证,且环保节能。
技术研发人员:刘创珏,何勇明,陈方
受保护的技术使用者:清华珠三角研究院
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!