一种用于电池真空化成的残液收集杯及真空吸嘴的制作方法
本技术涉及电池生产设备,尤其涉及一种用于电池真空化成的残液收集杯及真空吸嘴。
背景技术:
1、锂离子电池作为新能源产业发展的基础产业,已经应用在新能源产业的各行各业。无论在储能领域还是动力电池领域铝壳锂离子电池都是首选的类型,其主要原因在于,铝壳电池加工工艺较软包电池简单,铝壳散热性能更好,电池使用更加安全,电池壳体具有足够强度,拥有足够的耐候性等特点。
2、目前铝壳动力电池生产基本都是将电芯装配完毕后、经过烘烤、注液、化成后分容,得到最终的电池产品。在这些制备流程中,铝壳电芯化成阶段基本都是采用真空环境下化成,这是为了确保电芯在化成阶段能够迅速排出废气,保证壳体不变形,确保卷芯内部极片排列规整。目前行业通用的铝壳电池真空化成过程,是采用胶质真空嘴将电芯注液孔与真空管连接,实现真空化成。
3、这种传统的化成过程,随着废气的抽出,会有部分电解液随废气一起被抽出,进入到真空管路中,随着废气排出压力的逐渐减小,真空管道壁上的电解液回流到电池盖板上,若真空管中的电解液量比较大,则会有一些电解液沿盖板流入防爆阀中,造成防爆阀的腐蚀和污染,以及电池壳体和盖板的腐蚀和污染。这种传统的真空化成方式,一般会造成6.5-10%的电池降级为b品或c品。这种腐蚀损失是行业的一个普遍现象。
技术实现思路
1、为解决背景技术中存在的技术问题,本实用新型提出一种用于电池真空化成的残液收集杯及真空吸嘴。
2、本实用新型提出的一种用于电池真空化成的残液收集杯,包括杯体,所述杯体具有容纳部和连接部,所述容纳部具有容纳腔、连通孔,所述连通孔与所述容纳腔连通,所述连接部安装在所述容纳部上并与所述容纳腔连通,所述连接部延伸至电池的注液孔内,且所述连接部位于所述连通孔的下方。
3、需要说明的是,该容纳腔可以为圆柱形也可以为锥形等形状。
4、优选的,所述容纳腔具有底面和侧面,所述容纳腔的底面面积和/或侧面面积比所述连接部与所述容纳部连接位置处横截面面积大。
5、优选的,所述容纳腔具有储液部,所述储液部与所述连接部连通的位置高于所述储液部的底面。
6、优选的,所述连接部设在所述容纳腔的底部。
7、优选的,所述容纳腔包括相互连通的第一连通部和第二连通部,所述储液部位于所述第一连通部和所述第二连通部之间,所述第一连通部与所述连接部连通,所述第二连通部与所述连通孔连通,所述储液部位于所述第二连通部的下方,所述第一连通部和所述第二连通部连通位置高于所述储液部的底面。
8、优选的,所述连接部设在所述容纳腔的侧部,且所述连接部与所述容纳腔连接位置与所述容纳腔的底面形成储液距离。
9、一种用于电池真空化成的真空吸嘴,包括上述的收集杯和吸嘴本体,其中,所述吸嘴本体具有吸附盘,吸附盘吸附在电池上,所述收集杯的杯体位于所述吸附盘内部。
10、在一些技术方案中优选的,所述杯体的上表面到所述吸附盘的内顶面具有气体流道,即杯体与吸附盘为两个相互独立的部件,在安装过程中先将收集杯安装在注液孔上,然后将吸附盘吸附在电池上,在负压抽取电池电芯中的气体过程中电芯中的液体排至收集杯内并分布在容纳腔的内壁,且吸附盘与电池的吸附更加紧密,技术方案中(没有储液部的技术方案),且收集杯中的电解液部分回流至电芯中。
11、本实用新型中,所提出的用于电池真空化成的残液收集杯及真空吸嘴,该残液收集杯在电池真空化成过程中储存电池电芯的多余的电解液,在真空化成结束后残液收集杯中的电解液可以回流至电芯中,在一些优选的技术方案中,进一步的也可以部分储存在储液部,进而避免大量的电解液排至电池上进而防止对电池盖板上防爆阀的腐蚀。
