电缆护套成型轮装置的制作方法
本技术涉及电缆护套生产,具体而言,涉及一种电缆护套成型轮装置。
背景技术:
1、110kv-500kv超高压电缆金属护套生产线用于生产电缆护套(包括高压电缆皱纹铝护套产品和高压平滑铝护套产品这两种),是将条形板状材料弯曲,并对缝隙进行焊接而形成电缆护套。目前,我们常采用综合弯曲法对条形板进行弯曲,该方法是以挤压辊孔型半径为边缘弯曲半径,将板带原料边缘到一变形角,并且在以后的成型架次中基本保持不变(即最初只对条形板宽度方向的左右两端进行弯曲,此弯曲过程所用到的装置为电缆护套成型轮装置),而板带原料的中间部分弯曲按圆周弯曲变形法进行变形分配,直至进入机架上辊带有焊缝导向环的封闭孔型中成型。上述电缆护套成型轮装置如图1所示,包括基架、凹轮以及位于凹轮上的凸轮,利用凹轮和凸轮之间的缝隙来弯曲电缆护套圆弧左右两端。该电缆护套成型轮装置存在的缺陷是,只能用于生产一种直径和管厚规格的电缆护套,若需要生产其它规格的电缆护套,则需要对整个电缆护套成型轮装置进行更换,耗费了较多的人力及物力成本,间接降低了电缆护套的生产效率。
技术实现思路
1、本实用新型在于提供一种电缆护套成型轮装置,其能够缓解上述问题。
2、为了缓解上述的问题,本实用新型采取的技术方案如下:
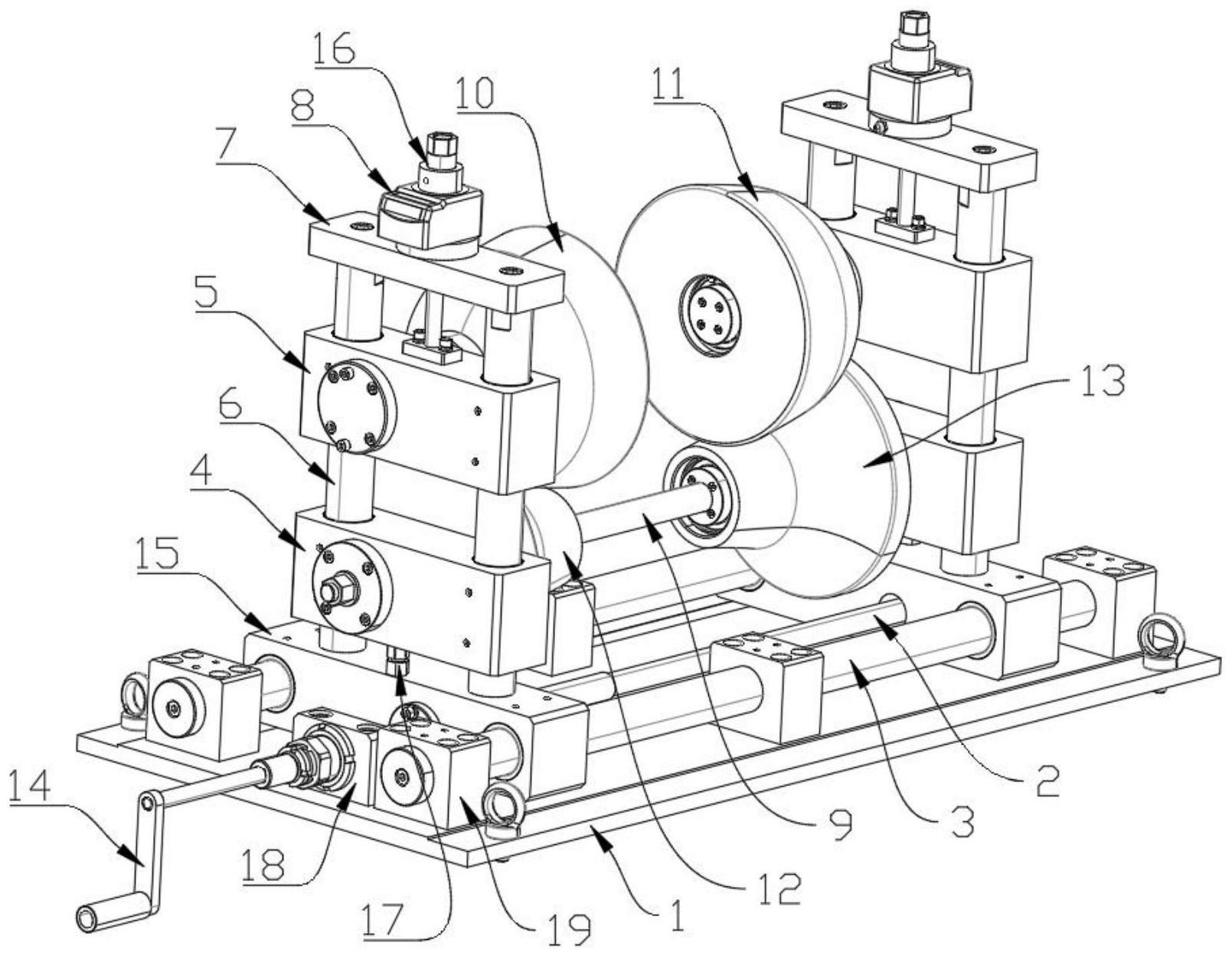
3、一种电缆护套成型轮装置,包括底板,凸轮,以位于所述凸轮正下方的凹轮,所述凸轮和凹轮均左右水平布置;
4、所述底板安装缝隙调节结构,用于调节所述凸轮和凹轮之间的板压缝隙宽度;
5、所述凸轮被对称分割为左半凸轮和右半凸轮,所述凹轮被对称分割为位于所述左半凸轮正下方的左半凹轮,和位于所述右半凸轮正下方的右半凹轮;
6、所述左半凸轮和左半凹轮构成左轮组,所述右半凸轮和右半凹轮构成右轮组,所述底板安装左右间距调节结构,用于调节所述左轮组和右轮组之间的左右间距。
7、在本实用新型的一较佳实施方式中,所述缝隙调节结构包括固定于所述底板的基座,下端固定于所述基座的立柱,固定于所述立柱顶端的顶板,直线滑动装配于所述立柱的上滑座和下滑座;
8、所述凸轮的轮轴通过轴承座转动装配于所述上滑座,所述凹轮的轮轴通过轴承座转动装配于所述下滑座;所述顶板设置上滑座高度位置螺纹调节组件,所述上滑座高度位置螺纹调节组件朝下的伸缩端固定连接所述上滑座;所述基座设置下滑座高度位置螺纹调节组件,所述下滑座高度位置螺纹调节组件朝上的伸缩端顶接所述下滑座。
9、在本实用新型的一较佳实施方式中,所述顶板安装用于检测所述上滑座高度位置的位置显示器。
10、在本实用新型的一较佳实施方式中,所述左右间距调节结构包括丝杆、光轴和两个基座;所述丝杆沿左右方向布置,并通过丝杆轴承安装座转动安装于所述底板;两个所述基座螺纹连接于所述丝杆,且它们在所述丝杆的进给方向相反,所述左轮组和右轮组分别安装于两个所述基座;所述光轴沿左右方向布置,并通过光轴固定座安装于所述底板,所述基座滑动装配于所述光轴。
11、在本实用新型的一较佳实施方式中,所述左半凹轮和右半凹轮分别轴向直线滑动装配于一根稳定轴的左右两端,所述稳定轴沿左右方向水平布置。
