一种用于电缆生产的挤出模具的制作方法
本技术涉及电缆生产,具体涉及一种用于电缆生产的挤出模具。
背景技术:
1、目前,35-220kv的高压电缆大都采用单芯电缆,单芯电缆的线芯外包覆有保护套,常用的保护套材料为聚氯乙烯(pvc)、聚乙烯(pe)、低烟无卤聚烯烃等塑料,其生产过程,主要是采用塑料挤出机进行生产,塑料在挤塑机内融化,经螺杆传输到机头,线缆芯经过机头的挤塑模芯的线芯通孔,融化的保护套材料从在机头部分的挤出模具,即挤塑模芯和模套之间进入,通过模套通孔的挤压,包覆在线芯外部,形成保护套。
2、目前的模芯和模套一般有挤压式、半挤管式、挤管式模具,由于挤压式挤出的保护套层结构紧密外表平整,绝大多数的高压电缆均用挤压式模具生产,其中模芯装配在模座上,模套通过压盖压紧在机头壳体上,但是均存在偏心调节困难的问题,尤其是挤压式的模套模具,一般是通过模套四周的四个或者三个调偏螺栓,如授权公告号为cn 213441047u的中国专利文献,公开了一种可调同心度的线缆挤出机模具,其利用四个调偏螺杆调整模套角度,调整后,试生产,看是否同心,然后再进一步调整,直到调整到同心的状态,这个过程费时费力,还浪费材料,另外模芯和模套之间间距是固定的不能调整的,这样当出现护套的厚度或者外径超差时,只能选择模芯模套间距相匹配的,更换模具,这样需要较多的备用模具,生产成本高。
技术实现思路
1、为克服所述不足,本实用新型的目的在于提供一种用于电缆生产的挤出模具。
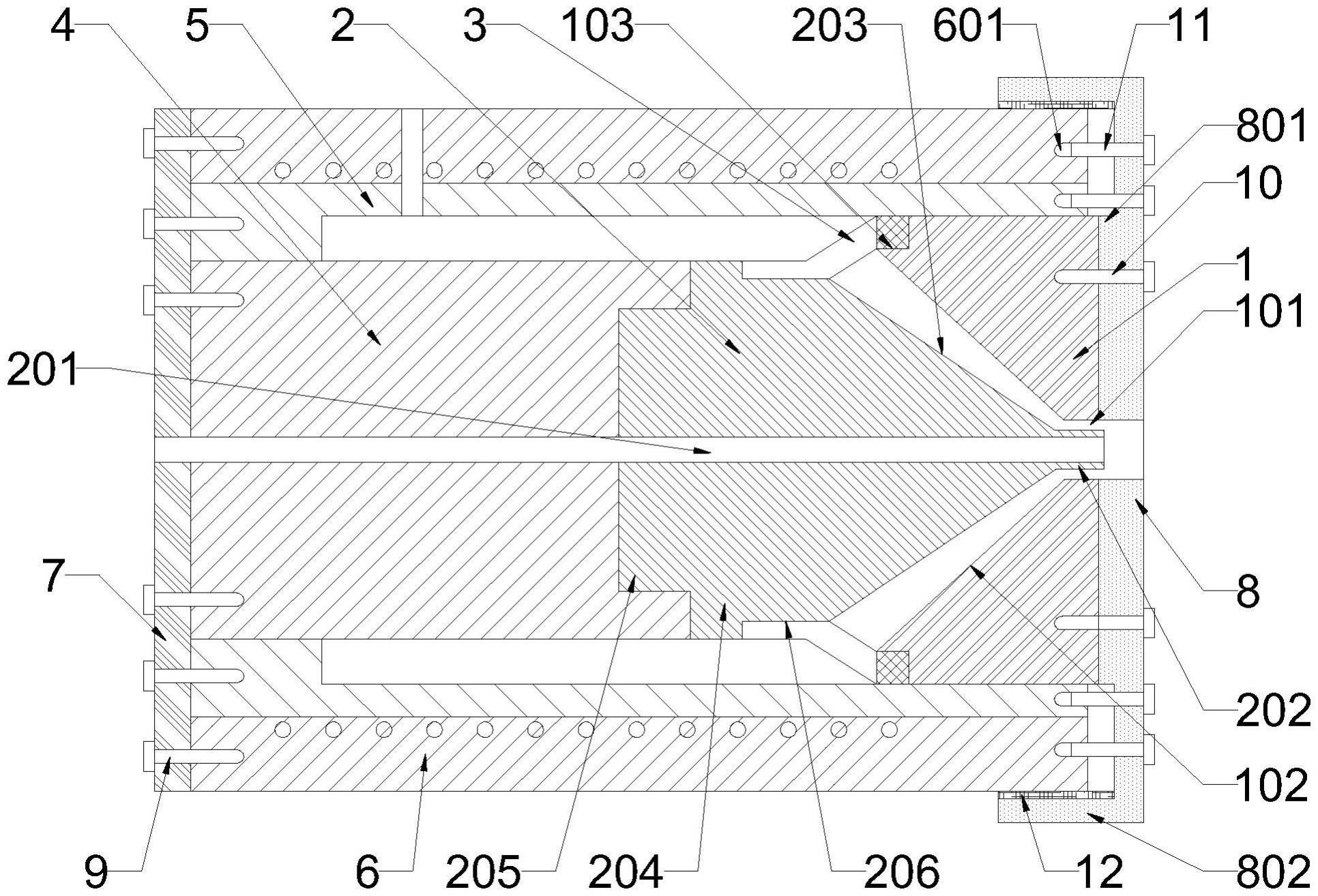
2、本实用新型解决其技术问题所采用的技术方案是:一种用于电缆生产的挤出模具,包括外壳、内模套、模芯、前模盖,所述模芯的前端外侧面设为圆锥体形状的挤压部,模芯的中部设为圆柱定位部,模芯的后端设为连接部,连接部的外径小于定位部,所述模芯的定位部外侧面靠近挤压部一侧设有多条定位凹槽,定位凹槽与模芯中心轴线相互平行,所述内模套外侧面后端设有定位环台阶,所述内模套前端内腔设为圆锥体形状的挤压腔,所述内模套与模芯之间设有定位组件,所述内模套的前端面开设有第一前安装孔,前模盖的中心设有顶盘,所述顶盘通过前紧固螺栓与内模套固定连接,所述前模盖通过调节螺栓与外壳相连接。
3、具体地,所述前模盖的外边缘设有外套筒,套接在外壳外侧面,外套筒与外壳之间设有密封圈。
4、具体地,所述顶盘的横截面与内模套前端面横截面相同。
5、具体地,所述定位组件包括定位环,定位环通过连接杆连接定位键,定位环套接在内模套的定位环台阶上,定位键插接在模芯的定位槽内。
6、具体地,所述定位键的外侧面与模芯的定位部的外侧面齐平,连接杆相对于定位环中心轴倾斜设置。
7、具体地,所述定位键位于连接杆的内侧,连接杆与中间模套内壁接触,定位键放置在模芯的定位槽内,所述中间模套内壁设有中间台阶,连接杆远离定位环的一端与中间台阶前壁接触连接。
8、具体地,所述模芯的连接部安装在模座内,所述模座与外壳之间设有中间模套,中间模套的前段套接在定位环、内模套的外侧面,中间模套外套接有外壳,所述外壳的后端设有后模盖,后模盖通过后紧固螺栓分别与外壳、中间模套、模座的后端面连接在一起,所述中间模套与模座靠近模芯的一段外侧面、以及模芯的外侧面之间设有一定间距,作为进料通道,进料通道与进料孔联通。
