微动开关自动装弹簧机的制作方法
本技术属于微动开关生产,具体涉及一种微动开关自动装弹簧机。
背景技术:
1、微动开关自动装弹簧机是用于提升微动开关制造行业的产品品质以及生产效率,为开关制造行业转型升级提供有效的解决方案,因人工成本及材料成本的增加,生产周期高效化的发展,开关制造行业面临严峻的挑战,市场急需一种环保、高效、高性价比的微动开关自动装弹簧设备。
2、请参阅说明书附图图9中的微动开关自动装弹簧成品图,微动开关自动装弹簧是把弹簧与两组按键压装后上外壳,将外壳与按键压合,传统的生产工艺中,弹簧和按键组合、弹簧和按键压合以及外壳与按键的压合均采用人工操作,人工产品装配过程中产品配件繁多容易混淆,装配车间管理繁琐,人工装配效率低下,组装成本高,车间生产无法实现自动化。
技术实现思路
1、本实用新型的目的在于提供一种微动开关自动装弹簧机,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种微动开关自动装弹簧机,包括工作台,所述工作台的顶部固定设有电动旋转送料圆盘,所述电动旋转送料圆盘上依次设置按键上料工位、弹簧上料工位、弹簧与按键预装工位、外壳上料工位、外壳与按键压合工位以及成品下料工位;
3、所述工作台上设有与按键上料工位对应设置的按键上料机构、与弹簧上料工位对应设置的弹簧上料机构、与弹簧与按键预装工位对应设置的弹簧与按键预压缩机构、与外壳上料工位对应设置的壳体自动上料机构、与外壳与按键压合工位对应设置的压合组装机构以及与成品下料工位对应设置的成品下料机构,所述工作台的顶部还设有用于成品微动开关接料的接料槽。
4、微动开关自动装弹簧包括以下步骤,首先,通过按键上料机构将两组按键上料至按键上料工位,然后,通过弹簧上料机构将弹簧上料至已经上料完按键的弹簧上料工位,接着,在弹簧与按键预装工位上通过弹簧与按键预压缩机构实现弹簧与按键的预装,其次,弹簧与按键预装后进入外壳上料工位,通过壳体自动上料机构向着外壳上料工位上外壳,再次,上外壳后进入外壳与按键压合工位,通过压合组装机构实现外壳与按键的压合,最后,进入成品下料工位,通过成品下料机构将成品转移至接料槽进行成品收料。
5、所述工作台的外侧设有第一支撑平台、第二支撑平台以及第三支撑平台。
6、所述第一支撑平台上设有向着按键上料工位进行按键供料的按键自动化上料振动盘,所述按键自动化上料振动盘的出料轨道为双出料轨道。
7、所述第二支撑平台上设有向着弹簧上料工位进行弹簧供料的弹簧自动化上料振动盘。
8、所述第三支撑平台上设有向着外壳上料工位进行外壳供料的外壳自动化上料振动盘。
9、本实用新型的技术效果和优点:
