连接器与焊片组装装置及连接器与焊片组装设备的制作方法
本技术涉及电子连接器生产,尤其涉及一种连接器与焊片组装装置及连接器与焊片组装设备。
背景技术:
1、电子连接器也常被称为电路连接器,可以将一个回路上的两个导体桥接起来,使得电流或者讯号可以从一个导体流向另一个导体的导体设备。它广泛地应用于各种电气线路中,起着连接或断开电流或者信号的作用。为了保证连接器在电路板上安装的可靠性,通常会在电连接器本体的左右两端分别插装焊片,焊片设置在连接器上,可以用于增强连接器和pcb之间的连接牢固性,并可避免因端子承受的应力过大而损坏端子和pcb之间的焊接,一般情况下需要在连接器的两端插装焊片。为了使焊片能够插入精确到位,必须要将电连接器本体的位置精确定位。
2、现有技术中,焊片在连接器上的插装,大都需要人工辅助,然后将焊片一个个的插装在连接器上,效率较低,操作麻烦,而且定位精度较差。而现有的两端插焊片设备中通常设置有两个插焊片装置和两个供焊片装置,整体结构复杂,操作麻烦。
3、因此,有必要提供一种结构简单、操作方便且定位精度好的连接器与焊片组装装置。
技术实现思路
1、本实用新型的目的在于提供一种结构简单、操作方便且定位精度好的连接器与焊片组装装置。
2、本实用新型的另一目的在于提供一种结构简单、操作方便的连接器与焊片组装设备。
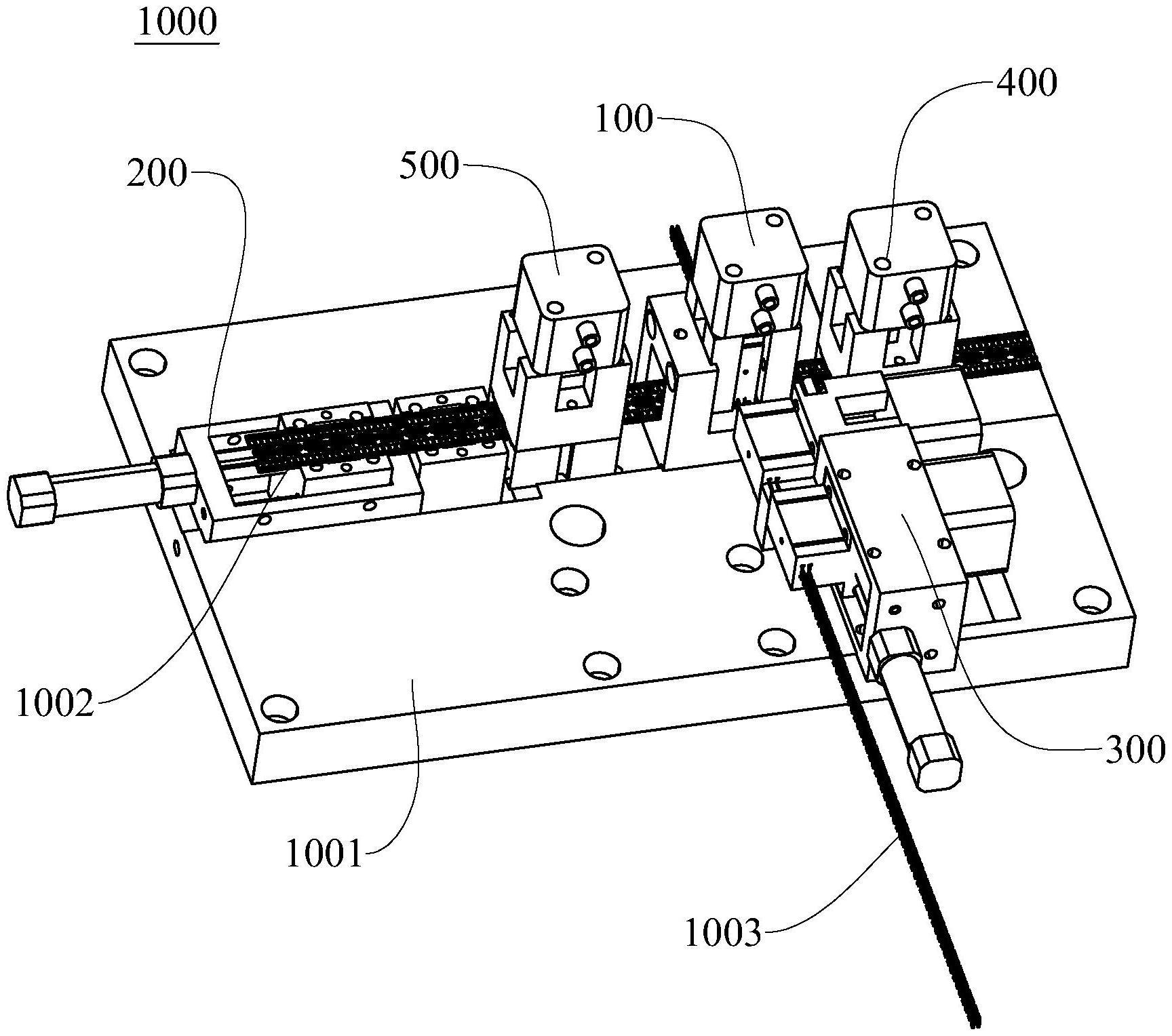
3、为实现上述目的,本实用新型提供了一种连接器与焊片组装装置,适用于在连接器料带上组装焊片,包括底座以及设置于底座上的组装机构,底座上设置有用于放置连接器料带的组装料位,组装机构位于组装料位的上方,组装机构包括固定组件、动力组件、定位组件、压料组件和切料组件,动力组件和定位组件借由固定组件安装于底座上,定位组件内开设有供焊片料带传送的传送槽,压料组件安装于动力组件的输出端,切料组件安装于定位组件上并与压料组件联动;压料组件位于起始位置时,切料组件呈第一状态,动力组件动作以使压料组件持续下压并带动切料组件活动至第二状态,以裁切传送槽内的焊片料带上的焊片,压料组件继续下压以将裁切完成的焊片压装于组装料位上的连接器料带内。
4、较佳地,压料组件包括位于动力组件输出端的两压料件,定位组件的两侧均开设有用于安装压料件的安装槽,两压料件呈对称的安装于定位组件的安装槽内,安装槽连通于传送槽。
5、较佳地,安装槽内凸伸的设置有凸部,压料件上开设有与凸部配合的定位槽,动力组件动作以使压料件借由定位槽沿凸部在安装槽内滑动。
6、较佳地,切料组件包括两切料件,两切料件的一端均呈转动设置于定位组件上;压料件上开设有供切料件活动的槽体,压料件动作以带动切料件在槽体内从第一状态转动至第二状态,以使切料件裁切传送槽内的焊片料带。
