腔体填充板以及加载/卸载腔的制作方法
本技术涉及太阳能电池制造领域,特别涉及腔体填充板以及加载/卸载腔。
背景技术:
1、薄膜/晶硅异质结太阳能电池(以下简称异质结太阳能电池,又可称hit或shj太阳能电池)属于第三代高效太阳能电池技术,它结合了第一代晶硅与第二代硅薄膜的优势,具有转换效率高、温度系数低等特点,特别是双面的异质结太阳能电池转换效率可以达到26%以上,具有广阔的市场前景。
2、在异质结太阳能电池制造中,需要通过等离子增强化学气相沉积(plasmaenhanced chemical vapor deposition,pecvd)设备进行pecvd工艺,在硅片上沉积p型非晶硅、n型非晶硅以及本征i型非晶硅薄膜。pecvd设备会在其pecvd反应腔之前设置有加载(load lock in;lli)腔,在其之后设置有卸载(load lock out;llo)腔,承载有硅片的托盘或载板进入常压下的lli腔,然后对lli腔抽真空后,开启pecvd反应腔将托盘从lli腔传送至其中。完成pecvd工艺后,开启同样处于真空状态的llo腔将托盘从pecvd反应腔传送至llo腔中。lli腔和llo腔的设置可避免pecvd反应腔频繁破真空。
3、随着异质结太阳能电池产能的增加,lli腔和llo腔的体积也大幅增加,通过泵对腔体抽真空(pump)和破真空(vent)的压力也随之增大。缓建泵抽真空和破真空的压力的解决方式有以下三种:方式一,更换更大泵速的泵;方式二,增加泵的抽取时长;方式三,为确保腔内托盘正常传送,在维持lli腔和llo腔的整体尺寸不变的前提下,减小lli腔和llo腔的有效体积。
4、上述方式二会影响生产节拍,导致产能降低而不具有实用性。方式一以及方式三均会导致成本增加,但方式一的成本增加会大于方式三。方式三可采用实心不锈钢板或实心铝板对lli腔和llo腔进行填充,但实心不锈钢板或实心铝板造价仍然太高,若采用空心钢板或空心铝板能有效降低成本,但需确保其在对lli腔和llo腔抽真空时能维持空心钢板或空心铝板的密封性。
5、因此,如何提供一种造价低廉、加工简单、安装维护方便的腔体填充板以及加载/卸载腔,已成为业内亟待解决的技术问题。
技术实现思路
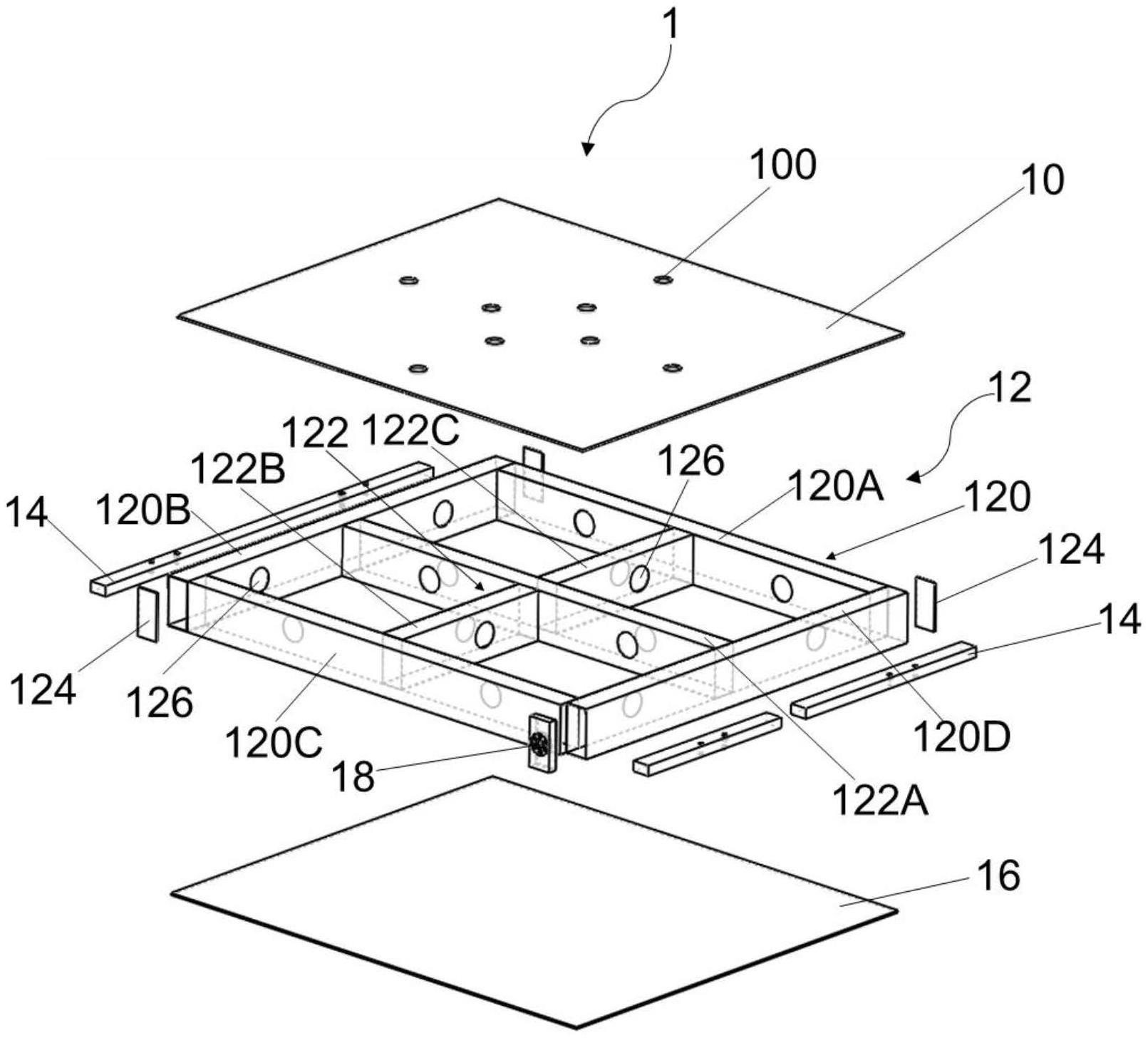
