一种电芯入壳预压整形装置的制作方法
本技术涉及电池制造,尤其涉及一种电芯入壳预压整形装置。
背景技术:
1、二次圆柱型电池至少包括正极柱、集流盘及电芯,以上收容于所述壳体中,而电芯集流盘入壳后,电芯和集流盘的安装平整度会直接影响集流盘与侧壁的焊接质量,而且在电池顶盖的装配中也至关重要,目前集流盘主要依靠手动按压完成电芯入壳。由于手动按压完成入壳,容易导致集流盘与电芯极耳激光焊点的脱落,导致电连接不良,其次,手动按压入壳,集流盘入壳后平整度较差,与所述壳体侧壁激光焊接导致焊接爆点,导致电池报废;最后,由于集流盘平整度较差,顶盖无法压紧导致顶盖焊接难度大,焊接效率低的缺陷。
2、因此,有必要开发一种电芯入壳预压整形装置,让集流盘和电芯柱平整的安装到所述壳体内,从而提高焊接效率。
技术实现思路
1、本实用新型的目的在于提供一种电芯入壳预压整形装置,由电芯柱和激励盘焊接而成的电芯平整的装配到壳体内,从而降低壳体和顶盖的焊接难度,提高装配效率。
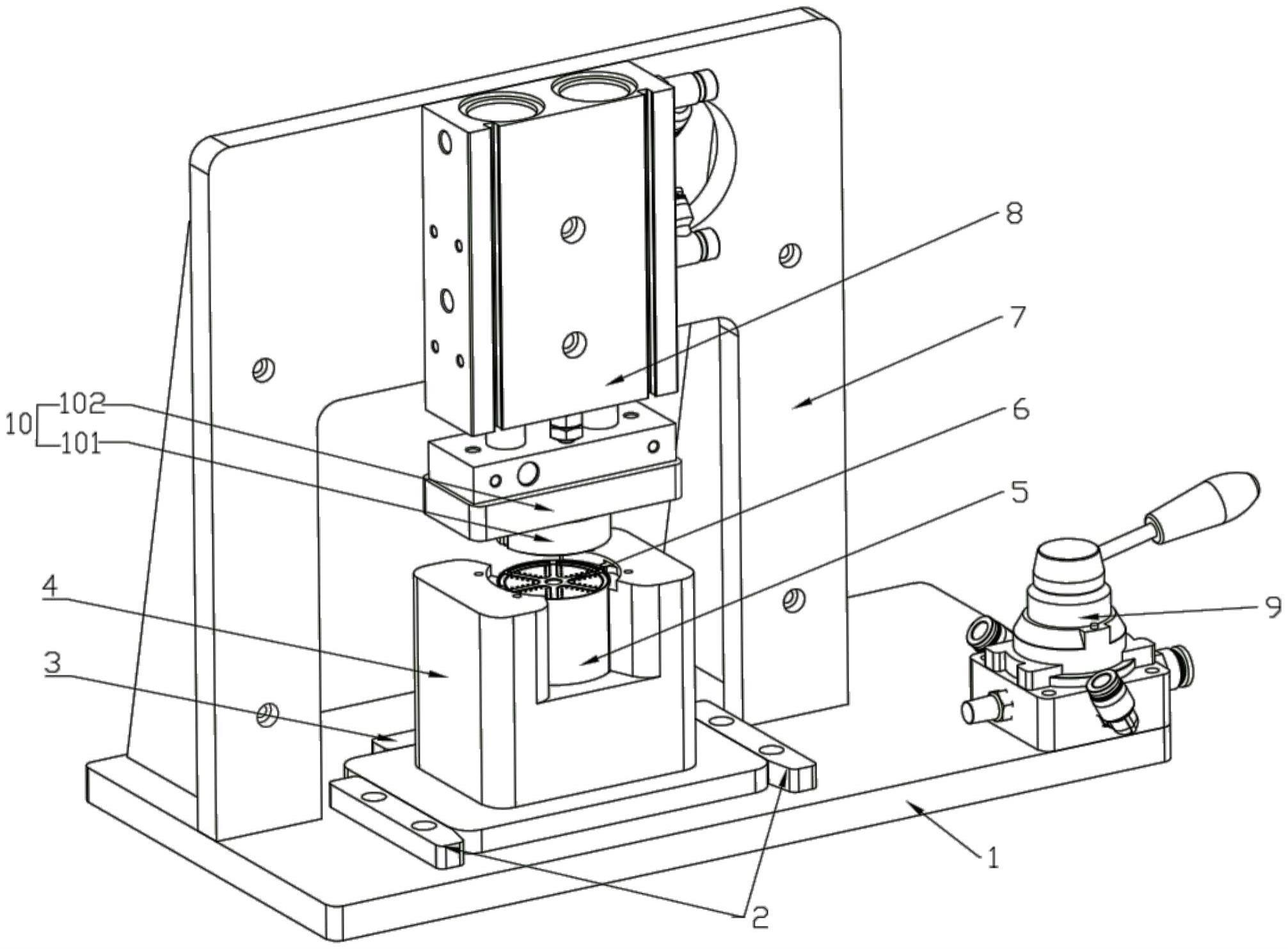
2、一种电芯入壳预压整形装置,包括动力机构、压紧机构和定位工装,所述定位工装内叠加放置有电芯和壳体,且所述定位工装设置在所述压紧机构的下方,用于将叠加放置的电芯和所述壳体对准所述压紧机构,所述电芯包括电芯柱,以及固定在所述电芯柱两端的集流盘,所述压紧机构活动设置在所述动力机构底部,用于将叠加放置的所述电芯和所述壳体压紧并装配,以保持所述集流盘和所述电芯柱在所述壳体内平整。
3、本实用新型的有益效果在于:通过上述技术特征,该装置保证了集流盘和电芯柱在所述壳体内的安装平整度,从而降低了顶盖和所述壳体的装配焊接难度,达到了提高焊接良率和焊接效率的有益效果。
4、一种可能的实施例中,所述压紧机构包括集流盘压紧块,所述集流盘压紧块用于将所述集流盘压入所述壳体内。通过集流盘压紧块可防止集流盘与电芯柱极耳的激光焊点脱落,从而避免了电连接不良的有益效果。
5、另一种可能的实施例中,所述集流盘压紧块上开设有定位缺口,所述定位缺口用于对应所述集流盘缺口,定位所述集流盘压紧块对所述集流盘的压紧位置。通过集流盘上开设的定位缺口,在定位工装内放入壳体和电芯的时候,可定位电芯的放置角度,从而由集流盘和电芯柱组成的电芯平整的装配到壳体内,达到了提高装配效率的有益效果。
6、一种可能的实施例中,所述集流盘压紧块包括扇形凸台,所述扇形凸台用于配合所述集流盘凹槽,保证所述集流盘压紧后的平整度。通过集流盘压紧块上的扇形凸台对位集流盘上的凹槽,在压紧装配过程中,装置电芯的转动或移动,从而保证了装配精度,达到了提高焊接效率的有益效果。
7、另一种可能的实施例中,所述集流盘压紧块还包括限位凸台,所述限位凸台用于防止所述集流盘过压变形。通过限位凸台的过压保护,提高了电芯和壳体的装配效率的有益效果。
8、一种可能的实施例中,所述定位工装底部设置有底板,所述底板上设置有安装板,且所述安装板和所述定位工装平行设置,且所述动力机构设置在所述安装板上。通过安装板和动力机构的上述设置,达到了把定位工装内放置的零件能够压紧装配的有益效果。
9、另一种可能的实施例中,所述底板顶部还设置有至少两块第一限位块,所述第一限位块用于限位所述定位工装左右移动。通过上述第一限位块,避免了定位工装的移位,从而保证了电芯和壳体装配精度,从而提高了后续电池整体的焊接和装配的效率。
