一种电池极耳贴胶装置的制作方法
本技术涉及锂电池生产领域,尤其涉及一种电池极耳贴胶装置。
背景技术:
1、在锂离子电池实际生产的过程中,对粉尘有严格的要求,且极耳和金属壳体之间要有绝对的绝缘保障性,若有粉尘进入极耳,或极耳与金属壳体接触,可能会造成电池短路,同时为了固定住极耳避免极耳弯折内插而进入卷芯内部造成短路,因此需要对和连接片焊接在一起的极耳贴胶。
2、在对极耳粘贴胶带的过程中,极耳需要粘贴平整、敷贴地贴合在极耳上,胶带的表面不能有明显的皱纹,若极耳贴的胶带不够敷贴甚至起皱,粉尘会容易进入卷芯内部,此外,现有的贴胶装置在一定程度上容易压伤、顶破极耳,导致极耳破损,极耳破裂会影响电池的质量,甚至可能造型重大的安全隐患。
3、因此需要一种电池极耳的贴胶装置,既能够将胶带平整地贴合在极耳上,又能不损害极耳。
技术实现思路
1、为解决背景技术中存在的技术问题,本实用新型提出一种电池极耳贴胶装置。
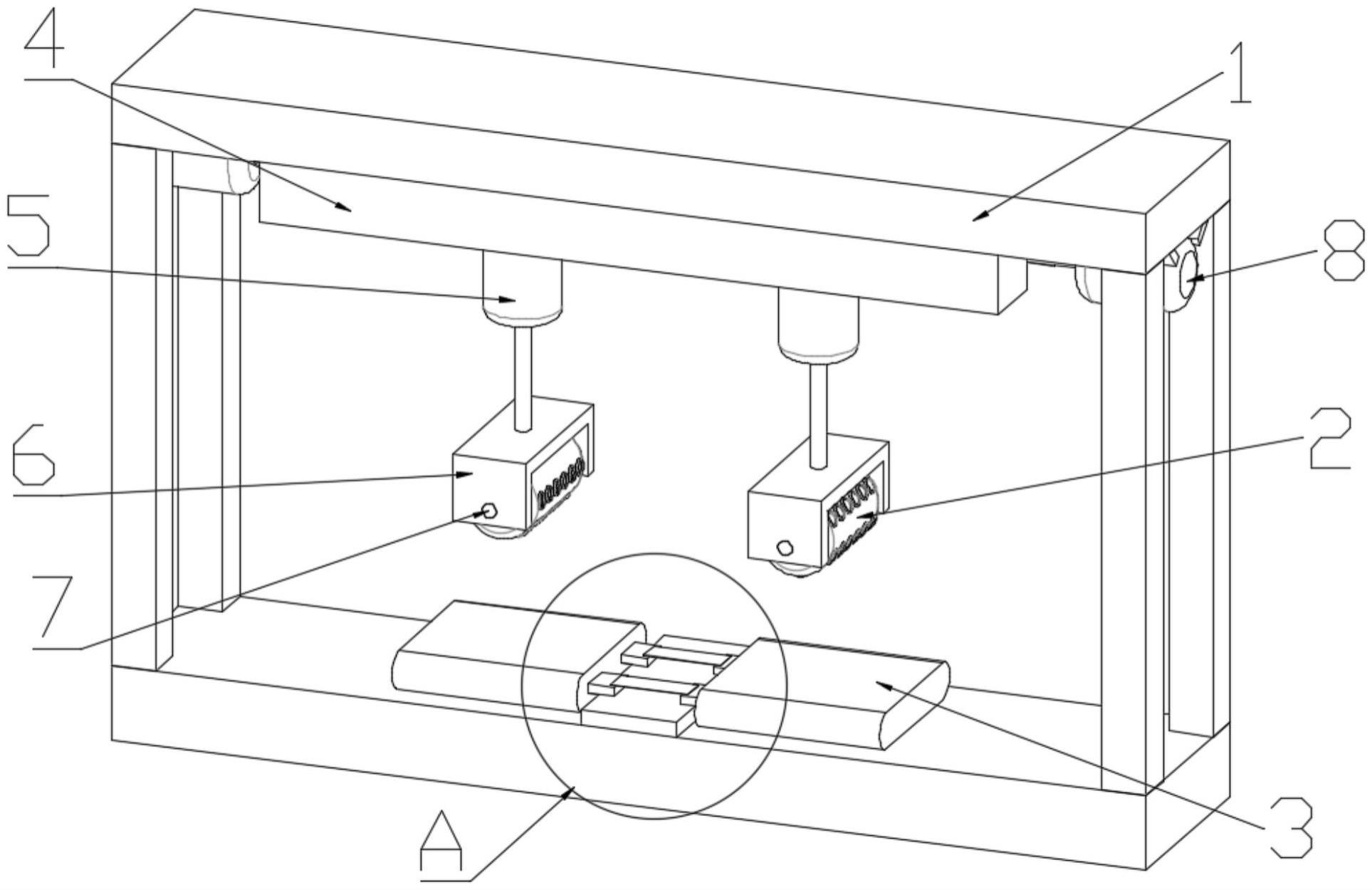
2、本实用新型提出的一种电池极耳贴胶装置,包括:机架,电池放置在机架上;安装座,安装座横向滑动安装在机架上;压头,压头呈圆柱状且内部具有腔,沿压头的中心轴横向转动安装在安装座上,压头的侧面开有多个通孔并用于滚压胶带,通孔和腔连通并用于连接外部的吸气设备和吹气设备,从而使压头吸附胶带以及对胶带施加吹力。
3、优选地,多个通孔均匀地设置在压头的侧面。
4、优选地,还包括凸起件,凸起件安装在压头的侧面,凸起件用于增强对胶带的压力,凸起件可以是橡胶圈也可以是压块。
5、优选地,凸起件的尺寸和通孔的孔径匹配并和通孔相对。
6、优选地,凸起件采用弹性材料制成,用于防止凸起件损伤极耳。
7、优选地,还包括驱动件,驱动件安装在机架上并和安装座连接,用于带动安装座横向移动,驱动件可以是电缸也可以是气缸。
8、优选地,还包括升降件,升降件安装在机架上并和安装座连接,用于带动安装座竖向移动,升降件可以是电缸也可以是气缸。
9、优选地,还包括垫块,垫可拆卸安装在机架上并位于极耳和机架之间,垫块用于支撑极耳。
10、优选地,垫块的上表面和极耳的下表面平行。
11、优选地,还包括导轨,导轨沿水平方向安装在机架上,安装座沿导轨的长度方向滑动安装在导轨内。
12、优选地,还包括滑块,滑块沿导轨的长度方向滑动安装在导轨内,安装座安装在滑块上。
13、优选地,电池沿水平方向设置在机架上。
