电池的制作方法
本技术涉及一种电池。
背景技术:
1、大圆柱锂电池具有标准化、一致性及安全性等优势,已被广泛地应用到汽车上,作为动力电池使用,同时也对大圆柱锂电池提出了更高的要求。例如需要大圆柱锂电池达到更高的质量能量密度、更高的生产效率、更低的生产成本以及更高的安全性等。目前,大圆柱电池两端分别为正极和负极,当电池使用环境要求竖立放置时,电池的芯包组件的重量均压在电池底部的结构上,而电池底部主要是负极连接片和防爆阀,负极连接片与芯包的下端极耳焊接,负极连接片在长期受压的情况下,会出现向下变形,有的甚至触接防爆阀,导致防爆阀的误开启。负极连接片长期受压,也会导致负极连接片与芯包的下端极耳焊接的位置脱落,由此降低电池的能量密度。当电池在振动环境下使用时,上述缺陷尤其明显。
技术实现思路
1、本实用新型要解决的技术问题是为了克服现有技术中的芯包组件缺乏有效支撑导致电池的可靠性低的缺陷,提供一种电池。
2、本实用新型是通过下述技术方案来解决上述技术问题:
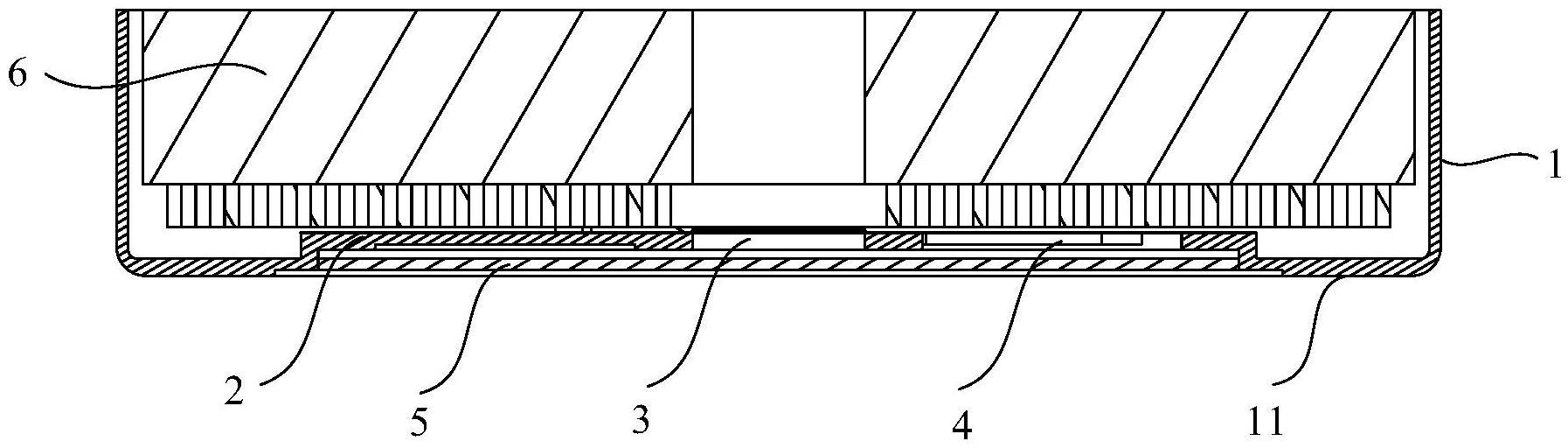
3、一种电池,所述电池包括中空的壳体、负极连接片和支撑件,所述支撑件设于所述壳体的内部且连接于所述壳体的下端,所述支撑件位于所述负极连接片的下方,所述支撑件的上表面抵接于所述负极连接片。
4、在本方案中,该电池在负极连接片的下方增设支撑件,支撑件抵接于负极连接片,支撑件对芯包以及芯包内的电解液起到垂直方向的支撑作用,防止芯包中部塌陷,由此导致芯包的上下极耳分别与负极连接片和正极连接片的焊接位置部分失效,防止电池性能下降,由于负极连接片无需承受芯包的重量,因此负极连接片可设置得更薄,节省内部空间,也便于与极耳焊接,提高焊接质量。
5、较佳地,所述支撑件的四周边缘焊接于所述壳体的内壁。
6、在本方案中,采用上述结构形式,增加支撑件与壳体的连接强度,提高支撑效果。
7、较佳地,所述支撑件与所述壳体一体成型。
8、在本方案中,采用上述结构形式,省去了支撑件与壳体的焊接步骤,相应地也减少了焊接部位,简化了制作工艺,提升了装配效率,也提高了支撑件与壳体连接质量。
9、较佳地,所述支撑件包括支撑环和支撑梁,所述支撑梁的两端分别连接于所述支撑环和所述壳体,多个所述支撑梁沿所述支撑环的周向方向间隔设置。
10、在本方案中,采用上述结构形式,减轻支撑件的重量,简化结构设置,也使得芯包受力均匀,提高支撑效果,同时也便于利用支撑环中部或支撑梁之间的孔进行注液或排气,无需再单独开孔。
11、较佳地,所述支撑件的上表面焊接于所述负极连接片的下表面。
12、在本方案中,采用上述结构形式,也便于固定负极连接片,提高固定效果,也便于芯包负极的极耳与壳体导通,提高导通效果。
13、较佳地,所述支撑件上设置有至少一个通孔。
14、在本方案中,通孔用于往芯包内注入电解液,也便于利用该通孔排气。
15、较佳地,所述通孔包括工艺孔和透气孔,所述工艺孔设于所述支撑件的中部,多个所述透气孔环绕所述工艺孔设置。
16、在本方案中,采用上述结构形式,便于往芯包内注入电解液,也便于排气。
17、较佳地,所述电池还包括防爆阀,所述防爆阀安装于所述壳体且位于所述支撑件的下方。
18、在本方案中,设置防爆阀,防止电池膨胀爆炸,提高安全性。当壳体内的压力超过预设压力时,防爆阀打开排气,达到快速泄压的目的,防止电池爆炸,提高安全性。
