极耳焊接装置的制作方法
本技术涉及锂电池生产制造装备,尤其涉及一种极耳焊接装置。
背景技术:
1、锂电池生产制造装备技术领域对电池生产的安全性要求极高,例如锂电池需要将极耳与基材焊接到一起,极耳是从电芯中的正负极引出来的金属导电体,即锂离子动力电池成形的正负极,用来作为电池充放电时的接触点,因此极耳必须和电芯极片充分焊接在一起。目前将极耳切断并将其输送至焊接工位过程中,由于极耳软,因此在其传送过程中,易出现极耳堵塞,从而造成影响极耳传送效率和稳定性的问题。
技术实现思路
1、本实用新型的目的在于提供一种极耳焊接装置,能够提高极耳的传送效率和稳定性,避免极耳在传输过程中堵塞。
2、如上构思,本实用新型所采用的技术方案是:
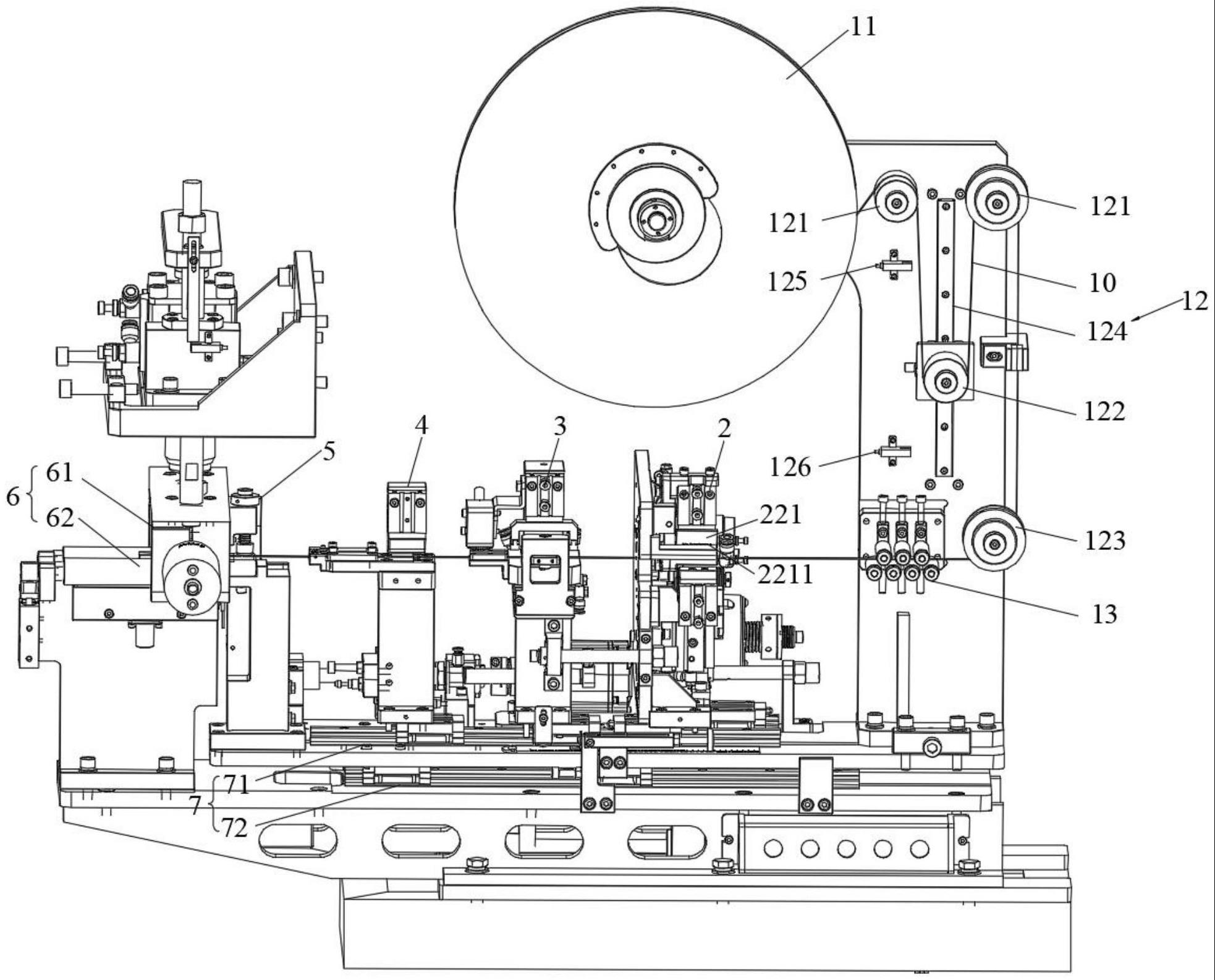
3、极耳焊接装置,包括依次设置的放料机构、贴胶机构、辊胶机构、送进机构、裁切机构及焊接机构,极耳经过所述放料机构、所述贴胶机构、所述辊胶机构、所述送进机构及所述裁切机构后至所述焊接机构,且所述焊接机构对所述极耳的首端与极片焊接时,所述裁切机构裁切所述极耳;
4、所述放料机构包括极耳放料盘、重锤组件和抚平组件,所述重锤组件包括上辊和重锤,所述重锤滑动设置于所述上辊的下方,所述极耳的一端缠绕于所述极耳放料盘上,另一端穿过所述抚平组件且被所述送进机构拉动,所述极耳的中段缠绕于所述重锤和所述上辊,所述送进机构拉动所述极耳,以使所述重锤靠近所述上辊,所述极耳放料盘释放所述极耳,以使所述重锤远离所述上辊。
5、作为极耳焊接装置的一种优选方案,所述贴胶机构包括胶带放料盘、拉胶件、胶带切刀和贴胶台,所述拉胶件用于将缠绕于所述胶带放料盘上的胶带的首端拉至所述贴胶台上,且位于所述极耳的下方,所述胶带切刀位于所述贴胶台和所述拉胶件之间,所述胶带切刀用于切断所述胶带。
6、作为极耳焊接装置的一种优选方案,所述贴胶机构还包括检测组件,所述检测组件包括检测开关、摆臂导向辊、第一过辊和第二过辊,所述第一过辊和所述第二过辊分别位于所述摆臂导向辊的两侧且位于所述摆臂导向辊的上方,所述胶带的首端依次经过所述第一过辊、所述摆臂导向辊以及所述第二过辊至所述拉胶件,所述胶带未经过所述第一过辊,所述摆臂导向辊触发所述检测开关。
7、作为极耳焊接装置的一种优选方案,所述检测组件还包括第一限位凸起,所述第一限位凸起位于所述摆臂导向辊靠近所述第一过辊的一侧,所述第一限位凸起用于限制所述摆臂导向辊摆向所述第一过辊一侧的角度。
8、作为极耳焊接装置的一种优选方案,所述检测组件还包括第二限位凸起,所述第二限位凸起位于所述摆臂导向辊靠近所述第二过辊的一侧,所述第二限位凸起用于限制所述摆臂导向辊与所述检测开关之间的最短距离。
9、作为极耳焊接装置的一种优选方案,所述辊胶机构包括辊胶底板和辊胶辊,所述辊胶底板上设置有吹气孔,所述极耳具有沿自身厚度方向相对设置的第一面和第二面,所述极耳的第一面抵接所述辊胶底板,所述吹气孔用于使未与所述第一面贴合的所述胶带远离所述辊胶底板,所述辊胶辊沿垂直所述极耳的长度方向来回滚动,以使垂直所述极耳的长度方向两侧的所述胶带与所述第二面贴合。
10、作为极耳焊接装置的一种优选方案,所述辊胶机构还包括颜色传感器,所述颜色传感器用于检测所述胶带是否粘贴于所述第二面。
