一种线材分序组装机构的制作方法
本技术涉及多芯线分色组装,特别是一种线材分序组装机构。
背景技术:
1、目前,随着科技发展,工业进步,以及人类对生活品质要求的提高,传统工厂不断向智能制造转型升级,不断追求高效率高精度的智能生产模式。目前,市场上水泵压力开关的进线和电源线的分序组装主要是由人工完成,人工作业的步骤是:拿取打好端子的进线和电源线装入压力开关的进线口和电源口→分序进线和电源线内的不同颜色的线→排序好后分别放入压力开关的端子口→拧紧端子处螺丝。传统人工作业不稳定和效率低,提高产品生产合格率和一致性,针对线材处理组装这一工艺,开发一套自动整理多芯线材组装机构。
2、为此我们研发了一种线材分序组装机构,用以解决以上问题。
技术实现思路
1、本实用新型目的是为了克服现有技术的不足而提供一种线材分序组装机构,具有提高分色合格率,减少表面折痕,提高一致性,缩短工时,提高良品率等优点。
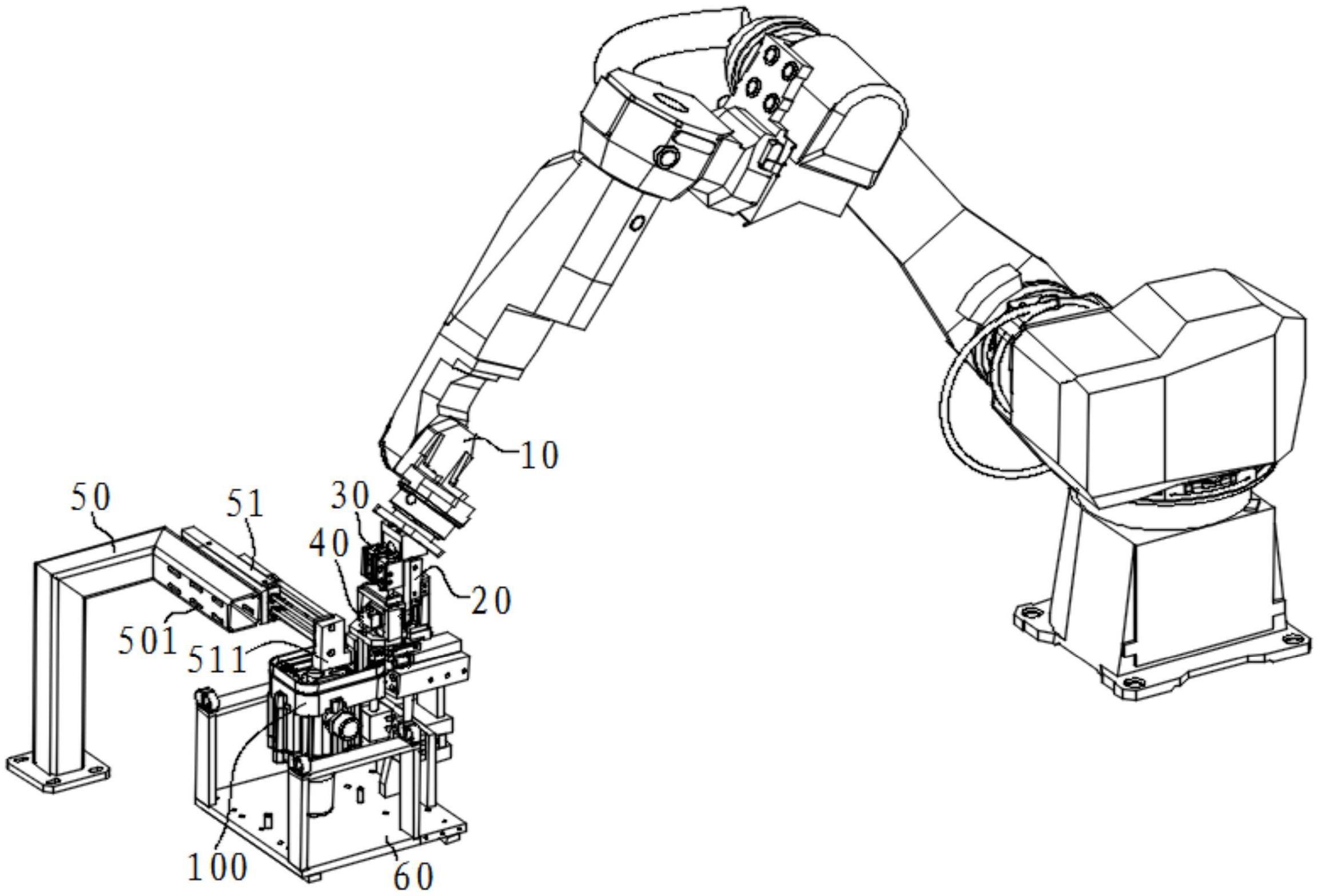
2、为达到上述目的,本实用新型采用的技术方案是:一种线材分序组装机构,包括一机械手,所述机械手的一端连接有一夹线结构与一分序压线结构,所述夹线结构的中间固定连接一辨色传感器,所述夹线结构与所述分序压线结构的底端抵接至压力开关控制器,所述压力开关控制器的底端处设有一随行夹具,所述随行夹具的底端处设有流水线,所述随行夹具位于流水线方向的一侧设有二次定位件。
3、优选的,所述机械手的一端处设有六轴连接板,所述六轴连接板的底端固定连接一转接角度块,所述转接角度块的底端处设有一竖板,所述竖板高度方向的一侧处设有所述夹线结构,并且另一侧处设有所述分序压线结构。
4、优选的,所述夹线结构包括一第一滑台气缸,所述第一滑台气缸的底端处设有一横板,所述横板的底端处设有一手指气缸,所述第一滑台气缸与所述竖板固定连接。
5、优选的,所述分序压线结构包括一导杆气缸,所述导杆气缸的的底端处设有一u形的连接板,所述连接板的底端处设有一压线动抓手,所述压线动抓手的下侧设有一l形结构的压线静抓手,所述压线静抓手与所述竖板固定连接。
6、优选的,所述手指气缸的一端处设有导向爪,所述导向爪的底端处设有弧形的爪手。
7、优选的,所述爪手的顶端处设有一缺口,所述缺口设置在所述辨色传感器的下侧。
8、优选的,所述竖板的底端固定连接一l形板,所述l形板与所述辨色传感器固定连接。
9、优选的,所述压线动抓手的底端处设有多个弧形孔,所述弧形孔的一端处设有一l形槽。
10、优选的,所述压线静抓手位于所述弧形孔的下侧设有一l形的台阶,所述台阶分别与所述弧形孔、所述l形槽之间压接线材。
11、优选的,所述二次定位件设有一第二滑台气缸,所述第二滑台气缸的一端处设有一压头。
12、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
13、1.通过辨色传感器来区别线的分序,减少了人工分辨多种颜色线材的失误,大大的提高了分色的合格率。
14、2.通过夹线结构、分序压线结构抓手来进行线的抓取摆放,减少了人工在传递过程中对进线和电源线产生的折痕、断痕等印记,保证了产品表面的合格率。
15、3.通过机械手行走一定的轨迹带动夹线结构、分序压线结构将进线和电源线放入水泵压力开关主体的端子口内,动作标准且一致性强,人工插线的动作由于端子口内不平整会导致重复这样的插线动作,该机构能很有效的节省此人工工位的时间,提高整体产线的节拍效率。
16、4.通过分序夹线抓手和二次定位件的配合使用,多芯线能成功分序的概率大大增加,在后续的通电测试,因人工将线误排序插入端子口而短路的概率也大大降低,提高了整体产线的合格率,避免了因通电测试不合格造成的报废损失。
