集流盘、电池单体、电池及用电装置的制作方法
本技术涉及新能源,特别涉及一种集流盘、电池单体、电池及用电装置。
背景技术:
1、圆柱电池的电芯组件一般采用多极耳或全极耳的方式,极耳在揉平或压平后焊接于集流盘,再将集流盘焊接于正极柱或壳体,便可得到圆柱电池的正极和负极。相较于传统的单极耳直连的方式,设置集流盘可以有效地降低电芯组件的内阻。
2、为减少高度方向占用的空间,集流盘大多为圆形片状结构。圆柱电池的应用环境常伴随着持续的振动,且集流盘在圆柱电池的使用过程中会受到重力作用。振动及重力作用会产生对集流盘沿圆柱电池轴向的拉扯,从而容易造成集流盘与极耳、集流盘与极柱或集流盘与壳体之间的焊印撕裂,进而导致圆柱电池报废。可见,现有圆柱电池的可靠性较低。
技术实现思路
1、基于此,有必要针对上述问题,提供一种能够有效地提升圆柱电池的可靠性的集流盘。
2、一种集流盘,包括主体,所述主体上开设有沿预设路径延伸的镂空槽,所述镂空槽在所述主体上切割出第一焊盘及第二焊盘,所述第一焊盘及所述第二焊盘能够沿所述主体的轴向朝相反的方向发生弹性形变。
3、在其中一个实施例中,所述镂空槽沿s形的路径延伸,所述第一焊盘及所述第二焊盘分别形成于所述镂空槽所围设成的两个半圆形区域内。
4、在其中一个实施例中,所述镂空槽的两端形成有圆角结构。
5、在其中一个实施例中,所述第一焊盘上开设有供极柱穿过的安装通孔。
6、在其中一个实施例中,所述第一焊盘与所述主体之间通过第一台阶连接,以使所述第一焊盘相对于所述主体沿所述主体的轴向朝一侧突出,所述第二焊盘与所述主体之间通过第二台阶连接,以使所述第二焊盘相对于所述主体沿所述主体的轴向另一侧突出。
7、上述集流盘,在装配时可设置于电芯组件与极柱之间,并将第一焊盘与极柱焊接,而第二焊盘则焊接于电芯组件的极耳。在受到振动及重力作用时,第一焊盘及第二焊盘可通过沿主体的轴向朝相反的方向发生弹性形变,以起到缓冲作用。在长期使用后,第一焊盘及第二焊盘朝相反的方向变形,从而使得上述集流盘形成大致呈z形的缓冲结构,故能够有效减轻对焊印的拉扯,防止焊印撕裂。因此,上述集流盘能够提升圆柱电池的可靠性。
8、此外,本实用新型还提供一种电池单体、电池及用电装置。
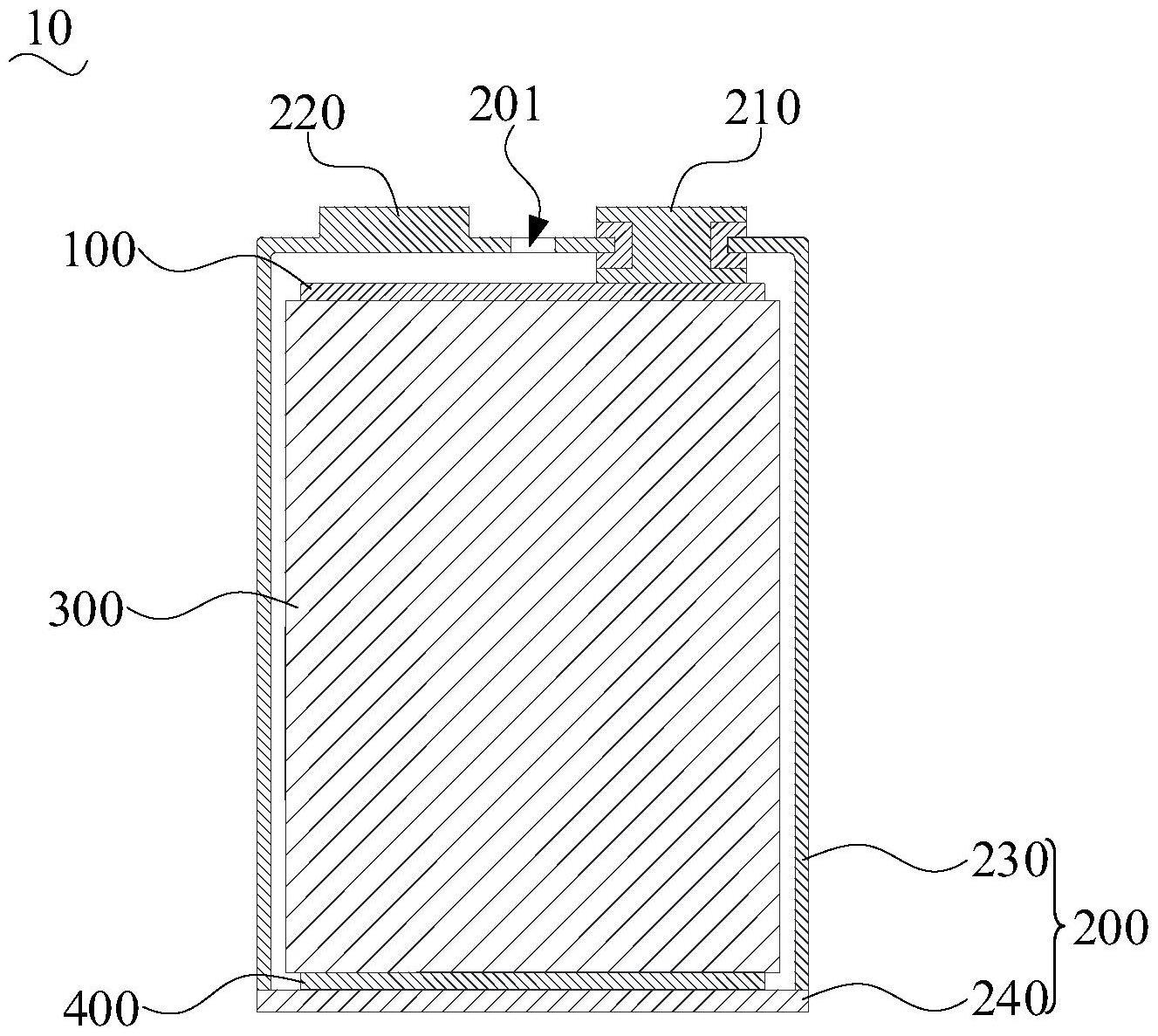
9、一种电池单体,包括:
10、如上述优选实施例中任一项所述的集流盘;
11、外壳组件,其顶壁设置有正极柱及负极柱,所述正极柱与所述外壳组件绝缘,所述负极柱与所述外壳组件电连接;
12、电芯组件,其两端分别设置有正极耳及负极耳,所述电芯组件收容于所述外壳组件,所述集流盘设置于所述电芯组件与所述外壳组件的顶壁之间,所述正极柱焊接于所述第一焊盘,所述正极耳焊接于所述第二焊盘,所述负极耳与所述外壳组件的底壁电连接。
13、在其中一个实施例中,所述负极柱与所述外壳组件一体成型,所述负极柱为沿所述外壳组件的轴向突出于所述外壳组件的顶壁的实心柱;
14、或者,所述负极柱与所述外壳组件一体成型,所述外壳组件的顶壁向外突出形成空心凸起,以构成所述负极柱。