7、较佳地,压料组件还包括设置于压料件上的滑动件,切料件上开设有与滑动件配合的滑槽,滑动件位于滑槽内,动力组件动作以使压料件带动滑动件在滑槽内滑动,以带动两切料件在第一状态转动至第二状态,以完成切料。
8、较佳地,滑槽包括相互连通的倾斜部和竖直部,压料组件位于起始位置时,滑动件位于倾斜部远离竖直部的一端,以使切料组件呈第一状态;动力组件动作以使压料件带动滑动件从倾斜部内逐渐滑动至竖直部内,以使切料组件在压料组件内从第一状态转动至第二状态,以完成切料。
9、较佳地,安装槽内贯穿的开设有安装部,安装部用于安装切料组件,定位组件的侧面还贯穿的开设有第一安装孔,第一安装孔连通于安装部,切料件上开设有第二安装孔,借由一安装轴穿过第一安装孔和第二安装孔以使切料组件呈转动的安装于安装部内。
10、较佳地,传送槽的数量为二,定位组件在两传送槽之间凸伸的设置有定位部,切料上凸伸的设置有切料部,切料件转动以使切料部与定位部配合以裁切分离焊片料带上的焊片。
11、为实现上述另一目的,本实用新型还提供了一种连接器与焊片组装设备,包括:
12、上述的连接器与焊片组装装置;
13、第一送料装置,用于传送连接器料带,包括第一送料气缸和第一推送组件,连接器料带经由连接器与焊片组装装置进入第一推送组件,第一送料气缸动作以使第一推送组件按第一预设间隔带动连接器料带在底座内传送;
14、第二送料装置,用于传送焊片料带,包括第二送料气缸和第二推送组件,焊片料带经由第二推送组件进入组装机构,第二送料气缸动作以使第二推送组件推动焊片料带按第二预设间隔在组装机构内传送。
15、较佳地,还包括去毛边装置和切料成型装置,去毛边装置位于连接器与焊片组装装置的一侧,用于去除连接器料带上连接器的毛刺,以使连接器能更好的与焊片组装;切料成型装置位于第一送料装置和连接器与焊片组装装置之间,切料成型装置用于将连接器料带上组装有焊片的连接器裁切分离。
16、采用以上技术方案后,本实用新型的连接器与焊片组装设备包括第一送料装置、第二送料装置、去毛边装置、连接器与焊片组装装置和切料成型装置。连接器料带通过第一送料装置按一定的间隔和频率对连接器料带进行传;第二送料装置用于传送焊片料带;去毛边装置用于在组装之前对连接器料带上的连接器进行去毛刺,以能更好的进行组装;连接器与焊片组装装置用于在连接器料带上组装焊片;切料成型装置用于将组装有焊片的连接器从料带上裁切分离。连接器与焊片组装装置包括底座以及设置于底座上的组装机构。底座上设置有用于放置连接器料带的组装料位,组装机构位于组装料位的上方。具体地,组装机构包括固定组件、动力组件、定位组件、压料组件和切料组件。