14、优选地,压头、安装座、滑块、升降件和驱动件均设置两个。
15、本实用新型中,所提出的电池极耳贴胶装置,有以下有益效果:
16、通过设置开有通孔的滚压式压头,使压头在对极耳贴胶时,能够通过通孔先吸附胶带再对胶带吹气使胶带贴合在极耳上,达到更好的贴胶效果;
17、通过设置带动压头横向移动的驱动件,使压头能够沿贴胶的方向移动,从而解放人力进行自动化贴胶;
18、通过设置带动压头横向移动的驱动件和带动压头竖向移动的升降件,使压头能够靠近或远离电池,调节压头和电池之间的距离。
技术特征:
1.一种电池极耳贴胶装置,其特征在于,包括:
2.根据权利要求1所述的电池极耳贴胶装置,其特征在于,还包括凸起件(22),凸起件(22)安装在压头(2)的侧面上。
3.根据权利要求2所述的电池极耳贴胶装置,其特征在于,凸起件(22)的尺寸和通孔(21)的孔径匹配并和通孔(21)相对。
4.根据权利要求2所述的电池极耳贴胶装置,其特征在于,凸起件(22)采用弹性材料制成。
5.根据权利要求1所述的电池极耳贴胶装置,其特征在于,还包括驱动件(8),驱动件(8)安装在机架(1)上并和安装座(6)连接,用于带动安装座(6)横向移动。
6.根据权利要求1所述的电池极耳贴胶装置,其特征在于,还包括升降件(5),升降件(5)安装在机架(1)上并和安装座(6)连接,用于带动安装座(6)竖向移动。
7.根据权利要求1所述的电池极耳贴胶装置,其特征在于,还包括垫块(10),垫可拆卸安装在机架(1)上并位于极耳(31)和机架(1)之间,垫块(10)用于支撑极耳(31)。
8.根据权利要求1所述的电池极耳贴胶装置,其特征在于,多个通孔(21)均匀设置在压头(2)的侧面。
技术总结
本技术公开了一种电池极耳贴胶装置,机架,电池放置在机架上;安装座,安装座横向滑动安装在机架上;压头,压头呈圆柱状且压头的内部具有腔,沿圆柱的中心轴横向转动安装在安装座上,压头的侧面开有多个通孔并用于滚压胶带,通孔和腔连通并用于连接外部的吸气设备和吹气设备。本技术通过设置开有通孔的滚压式压头,使压头在对极耳贴胶时,能够通过通孔先吸附胶带再对胶带吹气使胶带贴合在极耳上,达到更好的贴胶效果。
技术研发人员:刘瑞,姚汪兵
受保护的技术使用者:江苏国轩新能源科技有限公司
技术研发日:20230505
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!