15、在其中一个实施例中,还包括负极集流盘,所述负极集流盘设置于所述电芯组件与所述外壳组件的底壁之间,所述负极耳焊接于所述负极集流盘,所述负极集流盘焊接于所述外壳组件的底壁;
16、或者,所述负极耳焊接于所述外壳组件的底壁。
17、上述电池单体,由于正极柱及负极柱均位于外壳组件的顶壁,故方便将相邻两个电池单体的负极与正极相连,从而便于成组。
18、一种电池,包括多个如上述优选实施例中任一项所述的电池单体。
19、一种用电装置,包括如上述优选实施例中任一项所述的电池单体或如上述实施例所述的电池。
技术特征:
1.一种集流盘,其特征在于,包括主体,所述主体上开设有沿预设路径延伸的镂空槽,所述镂空槽在所述主体上切割出第一焊盘及第二焊盘,所述第一焊盘及所述第二焊盘能够沿所述主体的轴向朝相反的方向发生弹性形变。
2.根据权利要求1所述的集流盘,其特征在于,所述镂空槽沿s形的路径延伸,所述第一焊盘及所述第二焊盘分别形成于所述镂空槽所围设成的两个半圆形区域内。
3.根据权利要求1所述的集流盘,其特征在于,所述镂空槽的两端形成有圆角结构。
4.根据权利要求1所述的集流盘,其特征在于,所述第一焊盘上开设有供极柱穿过的安装通孔。
5.根据权利要求1所述的集流盘,其特征在于,所述第一焊盘与所述主体之间通过第一台阶连接,以使所述第一焊盘相对于所述主体沿所述主体的轴向朝一侧突出,所述第二焊盘与所述主体之间通过第二台阶连接,以使所述第二焊盘相对于所述主体沿所述主体的轴向另一侧突出。
6.一种电池单体,其特征在于,包括:
7.根据权利要求6所述的电池单体,其特征在于,所述负极柱与所述外壳组件一体成型,所述负极柱为沿所述外壳组件的轴向突出于所述外壳组件的顶壁的实心柱;
8.根据权利要求6所述的电池单体,其特征在于,还包括负极集流盘,所述负极集流盘设置于所述电芯组件与所述外壳组件的底壁之间,所述负极耳焊接于所述负极集流盘,所述负极集流盘焊接于所述外壳组件的底壁;
9.一种电池,其特征在于,包括多个如上述权利要求6至8任一项所述的电池单体。
10.一种用电装置,其特征在于,包括如上述权利要求6至8任一项所述的电池单体或如上述权利要求9所述的电池。
技术总结
本技术涉及一种集流盘,包括主体,主体上开设有沿预设路径延伸的镂空槽,镂空槽在主体上切割出第一焊盘及第二焊盘,第一焊盘及第二焊盘能够沿主体的轴向朝相反的方向发生弹性形变。在装配时,可将集流盘设置于电芯组件与极柱之间,并将第一焊盘及第二焊盘分别与极柱及极耳焊接。在受到振动及重力作用时,第一焊盘及第二焊盘可通过沿主体的轴向朝相反的方向发生弹性形变,以起到缓冲作用。在长期使用后,第一焊盘及第二焊盘朝相反的方向变形,从而使得上述集流盘形成大致呈Z形的缓冲结构,故能够有效减轻对焊印的拉扯,防止焊印撕裂。因此,上述集流盘能够提升圆柱电池的可靠性。此外,本技术还提供一种电池单体、电池及用电装置。
技术研发人员:张茜
受保护的技术使用者:上海兰钧新能源科技有限公司
技术研发日:20230428
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!