1、针对现有技术的上述问题,本实用新型提出了一种腔体填充板,所述腔体填充板包括上盖、下盖以及密封焊接在上盖与下盖之间、由多根方管焊接而成的中间件,所述中间件两侧设置有安装件,所述中间件在其内侧壁上开设有通孔,在其外侧壁上开设有用于对所述腔体填充板进行检漏的检漏孔,所述检漏孔上设置有封堵件。
2、在一实施例中,所述中间件包括外框以及设置在外框内的十字肋,所述外框由4根长方管首尾焊接而成,所述十字肋由1根长方管与2根短方管焊接而成或由4根短方管焊接而成,所述长方管的长度为所述短方管的长度的2倍。
3、在一实施例中,所述外框的4根长方管中的2根相对的长方管的端部由另外2根相对的长方管封闭,未封闭的长方管端部由端盖焊接封闭。
4、在一实施例中,所述外框的4根长方管在其内侧壁上的方管焊接位置两侧分别开设有通孔,所述十字肋的每根短方管上开设有相对的2个通孔,所述十字肋的长方管在其侧壁上的方管焊接位置两侧分别开设有相对的2个通孔。
5、在一实施例中,所述上盖上针对所述十字肋开设有多个焊孔,多个焊点设置在多个焊孔中且将所述上盖焊接在所述十字肋上。
6、在一实施例中,所述中间件的多根方管的顶壁焊接在所述上盖上,其底壁焊接在所述下盖上。
7、在一实施例中,所述上盖、中间件以及下盖分别为不锈钢上盖、不锈钢中间件以及不锈钢下盖,所述多根方管为多根不锈钢方管。
8、本实用新型还提供一种加载/卸载腔,其包括位于腔体中部的腔体填充板,所述腔体填充板为上述任一项所述的腔体填充板。
9、在一实施例中,所述腔体中部两侧对应安装件设置有安装座,所述安装件通过固定件安装在所述安装座上。
10、在一实施例中,述加载/卸载腔包括上层机械手以及下层机械手,所述腔体填充板设置在上层机械手与下层机械手之间。
11、与现有技术中实心不锈钢板或实心铝板造价高相比,本实用新型的腔体填充板包括上盖、下盖以及密封焊接在上盖与下盖之间、由多根方管焊接而成的中间件,所述中间件两侧设置有安装件,所述中间件在其内侧壁上开设有通孔,在其外侧壁上开设有用于对所述腔体填充板进行检漏的检漏孔,所述检漏孔上设置有封堵件。本实用新型的腔体填充板造价低廉、加工简单、安装维护方便。
技术特征:
1.一种腔体填充板,其特征在于,所述腔体填充板包括上盖、下盖以及密封焊接在上盖与下盖之间、由多根方管焊接而成的中间件,所述中间件两侧设置有安装件,所述中间件在其内侧壁上开设有通孔,在其外侧壁上开设有用于对所述腔体填充板进行检漏的检漏孔,所述检漏孔上设置有封堵件。