动力组件和定位组件借由固定组件安装于底座上。定位组件内开设有供焊片料带传送的传送槽,传送槽的数量为二,可以传送两条焊片料带。可以理解的,由于同一连接器上两个焊片的安装位置间隔较大,若同时安装同于连接器上的两个焊片会增大整个设备的尺寸,故在连接器料带上同时安装的是相邻两个连接器上相互靠近的两个焊片。压料组件安装于动力组件的输出端,切料组件安装于定位组件上并与压料组件联动。压料组件位于起始位置时,切料组件呈第一状态,动力组件动作以使压料组件持续下压并带动切料组件活动至第二状态,以裁切传送槽内的焊片料带上的焊片,压料组件继续下压以将裁切完成的焊片压装于组装料位上的连接器料带内。本实用新型的连接器与焊片组装设备,结构紧凑合理,效率高,焊片的安装效果好。
技术特征:
1.一种连接器与焊片组装装置,适用于在连接器料带上组装焊片,其特征在于,包括底座以及设置于所述底座上的组装机构,所述底座上设置有用于放置所述连接器料带的组装料位,所述组装机构位于所述组装料位的上方,所述组装机构包括固定组件、动力组件、定位组件、压料组件和切料组件,所述动力组件和所述定位组件借由所述固定组件安装于所述底座上,所述定位组件内开设有供焊片料带传送的传送槽,所述压料组件安装于所述动力组件的输出端,所述切料组件安装于所述定位组件上并与所述压料组件联动;所述压料组件位于起始位置时,所述切料组件呈第一状态,所述动力组件动作以使所述压料组件持续下压并带动所述切料组件活动至第二状态,以裁切所述传送槽内的所述焊片料带上的焊片,所述压料组件继续下压以将裁切完成的所述焊片压装于所述组装料位上的所述连接器料带内。
2.根据权利要求1所述的连接器与焊片组装装置,其特征在于,所述压料组件包括位于所述动力组件输出端的两压料件,所述定位组件的两侧均开设有用于安装所述压料件的安装槽,两所述压料件呈对称的安装于所述定位组件的安装槽内,所述安装槽连通于所述传送槽。
3.根据权利要求2所述的连接器与焊片组装装置,其特征在于,所述安装槽内凸伸的设置有凸部,所述压料件上开设有与所述凸部配合的定位槽,所述动力组件动作以使所述压料件借由所述定位槽沿所述凸部在所述安装槽内滑动。
4.根据权利要求2所述的连接器与焊片组装装置,其特征在于,所述切料组件包括两切料件,两所述切料件的一端均呈转动设置于所述定位组件上;所述压料件上开设有供所述切料件活动的槽体,所述压料件动作以带动所述切料件在所述槽体内从所述第一状态转动至所述第二状态,以使所述切料件裁切所述传送槽内的焊片料带。
