一种卷圆管夹线端子加工装置的制作方法
本技术涉及模具,具体为一种卷圆管夹线端子加工装置。
背景技术:
1、随着现代社会对汽车的要求越来越高,汽车的智能化也随之提高,这就对汽车的电线束提出了更高的要求。电线束作为汽车重要组成部分之一,相当于汽车的传输神经,因此线束设计除了要满足汽车基本性能要求外,对本身的质量要求也极高。
2、在汽车电线束零配件中,汽车电线束作为连接汽车各个电器与电子设备的重要部件,需要在其外部包覆卷圆管夹线端子以起到对于电线束的归拢收束和保护作用,因此,对应电线束的数量,卷圆管夹线端子的市场需要量较大,对其本身的质量要求也越来越高。现有的模具在对于该种端子的生产过程中,因为工序较多,在模具本身精度不足的情况下,更多的工序则会进一步导致产品的质量降低。作为卷圆管造型来说,因其产品上有切刀口及折弯形状,如果在加工时产品卷圆受力不均匀,则后期使用过程中容易出现局部变形的问题。因此,需要对卷圆管夹线端子的加工组件进行改进。
技术实现思路
1、针对现有技术的不足之一,本实用新型提供了一种卷圆管夹线端子加工装置,解决卷圆管夹线端子的生产问题。
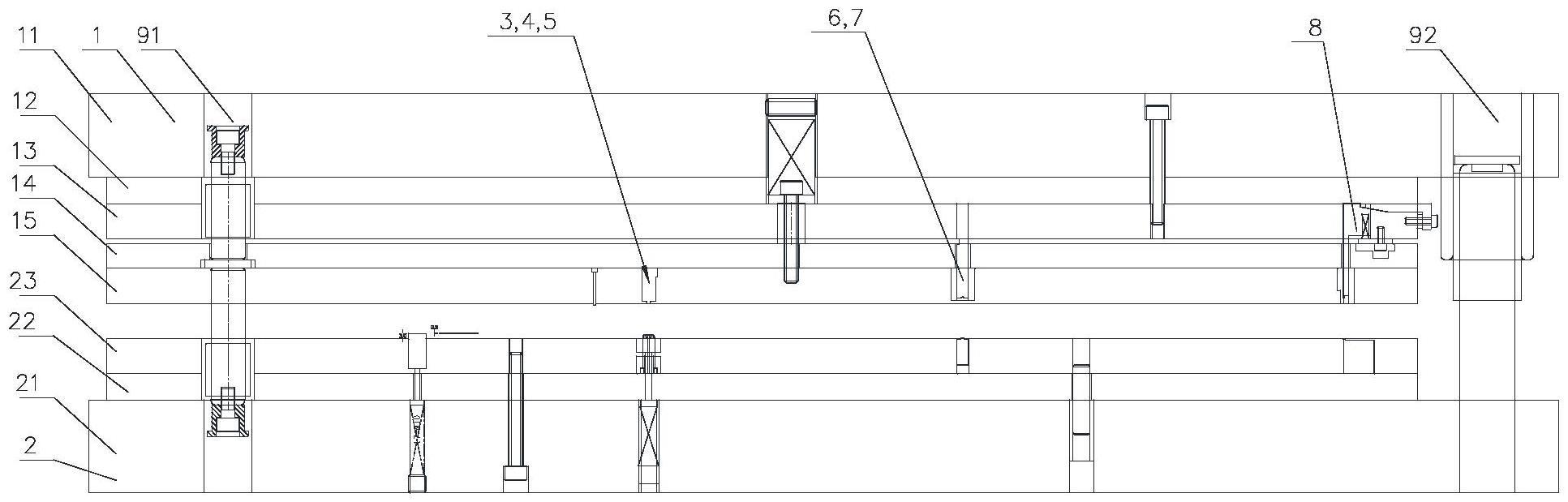
2、为实现上述目的,本实用新型提供如下技术方案:一种卷圆管夹线端子加工装置,包括上模及下模,上模和下模之间设置用于传送料带的传送系统,上模和下模之间设置若干工站,所述工站包括,
3、预折工站组,包括两个预折工站,两个预折工站分别以产品中面为对称面,对产品两侧进行对称的弯折操作;
4、卷圆工站组,包括两个卷圆工站,两个卷圆工站分别以产品中面为对称面,对产品两侧进行对称的卷曲操作;
5、调整工站,设置有分别与上模和下模连接的调整零件,调整零件朝向料带的系带处,用于调整产品和料带之间的平面度尺寸。
6、优选为,每个所述工站处对应下模设置支撑结构,对应上模设置强压结构。
7、优选为,所述预折工站组包括第一预折工站和第二预折工站,所述第一预折工站和第二预折工站的支撑结构均开设有向下内凹的凹槽,凹槽底面为平面,凹槽地面和侧面之间成圆角过度;
8、所述第一预折工站和第二预折工站的强压结构下端为对应凹槽的冲头;
9、第一预折工站弯折后预折处两侧预折角度为60°;第二预折工站弯折后预折处两侧预折角度为90°。
10、优选为,所述卷圆工站组包括,
11、第一卷圆工站,该工站的支撑结构开设有弧形底面的凹槽,其槽壁和槽底成开口向上的抛物线曲面状;该工站的强压结构为朝向其对应支撑结构凹槽设置的冲头;
12、第二卷圆工站,该工站的支撑结构与第一卷圆工站相同;该工站的强压结构开设向上内凹的凹槽,其槽壁和槽底成开口向下的抛物线曲面状;
13、第一卷圆工站卷圆后产品两侧分别卷圆120°,第二卷圆工站卷圆后产品加工处成圆管。
14、优选为,所示第一卷圆工站的冲头下端为对应其支撑结构处凹槽的弧形面,冲头上部水平两侧设置对称设置内凹的凹口。
15、优选为,所述卷圆工站组还包括,
16、整圆工站,位于第二卷圆工站远离第一卷圆工站的一侧,该工站处的下模和上模相贴合后,其支撑结构和强压结构之间形成圆柱状的空腔。
17、优选为,所述上模包括由上至下依次设置的上模座、上模垫板、上夹板、脱料垫板和脱料板;
18、所述下模包括由下至上依次设置的下模座、下模垫板和下模板;
19、料带位于所述脱料板和下模板之间。
