一种圆柱型锂离子电池的制作方法
本技术属于,具体涉及一种圆柱型锂离子电池。
背景技术:
1、近几年,随着用电器种类迅速增多,其对电池续航问题的苛刻要求,常规的镍镉、镍氢等圆柱电池在电性能、续航时间等已经不能满足市场的需求;圆柱锂离子电池主要采用bdck或spcc钢为外壳,不仅在外形尺寸上可统一,且可降低客户用电器的设计成本,相比较其他电池其能量密度更高、重量更轻便,自放电更小、安全性更好、续航时间更长,因此圆柱锂离子电池在电池市场的占有率也迅速增大;目前,钢壳圆柱锂离子电池凭借其型号规格统一及高能量密度、安全性能良好等特点,已经深入人们日常生活中的各个方面,正是由于其使用普遍性的提高,人们对该类型的电池有了更加严格的要求,除了电池材料的提高,电池制造工艺与结构也在进一步进行优化。
2、由于圆柱锂离子电池的圆柱形结构,充放电过程阴极、阳极由于锂离子的来回迁徙使电极发生膨胀,导致电芯内部应力发生变化,经过多次充放电后,电极极易发生断裂,导致续航性能下降,并会进一步恶化电池性能;如今能够改善圆柱锂离子电池内部应力的方式主要有其一是通过调整卷绕设备张力参数的方式,其二是通过增加卷针直径的方式,其中一般情况下卷针直径与电极板的尺寸成正比,而电池能量密度的问题且与工艺设计的“薄型化”材料息息相关,使得常规电池难以做到高能量密度以及长续航性能与电芯的内部应力二者双全。
技术实现思路
1、有鉴于此,本实用新型目的是提供一种能够解决上述问题的圆柱型锂离子电池。
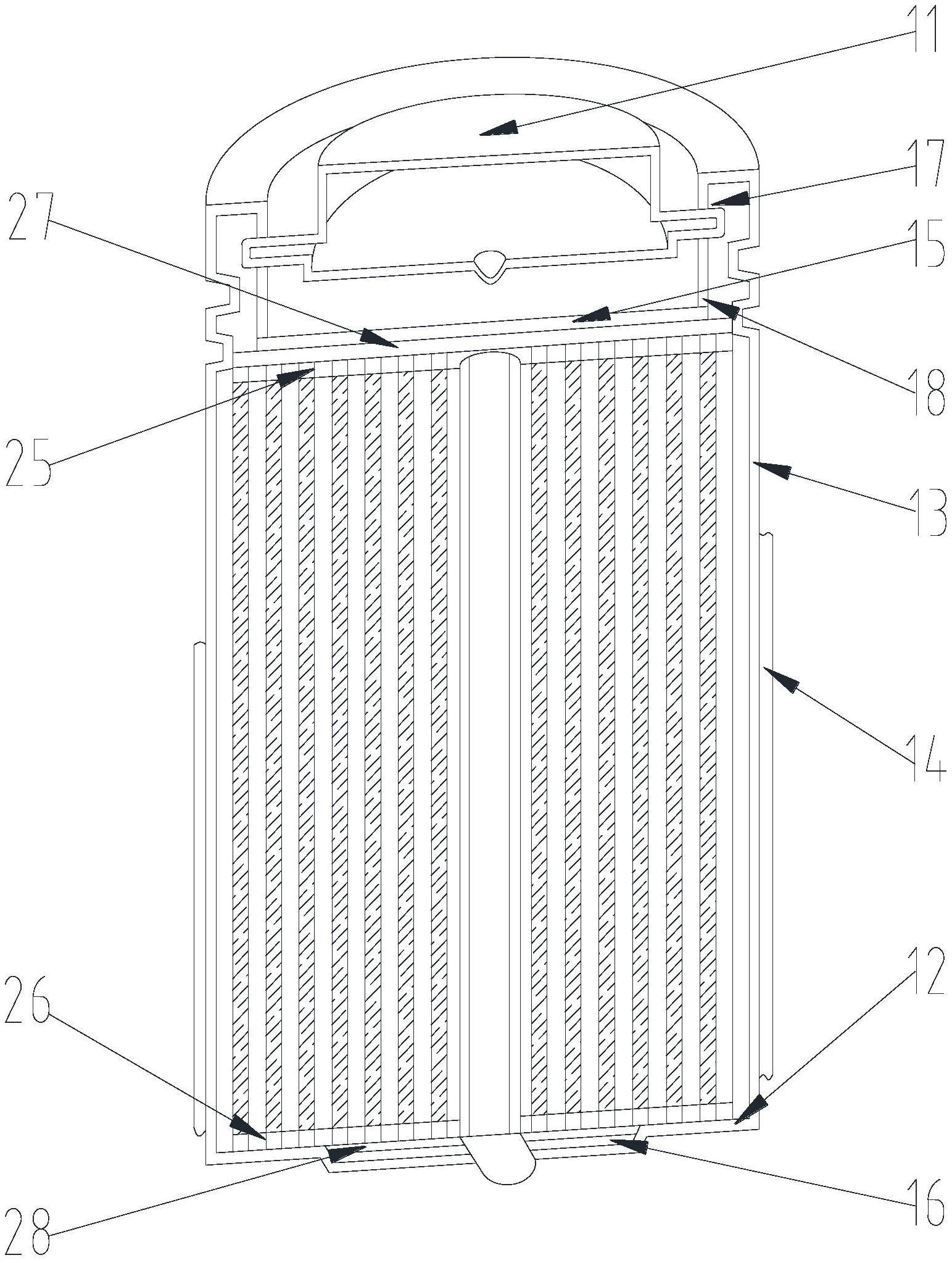
2、为了解决上述技术问题,本实用新型的技术方案是一种圆柱型锂离子电池,包括壳体,所述壳体内设置有电芯,所述电芯与壳体的间隙中填充有电解液,所述电芯上连接着保护电路板,所述电芯是由正极片、第一隔膜、负极片以及第二隔膜四者依次堆叠经电芯绕卷工艺制造而成的,所述第一隔膜为孔隙率在45±5%、抗刺穿强度350-400g且厚度为12-14μm的隔膜,所述第二隔膜为孔隙率在45±5%,抗刺穿强度≥500g且厚度为16-25μm的隔膜。
3、作为优选,所述电芯还包括所述正极片上设置有正极引线,所述负极片上设置有负极引线,所述正极引线的另一端均连接着正极贴片,所述负极引线的另一端均连接着负极贴片。
4、进一步,所述壳体包括正极盖、负极板以及圆柱侧壁,所述正极盖、负极板以及圆柱侧壁的外侧装设有绝缘套管,所述正极盖与正极贴片之间设置有顶部垫片,所述负极板与负极贴片之间设置有底部垫片,所述正极盖与圆柱侧壁之间设置有密封圈,所述正极盖与电芯之间设置有绝缘环。
5、进一步,所述负极板与圆柱侧壁二者是一体成型的,所述绝缘套管将圆柱侧壁完全覆盖,所述绝缘套管的两端呈向内收缩设置,所述绝缘套管将正极盖与负极板局部覆盖。
6、作为优选,所述保护电路板具备过充电保护、过放电保护、过电流保护以及短路保护功能。