5.根据权利要求4所述的连接器与焊片组装装置,其特征在于,所述压料组件还包括设置于所述压料件上的滑动件,所述切料件上开设有与所述滑动件配合的滑槽,所述滑动件位于所述滑槽内,所述动力组件动作以使所述压料件带动所述滑动件在所述滑槽内滑动,以带动两所述切料件在所述第一状态转动至所述第二状态,以完成切料。
6.根据权利要求5所述的连接器与焊片组装装置,其特征在于,所述滑槽包括相互连通的倾斜部和竖直部,所述压料组件位于起始位置时,所述滑动件位于所述倾斜部远离所述竖直部的一端,以使所述切料组件呈所述第一状态;所述动力组件动作以使所述压料件带动所述滑动件从所述倾斜部内逐渐滑动至所述竖直部内,以使所述切料组件在所述压料组件内从所述第一状态转动至所述第二状态,以完成切料。
7.根据权利要求4所述的连接器与焊片组装装置,其特征在于,所述安装槽内贯穿的开设有安装部,所述安装部用于安装所述切料组件,所述定位组件的侧面还贯穿的开设有第一安装孔,所述第一安装孔连通于所述安装部,所述切料件上开设有第二安装孔,借由一安装轴穿过所述第一安装孔和所述第二安装孔以使所述切料组件呈转动的安装于所述安装部内。
8.根据权利要求4所述的连接器与焊片组装装置,其特征在于,所述传送槽的数量为二,所述定位组件在两所述传送槽之间凸伸的设置有定位部,所述切料上凸伸的设置有切料部,所述切料件转动以使所述切料部与所述定位部配合以裁切分离所述焊片料带上的焊片。
9.一种连接器与焊片组装设备,其特征在于,包括:
10.根据权利要求9所述的连接器与焊片组装设备,其特征在于,还包括去毛边装置和切料成型装置,所述去毛边装置位于所述连接器与焊片组装装置的一侧,用于去除所述连接器料带上连接器的毛刺,以使所述连接器能更好的与所述焊片组装;所述切料成型装置位于所述第一送料装置和所述连接器与焊片组装装置之间,所述切料成型装置用于将所述连接器料带上组装有焊片的连接器裁切分离。
技术总结
本技术提供了一种连接器与焊片组装装置,适用于在连接器料带上组装焊片,包括底座以及设置于底座上的组装机构,组装机构位于底座组装料位的上方,组装机构包括固定组件、动力组件、定位组件、压料组件和切料组件,动力组件和定位组件借由固定组件安装于底座上,压料组件安装于动力组件的输出端,切料组件安装于定位组件上并与压料组件联动;压料组件位于起始位置时,切料组件呈第一状态,动力组件动作以使压料组件持续下压并带动切料组件活动至第二状态,以裁切传送槽内的焊片料带上的焊片,压料组件继续下压以将裁切完成的焊片压装于组装料位上的连接器料带内。本技术还提供了一种连接器与焊片组装设备。
技术研发人员:朱方祥
受保护的技术使用者:东莞市特雷卡精密技术有限公司
技术研发日:20230207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!