12、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
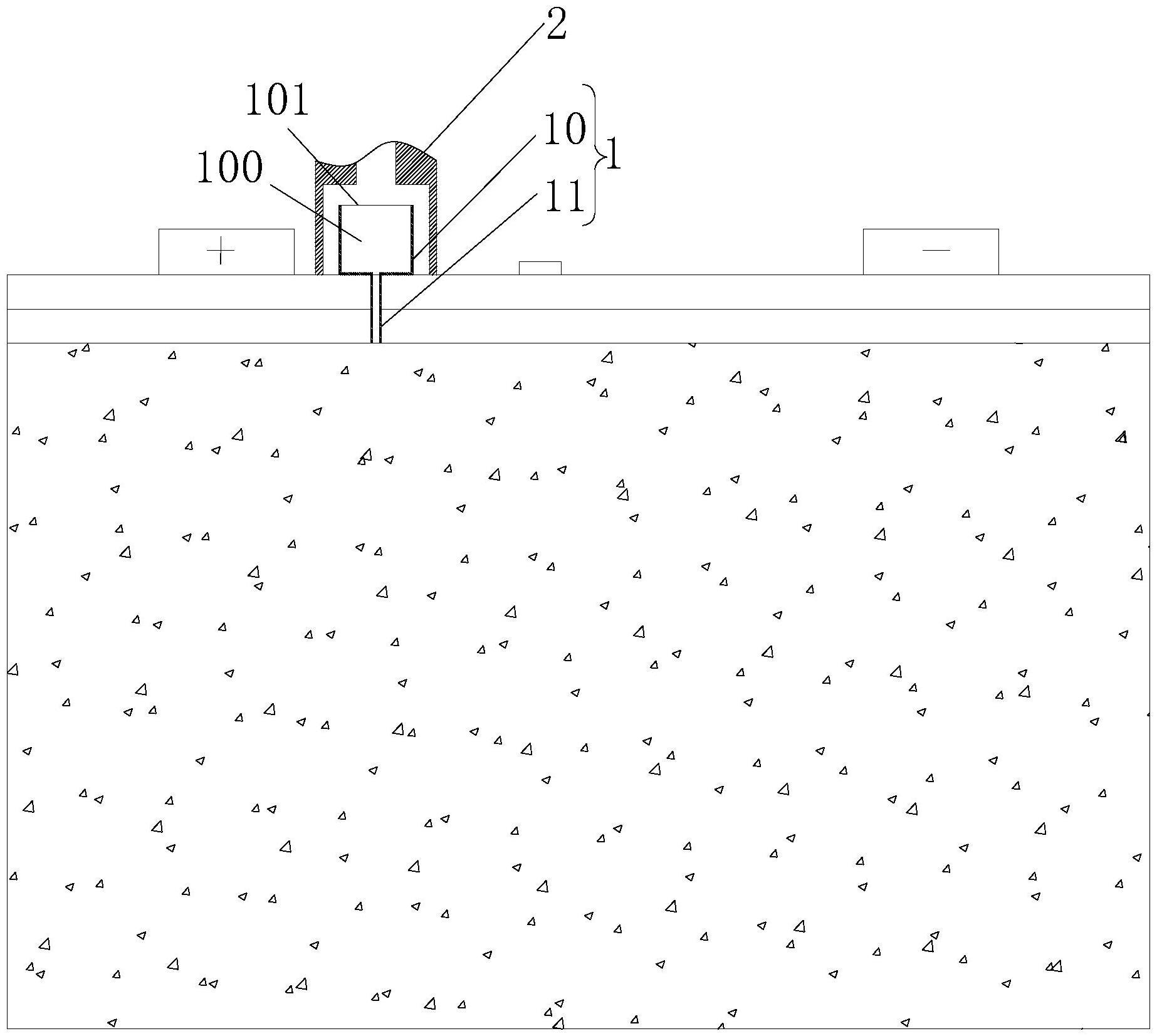
1.一种用于电池真空化成的残液收集杯,包括杯体(1),其特征在于,所述杯体(1)具有容纳部(10)和连接部(11),所述容纳部(10)具有容纳腔(100)、连通孔(101),所述连通孔(101)与所述容纳腔(100)连通,所述连接部(11)安装在所述容纳部(10)上并与所述容纳腔(100)连通,所述连接部(11)延伸至电池的注液孔内,且所述连接部(11)位于所述连通孔(101)的下方。
2.根据权利要求1所述的用于电池真空化成的残液收集杯,其特征在于,所述容纳腔(100)具有底面和侧面,所述容纳腔(100)的底面面积和/或侧面面积比所述连接部(11)与所述容纳部(10)连接位置处横截面面积大。
3.根据权利要求1所述的用于电池真空化成的残液收集杯,其特征在于,所述容纳腔(100)具有储液部(1000),所述储液部(1000)与所述连接部(11)连通的位置高于所述储液部(1000)的底面。
4.根据权利要求3所述的用于电池真空化成的残液收集杯,其特征在于,所述连接部(11)设在所述容纳腔(100)的底部。
5.根据权利要求3所述的用于电池真空化成的残液收集杯,其特征在于,所述容纳腔(100)包括第一连通部(1001)和第二连通部(1002),所述储液部(1000)位于所述第一连通部(1001)和所述第二连通部(1002)之间,所述第一连通部(1001)与所述连接部(11)连通,所述第二连通部(1002)与所述连通孔(101)连通,所述储液部(1000)位于所述第二连通部(1002)的下方,所述第一连通部(1001)和所述第二连通部(1002)连通位置高于所述储液部(1000)的底面。
6.根据权利要求3所述的用于电池真空化成的残液收集杯,其特征在于,所述连接部(11)设在所述容纳腔(100)的侧部,且所述连接部(11)与所述容纳腔(100)连接位置与所述容纳腔(100)的底面形成储液距离。
7.一种用于电池真空化成的真空吸嘴,其特征在于,包括如权利要求1-6任意一项所述的残液收集杯和吸嘴本体,其中,所述吸嘴本体具有吸附盘(2),吸附盘(2)吸附在电池上,收集杯的所述杯体(1)位于所述吸附盘(2)内部。
8.根据权利要求7所述的用于电池真空化成的真空吸嘴,其特征在于,所述杯体(1)的上表面到所述吸附盘(2)的内顶面具有气体流道。
技术总结
本技术公开了一种用于电池真空化成的残液收集杯及真空吸嘴,收集杯包括杯体,所述杯体具有容纳部和连接部,所述容纳部具有容纳腔、连通孔,所述连通孔与所述容纳腔连通,所述连接部安装在所述容纳部上并与所述容纳腔连通,所述连接部延伸至电池的注液孔内,且所述连接部位于所述连通孔的下方。该真空吸嘴包括,包括上述的收集杯和吸嘴本体,其中,所述吸嘴本体具有吸附盘,吸附盘吸附在电池上,所述收集杯的杯体位于所述吸附盘内部。本技术中,所提出的用于电池真空化成的残液收集杯及真空吸嘴,该残液收集杯在电池真空化成过程中储存电池电芯的多余的电解液,在真空化成结束后残液收集杯中的电解液可以回流至电芯中。
技术研发人员:张伟
受保护的技术使用者:宜春国轩电池有限公司
技术研发日:20230314
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!