技术特征:
1.一种线材分序组装机构,其特征在于:包括机械手(10),所述机械手(10)的一端连接有夹线结构(20)与分序压线结构(30),所述夹线结构(20)的中间固定连接辨色传感器(40),所述夹线结构(20)与所述分序压线结构(30)的底端抵接至压力开关控制器(100),所述压力开关控制器(100)的底端处设有随行夹具(60),所述随行夹具(60)的底端处设有流水线,所述随行夹具(60)位于流水线方向的一侧设有二次定位件(50)。
2.根据权利要求1所述线材分序组装机构,其特征在于,所述机械手(10)的一端处设有六轴连接板(101),所述六轴连接板(101)的底端固定连接一转接角度块(201),所述转接角度块(201)的底端处设有一竖板(202),所述竖板(202)高度方向的一侧处设有所述夹线结构(20),并且另一侧处设有所述分序压线结构(30)。
3.根据权利要求2所述线材分序组装机构,其特征在于,所述夹线结构(20)包括一第一滑台气缸(21),所述第一滑台气缸(21)的底端处设有一横板(211),所述横板(211)的底端处设有一手指气缸(22),所述第一滑台气缸(21)与所述竖板(202)固定连接。
4.根据权利要求2所述线材分序组装机构,其特征在于,所述分序压线结构(30)包括一导杆气缸(31),所述导杆气缸(31)的底端处设有一u形的连接板(32),所述连接板(32)的底端处设有一压线动抓手(33),所述压线动抓手(33)的下侧设有一l形结构的压线静抓手(34),所述压线静抓手(34)与所述竖板(202)固定连接。
5.根据权利要求3所述线材分序组装机构,其特征在于,所述手指气缸(22)的一端处设有导向爪(23),所述导向爪(23)的底端处设有弧形的爪手(231)。
6.根据权利要求5所述线材分序组装机构,其特征在于,所述爪手(231)的顶端处设有一缺口(232),所述缺口(232)设置在所述辨色传感器(40)的下侧。
7.根据权利要求6所述线材分序组装机构,其特征在于,所述竖板(202)的底端固定连接一l形板(41),所述l形板(41)与所述辨色传感器(40)固定连接。
8.根据权利要求4所述线材分序组装机构,其特征在于,所述压线动抓手(33)的底端处设有多个弧形孔(331),所述弧形孔(331)的一端处设有一l形槽(332)。
9.根据权利要求8所述线材分序组装机构,其特征在于,所述压线静抓手(34)位于所述弧形孔(331)的下侧设有一l形的台阶(341),所述台阶(341)分别与所述弧形孔(331)、所述l形槽(332)之间压接线材。
10.根据权利要求1所述线材分序组装机构,其特征在于,所述二次定位件(50)设有一第二滑台气缸(51),所述第二滑台气缸(51)的一端处设有一压头(511)。
技术总结
本技术涉及一种线材分序组装机构,包括一机械手,机械手的一端连接有一夹线结构与一分序压线结构,夹线结构与分序压线结构的底端抵接至压力开关控制器,压力开关控制器的底端处设有一随行夹具,随行夹具的底端处设有流水线,随行夹具对压力开关控制器进行夹紧定位,机械手的一端处设有六轴连接板,六轴连接板的底端固定连接一转接角度块,转接角度块便于机械手将压线动抓手调节在竖直状态,转接角度块的底端处设有一竖板,竖板高度方向的一侧处设有夹线结构,并且另一侧处设有分序压线结构。该线材分序组装机构具有提高分色合格率,减少表面折痕,提高一致性,缩短工时,提高良品率等优点。
技术研发人员:许明朗,庞克学,向贞一,赵赟
受保护的技术使用者:苏州正业玖坤信息技术有限公司
技术研发日:20230413
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!