9、本实用新型的有益效果为:本实用新型通过定位组件、前模盖的设计,能够根据定位组件的大小,调整模芯与内模套之间的间距,进而调整其出料的多少和薄厚,控制保护套的厚度或者外径,同时,定位组件形成支撑连接作用,不需要来回调整其位置,就能够保证模芯与内膜套同心,提高效率。
技术特征:
1.一种用于电缆生产的挤出模具,包括外壳、内模套、模芯、前模盖,所述模芯的前端外侧面设为圆锥体形状的挤压部,其特征在于:所述模芯的中部设为圆柱定位部,所述内模套外侧面后端设有定位环台阶,所述内模套的定位部与模芯之间设有定位组件,所述前模盖的中心设有顶盘,所述顶盘通过前紧固螺栓与内模套固定连接,所述前模盖通过调节螺栓与外壳相连接。
2.根据权利要求1所述的一种用于电缆生产的挤出模具,其特征在于:所述前模盖的外边缘设有外套筒,套接在外壳外侧面,外套筒与外壳之间设有密封圈。
3.根据权利要求1所述的一种用于电缆生产的挤出模具,其特征在于:所述顶盘的横截面与内模套前端面横截面相同。
4.根据权利要求1所述的一种用于电缆生产的挤出模具,其特征在于:所述模芯的定位部外侧面靠近挤压部一侧设有多条定位凹槽,定位凹槽与模芯中心轴线相互平行。
5.根据权利要求4所述的一种用于电缆生产的挤出模具,其特征在于:所述定位组件包括定位环,定位环通过连接杆连接定位键,定位环套接在内模套的定位环台阶上,定位键插接在模芯的定位槽内。
6.根据权利要求5所述的一种用于电缆生产的挤出模具,其特征在于:所述定位键的外侧面与模芯的定位部的外侧面齐平,连接杆相对于定位环中心轴倾斜设置。
7.根据权利要求5所述的一种用于电缆生产的挤出模具,其特征在于:所述定位键位于连接杆的内侧,连接杆与中间模套内壁接触,定位键放置在模芯的定位槽内,所述中间模套内壁设有中间台阶,连接杆远离定位环的一端与中间台阶前壁接触连接。
8.根据权利要求1-7中任一所述的一种用于电缆生产的挤出模具,其特征在于:所述模芯的后端设为连接部,连接部的外径小于定位部,模芯的连接部安装在模座内,所述模座与外壳之间设有中间模套,中间模套的前段套接在定位环、内模套的外侧面,中间模套外套接有外壳,所述外壳的后端设有后模盖,后模盖通过后紧固螺栓分别与外壳、中间模套、模座的后端面连接在一起,所述中间模套与模座靠近模芯的一段外侧面、以及模芯的外侧面之间设有一定间距,作为进料通道,进料通道与进料孔联通。
技术总结
本技术涉及一种用于电缆生产的挤出模具,包括外壳、内模套、模芯、前模盖,所述模芯的前端外侧面设为圆锥体形状的挤压部,所述模芯的中部设为圆柱定位部,所述内模套外侧面后端设有定位环台阶,所述内模套的定位部与模芯之间设有定位组件,所述前模盖的中心设有顶盘,所述顶盘通过前紧固螺栓与内模套固定连接,所述前模盖通过调节螺栓与外壳相连接。本技术通过定位组件、前模盖的设计,能够根据定位组件的大小,调整模芯与内模套之间的间距,进而调整其出料的多少和薄厚,控制保护套的厚度或者外径,同时,定位组件形成支撑连接作用,不需要来回调整其位置,就能够保证模芯与内膜套同心,提高效率。
技术研发人员:王德强,陈爱坤,李玉波
受保护的技术使用者:泰安市金松工贸有限公司
技术研发日:20230110
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!