11、作为极耳焊接装置的一种优选方案,所述送进机构包括压料件和送进底座,所述压料件用于从所述极耳的厚度方向两侧夹持所述极耳,所述送进底座用于带动所述压料件相对所述焊接机构移动。
12、作为极耳焊接装置的一种优选方案,所述裁切机构包括极耳切刀、防震块和裁切底座,所述防震块用于抵压所述极耳于所述裁切底座上,所述极耳刀裁切被固定的所述极耳。
13、作为极耳焊接装置的一种优选方案,所述焊接机构包括上焊膜和下焊膜,所述上焊膜和所述下焊膜之间夹持所述极耳的首端和所述极片,以焊接所述极耳和所述极片。
14、本实用新型的有益效果为:
15、本实用新型提出一种极耳焊接装置,包括依次设置的放料机构、贴胶机构、辊胶机构、送进机构、裁切机构以及焊接机构,极耳依次经过前述放料机构、贴胶机构、辊胶机构、送进机构以及裁切机构后将伸入焊接机构,且焊接机构对极耳的首端与极片焊接时,裁切机构裁切极耳,因极耳在被焊接过程中其一端被焊接机构固定,另一端被裁切机构固定,所以极耳在这一过程中不易发生移动,可保证焊接和裁切位置的精准度。另外,放料机构包括极耳放料盘、重锤组件和抚平组件,重锤组件包括上辊和重锤,重锤滑动设置于上辊的下方,极耳的一端缠绕于极耳放料盘上,极耳的另一端穿过抚平组件且被送进机构拉动,而极耳的中段则缠绕于重锤和上辊。通过滑动设置的重锤可对极耳的张紧力进行调整,因极耳通过极耳放料盘间歇放料,因此当极耳放料盘释放极耳时,重锤向下滑动以使极耳张紧,避免极耳在输送中产生堵塞,而当极耳被送进机构拉动时,重锤则向上滑动以减小抚平组件和极耳放料盘之间极耳的长度,以使极耳的张紧力始终处于一预设范围,以此保证极耳的传送效率和稳定性。
技术特征:
1.极耳焊接装置,其特征在于,包括依次设置的放料机构(1)、贴胶机构(2)、辊胶机构(3)、送进机构(4)、裁切机构(5)及焊接机构(6),极耳(10)经过所述放料机构(1)、所述贴胶机构(2)、所述辊胶机构(3)、所述送进机构(4)及所述裁切机构(5)后至所述焊接机构(6),且所述焊接机构(6)对所述极耳(10)的首端与极片焊接时,所述裁切机构(5)裁切所述极耳(10);
2.根据权利要求1所述的极耳焊接装置,其特征在于,所述贴胶机构(2)包括胶带放料盘(21)、拉胶件(22)、胶带切刀(23)和贴胶台(241),所述拉胶件(22)用于将缠绕于所述胶带放料盘(21)上的胶带(20)的首端拉至所述贴胶台(241)上,且位于所述极耳(10)的下方,所述胶带切刀(23)位于所述贴胶台(241)和所述拉胶件(22)之间,所述胶带切刀(23)用于切断所述胶带(20)。
3.根据权利要求2所述的极耳焊接装置,其特征在于,所述贴胶机构(2)还包括检测组件(25),所述检测组件(25)包括检测开关(251)、摆臂导向辊(252)、第一过辊(253)和第二过辊(254),所述第一过辊(253)和所述第二过辊(254)分别位于所述摆臂导向辊(252)的两侧且位于所述摆臂导向辊(252)的上方,所述胶带(20)的首端依次经过所述第一过辊(253)、所述摆臂导向辊(252)以及所述第二过辊(254)至所述拉胶件(22),所述胶带(20)未经过所述第一过辊(253),所述摆臂导向辊(252)触发所述检测开关(251)。