19、较佳地,所述支撑件与所述防爆阀不接触。
20、在本方案中,采用上述结构形式,使得在防爆阀和支撑件保留有间隙,不让防爆阀受力,以免防爆阀失效,也防止支撑件触碰防爆阀,导致防爆阀的误开启,提高安全性。
21、较佳地,所述电池还包括芯包,所述芯包安装于所述壳体的内部,所述芯包的下端极耳焊接于所述负极连接片的上表面。
22、在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
23、本实用新型的积极进步效果在于:该电池在负极连接片的下方增设支撑件,支撑件抵接于负极连接片,支撑件对芯包以及芯包内的电解液起到垂直方向的支撑作用,防止芯包中部塌陷,由此导致芯包的上下极耳分别与负极连接片和正极连接片的焊接位置部分失效,防止电池性能下降,由于负极连接片无需承受芯包的重量,因此负极连接片可设置得更薄,节省内部空间,也便于与极耳焊接,提高焊接质量。
技术特征:
1.一种电池,其特征在于,所述电池包括中空的壳体、负极连接片和支撑件,所述支撑件设于所述壳体的内部且连接于所述壳体的下端,所述支撑件位于所述负极连接片的下方,所述支撑件的上表面抵接于所述负极连接片。
2.如权利要求1所述的电池,其特征在于,所述支撑件的四周边缘焊接于所述壳体的内壁。
3.如权利要求1所述的电池,其特征在于,所述支撑件与所述壳体一体成型。
4.如权利要求1所述的电池,其特征在于,所述支撑件包括支撑环和支撑梁,所述支撑梁的两端分别连接于所述支撑环和所述壳体,多个所述支撑梁沿所述支撑环的周向方向间隔设置。
5.如权利要求1所述的电池,其特征在于,所述支撑件的上表面焊接于所述负极连接片的下表面。
6.如权利要求1所述的电池,其特征在于,所述支撑件上设置有至少一个通孔。
7.如权利要求6所述的电池,其特征在于,所述通孔包括工艺孔和透气孔,所述工艺孔设于所述支撑件的中部,多个所述透气孔环绕所述工艺孔设置。
8.如权利要求1所述的电池,其特征在于,所述电池还包括防爆阀,所述防爆阀安装于所述壳体且位于所述支撑件的下方。
9.如权利要求8所述的电池,其特征在于,所述支撑件与所述防爆阀不接触。
10.如权利要求1-9中任一项所述的电池,其特征在于,所述电池还包括芯包,所述芯包安装于所述壳体的内部,所述芯包的下端极耳焊接于所述负极连接片的上表面。
技术总结
本技术公开了一种电池,所述电池包括中空的壳体、负极连接片和支撑件,所述支撑件设于所述壳体的内部且连接于所述壳体的下端,所述支撑件位于所述负极连接片的下方,所述支撑件的上表面抵接于所述负极连接片。该电池在负极连接片的下方增设支撑件,支撑件抵接于负极连接片,支撑件对芯包以及芯包内的电解液起到垂直方向的支撑作用,防止芯包中部塌陷,由此导致芯包的上下极耳分别与负极连接片和正极连接片的焊接位置部分失效,防止电池性能下降,由于负极连接片无需承受芯包的重量,因此负极连接片可设置得更薄,节省内部空间,也便于与极耳焊接,提高焊接质量。
技术研发人员:吴迪,姜俊杰,陶亮,渠雁晓,张夜
受保护的技术使用者:中化扬州锂电科技有限公司
技术研发日:20230303
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!