7、本实用新型技术效果主要体现在以下方面:该圆柱型锂离子电池采用不同厚度的第一隔膜与第二隔膜来对卷绕时的正极片与负极片进行分隔,避免正极片与负极片直接接触而导致的电池内部出现短路的情况;通过较薄的第一隔膜来提升电芯能量密度及续航,较厚的第二隔膜来让电芯在卷绕时能够使用相对较大的卷针直径,以降低电芯卷绕过程张力,进而大幅度降低电池在循环使用过程中电极膨胀导致断裂的隐患;以此来实现该圆柱锂离子电池在大幅度提升的续航与循环性能的同时还可以降低循环过程电极膨胀应力,从而避免电池在长期循环使用的过程中出现电极膨胀而导致断裂的情况。
技术特征:
1.一种圆柱型锂离子电池,包括壳体,所述壳体内设置有电芯,所述电芯与壳体的间隙中填充有电解液,所述电芯上连接着保护电路板,其特征在于:所述电芯是由正极片、第一隔膜、负极片以及第二隔膜四者依次堆叠经电芯绕卷工艺制造而成的,所述第一隔膜为孔隙率在45±5%、抗刺穿强度350-400g且厚度为12-14μm的隔膜,所述第二隔膜为孔隙率在45±5%,抗刺穿强度≥500g且厚度为16-25μm的隔膜。
2.如权利要求1所述的一种圆柱型锂离子电池,其特征在于:所述电芯还包括所述正极片上设置有正极引线,所述负极片上设置有负极引线,所述正极引线的另一端均连接着正极贴片,所述负极引线的另一端均连接着负极贴片。
3.如权利要求2所述的一种圆柱型锂离子电池,其特征在于:所述壳体包括正极盖、负极板以及圆柱侧壁,所述正极盖、负极板以及圆柱侧壁的外侧装设有绝缘套管,所述正极盖与正极贴片之间设置有顶部垫片,所述负极板与负极贴片之间设置有底部垫片,所述正极盖与圆柱侧壁之间设置有密封圈,所述正极盖与电芯之间设置有绝缘环。
4.如权利要求3所述的一种圆柱型锂离子电池,其特征在于:所述负极板与圆柱侧壁二者是一体成型的,所述绝缘套管将圆柱侧壁完全覆盖,所述绝缘套管的两端呈向内收缩设置,所述绝缘套管将正极盖与负极板局部覆盖。
5.如权利要求1所述的一种圆柱型锂离子电池,其特征在于:所述保护电路板具备过充电保护、过放电保护、过电流保护以及短路保护功能。
技术总结
本技术公开一种圆柱型锂离子电池,包括壳体,所述壳体内设置有电芯,所述电芯是由正极片、第一隔膜、负极片以及第二隔膜四者依次堆叠经电芯绕卷工艺制造而成的,所述第一隔膜为孔隙率在45±5%、抗刺穿强度350‑400g且厚度为12‑14μm的隔膜,所述第二隔膜为孔隙率在45±5%,抗刺穿强度≥500g且厚度为16‑25μm的隔膜;该圆柱型锂离子电池通过较薄的第一隔膜来提升电芯能量密度及续航,较厚的第二隔膜来让电芯在卷绕时能够使用相对较大的卷针直径,以降低电芯卷绕过程张力,进而大幅度降低电池在循环使用过程中电极膨胀导致断裂的隐患。
技术研发人员:姜冠华,任亚春
受保护的技术使用者:江苏量能动力科技有限公司
技术研发日:20230506
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!