4.根据权利要求3所述的极耳焊接装置,其特征在于,所述检测组件(25)还包括第一限位凸起(255),所述第一限位凸起(255)位于所述摆臂导向辊(252)靠近所述第一过辊(253)的一侧,所述第一限位凸起(255)用于限制所述摆臂导向辊(252)摆向所述第一过辊(253)一侧的角度。
5.根据权利要求3所述的极耳焊接装置,其特征在于,所述检测组件(25)还包括第二限位凸起(256),所述第二限位凸起(256)位于所述摆臂导向辊(252)靠近所述第二过辊(254)的一侧,所述第二限位凸起(256)用于限制所述摆臂导向辊(252)与所述检测开关(251)之间的最短距离。
6.根据权利要求2所述的极耳焊接装置,其特征在于,所述辊胶机构(3)包括辊胶底板(31)和辊胶辊(32),所述辊胶底板(31)上设置有吹气孔(311),所述极耳(10)具有沿自身厚度方向相对设置的第一面和第二面,所述极耳(10)的第一面抵接所述辊胶底板(31),所述吹气孔(311)用于使未与所述第一面贴合的所述胶带(20)远离所述辊胶底板(31),所述辊胶辊(32)沿垂直所述极耳(10)的长度方向来回滚动,以使垂直所述极耳(10)的长度方向两侧的所述胶带(20)与所述第二面贴合。
7.根据权利要求6所述的极耳焊接装置,其特征在于,所述辊胶机构(3)还包括颜色传感器(33),所述颜色传感器(33)用于检测所述胶带(20)是否粘贴于所述第二面。
8.根据权利要求1所述的极耳焊接装置,其特征在于,所述送进机构(4)包括压料件(41)和送进底座(42),所述压料件(41)用于从所述极耳(10)的厚度方向两侧夹持所述极耳(10),所述送进底座(42)用于带动所述压料件(41)相对所述焊接机构(6)移动。
9.根据权利要求1所述的极耳焊接装置,其特征在于,所述裁切机构(5)包括极耳切刀(51)、防震块(52)和裁切底座(53),所述防震块(52)用于抵压所述极耳(10)于所述裁切底座(53)上,所述极耳切刀(51)裁切被固定的所述极耳(10)。
10.根据权利要求1所述的极耳焊接装置,其特征在于,所述焊接机构(6)包括上焊膜(61)和下焊膜(62),所述上焊膜(61)和所述下焊膜(62)之间夹持所述极耳(10)的首端和所述极片,以焊接所述极耳(10)和所述极片。
技术总结
本技术涉及锂电池生产制造装备技术领域,公开了一种极耳焊接装置,包括放料机构、贴胶机构、辊胶机构、送进机构、裁切机构和焊接机构,极耳依次经过前述放料机构、贴胶机构、辊胶机构、送进机构和裁切机构后将伸入焊接机构,且焊接机构对极耳的首端与极片焊接时,裁切机构裁切极耳。放料机构包括极耳放料盘、重锤组件和抚平组件,重锤组件包括上辊和重锤,重锤滑动设置于上辊的下方,极耳的一端缠绕于极耳放料盘上,极耳的另一端穿过抚平组件且被送进机构拉动,而极耳的中段则缠绕于重锤和上辊。通过滑动设置的重锤可对极耳的张紧力进行调整,以避免极耳软而导致其在传送过程中出现堵塞,从而造成影响极耳传送效率和稳定性的问题。
技术研发人员:谢明,任玉壮,张泽凯
受保护的技术使用者:廊坊兴能智能装备有限公司
技术研发日:20230217
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!