10、首先,通过按键上料机构将两组按键上料至按键上料工位,然后,通过弹簧上料机构将弹簧上料至已经上料完按键的弹簧上料工位,接着,在弹簧与按键预装工位上通过弹簧与按键预压缩机构实现弹簧与按键的预装,其次,弹簧与按键预装后进入外壳上料工位,通过壳体自动上料机构向着外壳上料工位上外壳,再次,上外壳后进入外壳与按键压合工位,通过压合组装机构实现外壳与按键的压合,最后,进入成品下料工位,通过成品下料机构将成品转移至接料槽进行成品收料;
11、本实用新型结构简单合理,产品全程自动组装,质量高,生产效率高,能够有效的避免因人工手动组装装配,带来的产品配件易混淆、组装成本高的问题。
技术特征:
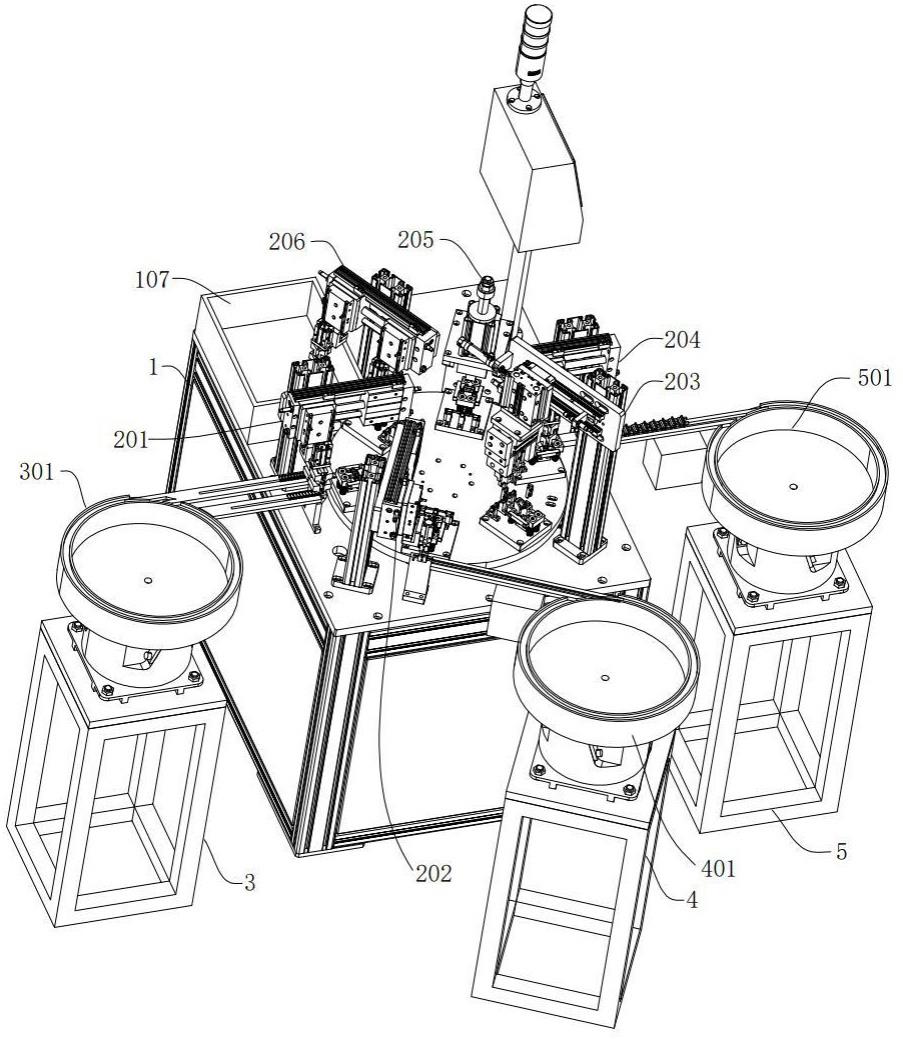
1.一种微动开关自动装弹簧机,包括工作台(1),其特征在于:所述工作台(1)的顶部固定设有电动旋转送料圆盘(2),所述电动旋转送料圆盘(2)上依次设置按键上料工位(201)、弹簧上料工位(202)、弹簧与按键预装工位(203)、外壳上料工位(204)、外壳与按键压合工位(205)以及成品下料工位(206);
2.根据权利要求1所述的一种微动开关自动装弹簧机,其特征在于:所述工作台(1)的外侧设有第一支撑平台(3)、第二支撑平台(4)以及第三支撑平台(5)。
3.根据权利要求2所述的一种微动开关自动装弹簧机,其特征在于:所述第一支撑平台(3)上设有向着按键上料工位(201)进行按键供料的按键自动化上料振动盘(301),所述按键自动化上料振动盘(301)的出料轨道为双出料轨道。
4.根据权利要求2所述的一种微动开关自动装弹簧机,其特征在于:所述第二支撑平台(4)上设有向着弹簧上料工位(202)进行弹簧供料的弹簧自动化上料振动盘(401)。
5.根据权利要求2所述的一种微动开关自动装弹簧机,其特征在于:所述第三支撑平台(5)上设有向着外壳上料工位(204)进行外壳供料的外壳自动化上料振动盘(501)。
6.根据权利要求1所述的一种微动开关自动装弹簧机,其特征在于:所述工作台(1)的顶部还设有用于成品微动开关接料的接料槽(107)。
技术总结
本技术涉及微动开关生产技术领域,且公开了一种微动开关自动装弹簧机,通过按键上料机构将两组按键上料至按键上料工位,通过弹簧上料机构将弹簧上料至已经上料完按键的弹簧上料工位,在弹簧与按键预装工位上通过弹簧与按键预压缩机构实现弹簧与按键的预装,弹簧与按键预装后进入外壳上料工位,通过壳体自动上料机构向着外壳上料工位上外壳,上外壳后进入外壳与按键压合工位,通过压合组装机构实现外壳与按键的压合,进入成品下料工位,通过成品下料机构将成品转移至接料槽进行成品收料,本技术结构简单合理,产品全程自动组装,质量高,生产效率高,能够有效的避免因人工手动组装装配,带来的产品配件易混淆、组装成本高的问题。
技术研发人员:徐启巍
受保护的技术使用者:苏州匹特必科技有限公司
技术研发日:20230418
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!