20、优选为,所示上模和下模通过导柱组件连接,导柱组件包括内导柱组件和外导柱组件。
21、优选为,还包括,
22、吹气组件,气流出口朝向产品的剪切口。
23、优选为,所示调整工站的调整零件包括,
24、上调整件,为调整工站的强压结构,上调整件的底端面为圆弧面,上调整件的水平两侧面分别为竖直面和折弯面,折弯面朝向产品的圆筒方向;
25、下调整件,为调整工站的支撑结构,下调整件的顶端面为圆弧面,且顶端面位于上调整件底端面的正下方,下调整件的水平两侧面分别为竖直面和倾斜面,竖直面与所示上调整件的竖直面位于同一侧。
26、与现有技术相比,具备以下有益效果:本方案为卷圆管夹线端子加工用连续模,可以实现卷圆管夹线端子的高精度成型加工,本方案以模具的四个工作站完成两次预折和两次卷圆,结合整圆工站和调整工站,既实现了卷圆管夹线端子的高质量生产,同时又提高了生产效率,满足连续大量生产的需求。
技术特征:
1.一种卷圆管夹线端子加工装置,包括上模(1)及下模(2),上模(1)和下模(2)之间设置用于传送料带的传送系统,上模(1)和下模(2)之间设置若干工站,其特征在于,所述工站包括,
2.如权利要求1所述的卷圆管夹线端子加工装置,其特征在于,每个所述工站处对应下模设置支撑结构,对应上模设置强压结构。
3.如权利要求2所述的卷圆管夹线端子加工装置,其特征在于,所述预折工站组包括第一预折工站(3)和第二预折工站(4),所述第一预折工站(3)和第二预折工站(4)的支撑结构均开设有向下内凹的凹槽,凹槽底面为平面,凹槽地面和侧面之间成圆角过度;
4.如权利要求3所述的卷圆管夹线端子加工装置,其特征在于,所述卷圆工站组包括,
5.如权利要求4所述的卷圆管夹线端子加工装置,其特征在于,所示第一卷圆工站(5)的冲头下端为对应其支撑结构处凹槽的弧形面,冲头上部水平两侧设置对称设置内凹的凹口。
6.如权利要求5所述的卷圆管夹线端子加工装置,其特征在于,所述卷圆工站组还包括,
7.如权利要求1-6任一所述的卷圆管夹线端子加工装置,其特征在于,所述上模(1)包括由上至下依次设置的上模座(11)、上模垫板(12)、上夹板(13)、脱料垫板(14)和脱料板(15);
8.如权利要求7所述的卷圆管夹线端子加工装置,其特征在于,所示上模(1)和下模(2)通过导柱组件连接,导柱组件包括内导柱组件(91)和外导柱组件(92)。
9.如权利要求1-6任一所述的卷圆管夹线端子加工装置,其特征在于,还包括,
10.如权利要求1-6任一所述的卷圆管夹线端子加工装置,其特征在于,所示调整工站(8)的调整零件包括,
技术总结
本技术公开一种卷圆管夹线端子加工装置,涉及模具技术领域,技术方案为,包括若干工站,工站包括预折工站组,包括两个预折工站,两个卷圆工站;还包括调整工站,设置有分别与上模和下模连接的调整零件,调整零件朝向料带的系带处,用于调整产品和料带之间的平面度尺寸。本技术的有益效果是,本方案为卷圆管夹线端子加工用连续模,可以实现卷圆管夹线端子的高精度成型加工,本方案以模具的四个工作站完成两次预折和两次卷圆,结合整圆工站和调整工站,既实现了卷圆管夹线端子的高质量生产,同时又提高了生产效率,满足连续大量生产的需求。
技术研发人员:王建杭
受保护的技术使用者:青岛钜祥精密模具有限公司
技术研发日:20230328
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!