2.根据权利要求1所述的腔体填充板,其特征在于,所述中间件包括外框以及设置在外框内的十字肋,所述外框由4根长方管首尾焊接而成,所述十字肋由1根长方管与2根短方管焊接而成或由4根短方管焊接而成,所述长方管的长度为所述短方管的长度的2倍。
3.根据权利要求2所述的腔体填充板,其特征在于,所述外框的4根长方管中的2根相对的长方管的端部由另外2根相对的长方管封闭,未封闭的长方管端部由端盖焊接封闭。
4.根据权利要求2所述的腔体填充板,其特征在于,所述外框的4根长方管在其内侧壁上的方管焊接位置两侧分别开设有通孔,所述十字肋的每根短方管上开设有相对的2个通孔,所述十字肋的长方管在其侧壁上的方管焊接位置两侧分别开设有相对的2个通孔。
5.根据权利要求2所述的腔体填充板,其特征在于,所述上盖上针对所述十字肋开设有多个焊孔,多个焊点设置在多个焊孔中且将所述上盖焊接在所述十字肋上。
6.根据权利要求1所述的腔体填充板,其特征在于,所述中间件的多根方管的顶壁焊接在所述上盖上,其底壁焊接在所述下盖上。
7.根据权利要求1所述的腔体填充板,其特征在于,所述上盖、中间件以及下盖分别为不锈钢上盖、不锈钢中间件以及不锈钢下盖,所述多根方管为多根不锈钢方管。
8.一种加载/卸载腔,其包括位于腔体中部的腔体填充板,其特征在于,所述腔体填充板为权利要求1至7中任一项所述的腔体填充板。
9.根据权利要求8所述的加载/卸载腔,其特征在于,所述腔体中部两侧对应安装件设置有安装座,所述安装件通过固定件安装在所述安装座上。
10.根据权利要求8所述的加载/卸载腔,其特征在于,所述加载/卸载腔包括上层机械手以及下层机械手,所述腔体填充板设置在上层机械手与下层机械手之间。
技术总结
本技术提供腔体填充板以及加载/卸载腔。所述腔体填充板包括上盖、下盖以及密封焊接在上盖与下盖之间、由多根方管焊接而成的中间件,所述中间件两侧设置有安装件,所述中间件在其内侧壁上开设有通孔,在其外侧壁上开设有用于对所述腔体填充板进行检漏的检漏孔,所述检漏孔上设置有封堵件。本技术的腔体填充板造价低廉、加工简单、安装维护方便。
技术研发人员:刘彦斌,孙晓晟
受保护的技术使用者:理想万里晖半导体设备(上海)股份有限公司
技术研发日:20230216
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!