12、在本实用新型的一较佳实施方式中,所述丝杆的一端设置转动把手和/或电机转轴连接端。
13、与现有技术相比,本实用新型的有益效果是:
14、通过缝隙调节结构能调节凸轮和凹轮之间的板压缝隙宽度,以匹配加工不同管壁厚度的电缆护套的板材的厚度;将凸轮和凹轮均对称分割为左右两部分,其中左右两部分之间的间距能通过左右间距调节结构调节,以匹配加工不同直径的电缆护套的板材的宽度。因此,本实用新型可以适用多种直径和管厚规格的电缆护套弯曲成型作业,操作方便,降低了人力和物力成本,提高了电缆护套的生产效率。
15、此外,由于凸轮和凹轮均为左右对称分割,因此能确保板材弯曲时,左右端的弯曲弧度相同。
16、为使本实用新型的上述目的、特征和优点能更明显易懂,下文特举本实用新型实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种电缆护套成型轮装置,包括底板,凸轮,以位于所述凸轮正下方的凹轮,所述凸轮和凹轮均左右水平布置,其特征在于,
2.根据权利要求1所述的电缆护套成型轮装置,其特征在于,所述缝隙调节结构包括固定于所述底板的基座,下端固定于所述基座的立柱,固定于所述立柱顶端的顶板,直线滑动装配于所述立柱的上滑座和下滑座;
3.根据权利要求2所述的电缆护套成型轮装置,其特征在于,所述顶板安装用于检测所述上滑座高度位置的位置显示器。
4.根据权利要求1所述的电缆护套成型轮装置,其特征在于,所述左右间距调节结构包括丝杆、光轴和两个基座;所述丝杆沿左右方向布置,并通过丝杆轴承安装座转动安装于所述底板;两个所述基座螺纹连接于所述丝杆,且它们在所述丝杆的进给方向相反,所述左轮组和右轮组分别安装于两个所述基座;所述光轴沿左右方向布置,并通过光轴固定座安装于所述底板,所述基座滑动装配于所述光轴。
5.根据权利要求1或4所述的电缆护套成型轮装置,其特征在于,所述左半凹轮和右半凹轮分别轴向直线滑动装配于一根稳定轴的左右两端,所述稳定轴沿左右方向水平布置。
6.根据权利要求4所述的电缆护套成型轮装置,其特征在于,所述丝杆的一端设置转动把手和/或电机转轴连接端。
技术总结
本技术公开了一种电缆护套成型轮装置,涉及电缆护套生产技术领域,包括底板,凸轮,以位于所述凸轮正下方的凹轮,所述凸轮和凹轮均左右水平布置;所述底板安装缝隙调节结构,用于调节所述凸轮和凹轮之间的板压缝隙宽度;所述凸轮被对称分割为左半凸轮和右半凸轮,所述凹轮被对称分割为位于所述左半凸轮正下方的左半凹轮,和位于所述右半凸轮正下方的右半凹轮;所述左半凸轮和左半凹轮构成左轮组,所述右半凸轮和右半凹轮构成右轮组,所述底板安装左右间距调节结构,用于调节所述左轮组和右轮组之间的左右间距。本装置可以适用多种直径和管厚规格的电缆护套弯曲成型作业,操作方便,降低了人力和物力成本,提高了电缆护套的生产效率。
技术研发人员:张雷,滕福春,张谦,吴永波
受保护的技术使用者:成都联士科技有限公司
技术研发日:20230601
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!