10、一种可能的实施例中,所述底板顶部还设置有第二限位块,所述第二限位块用于限位所述定位工装往安装板移动。通过上述第二限位块和第一限位块的配合限位,避免了定位工装的移位,从而保证了电芯和壳体装配精度,从而提高了后续电池整体的焊接和装配的效率。
11、另一种可能的实施例中,所述底板顶部还设置有控制阀,所述控制阀控制所述动力机构的运行。通过控制阀可精确控制动力机构的压紧运行,从而提高了电芯壳的装配精度,达到了提高后续装配焊接的效率的有益效果。
12、一种可能的实施例中,所述动力机构为预压气缸,所述预压气缸用于为所述集流盘压紧块提供动力。通过上述预压气缸提供联动压紧,降低了集流盘上的焊点脱落几率,提高了电连接的稳定性的有益效果。
技术特征:
1.一种电芯入壳预压整形装置,其特征在于,包括:动力机构、压紧机构和定位工装;
2.根据权利要求1所述的预压整形装置,其特征在于,所述压紧机构包括集流盘压紧块,所述集流盘压紧块用于将所述集流盘压入所述壳体内。
3.根据权利要求2所述的预压整形装置,其特征在于,所述集流盘压紧块上开设有定位缺口,所述定位缺口用于对应所述集流盘缺口,定位所述集流盘压紧块对所述集流盘的压紧位置。
4.根据权利要求3所述的预压整形装置,其特征在于,所述集流盘压紧块包括扇形凸台,所述扇形凸台用于配合所述集流盘凹槽,保证所述集流盘压紧后的平整度。
5.根据权利要求2所述的预压整形装置,其特征在于,所述集流盘压紧块还包括限位凸台,所述限位凸台用于防止所述集流盘过压变形。
6.根据权利要求5所述的预压整形装置,其特征在于,所述定位工装底部设置有底板,所述底板上设置有安装板,且所述安装板和所述定位工装平行设置,且所述动力机构设置在所述安装板上。
7.根据权利要求6所述的预压整形装置,其特征在于,所述底板顶部还设置有至少两块第一限位块,所述第一限位块用于限位所述定位工装左右移动。
8.根据权利要求7所述的预压整形装置,其特征在于,所述底板顶部还设置有第二限位块,所述第二限位块用于限位所述定位工装往安装板移动。
9.根据权利要求8所述的预压整形装置,其特征在于,所述底板顶部还设置有控制阀,所述控制阀控制所述动力机构的运行。
10.根据权利要求9所述的预压整形装置,其特征在于,所述动力机构为预压气缸,所述预压气缸用于为所述集流盘压紧块提供动力。
技术总结
本技术提供了一种电芯入壳预压整形装置,动力机构、压紧机构和定位工装;所述定位工装内叠加放置有电芯和壳体,且所述定位工装设置在所述压紧机构的下方,用于将叠加放置的电芯和所述壳体对准所述压紧机构;所述电芯包括电芯柱,以及固定在所述电芯柱两端的集流盘;所述压紧机构活动设置在所述动力机构底部,用于将叠加放置的所述电芯和所述壳体压紧并装配,以保持所述集流盘和所述电芯柱在所述壳体内平整,通过上述技术特征,该装置保证了集流盘和电芯柱在所述壳体内的安装平整度,从而降低了顶盖和所述壳体的装配焊接难度,达到了提高焊接良率和焊接效率。
技术研发人员:李彦辉
受保护的技术使用者:上海兰钧新能源科技有限公司
技术研发日:20230222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!