一种棒式电感自动化组装设备的制作方法
本技术涉及电感线圈,具体涉及一种棒式电感自动化组装设备。
背景技术:
1、电感线圈是利用电磁感应的原理进行工作的器件,其由漆包线绕制成螺旋形,螺旋形电感线圈的中部可以安装磁棒。现有电感线圈和磁棒装配方式主要通过人工将磁棒插入电感线圈内,然后对磁棒的两端进行点胶固定,这样存在生产效率低、质量无法保证的缺陷。
技术实现思路
1、因此,本实用新型要解决的技术问题在于克服现有技术中的磁棒和电感线圈组装生产效率低、质量无法保证的缺陷,从而提供一种生产效率高的棒式电感自动化组装设备。
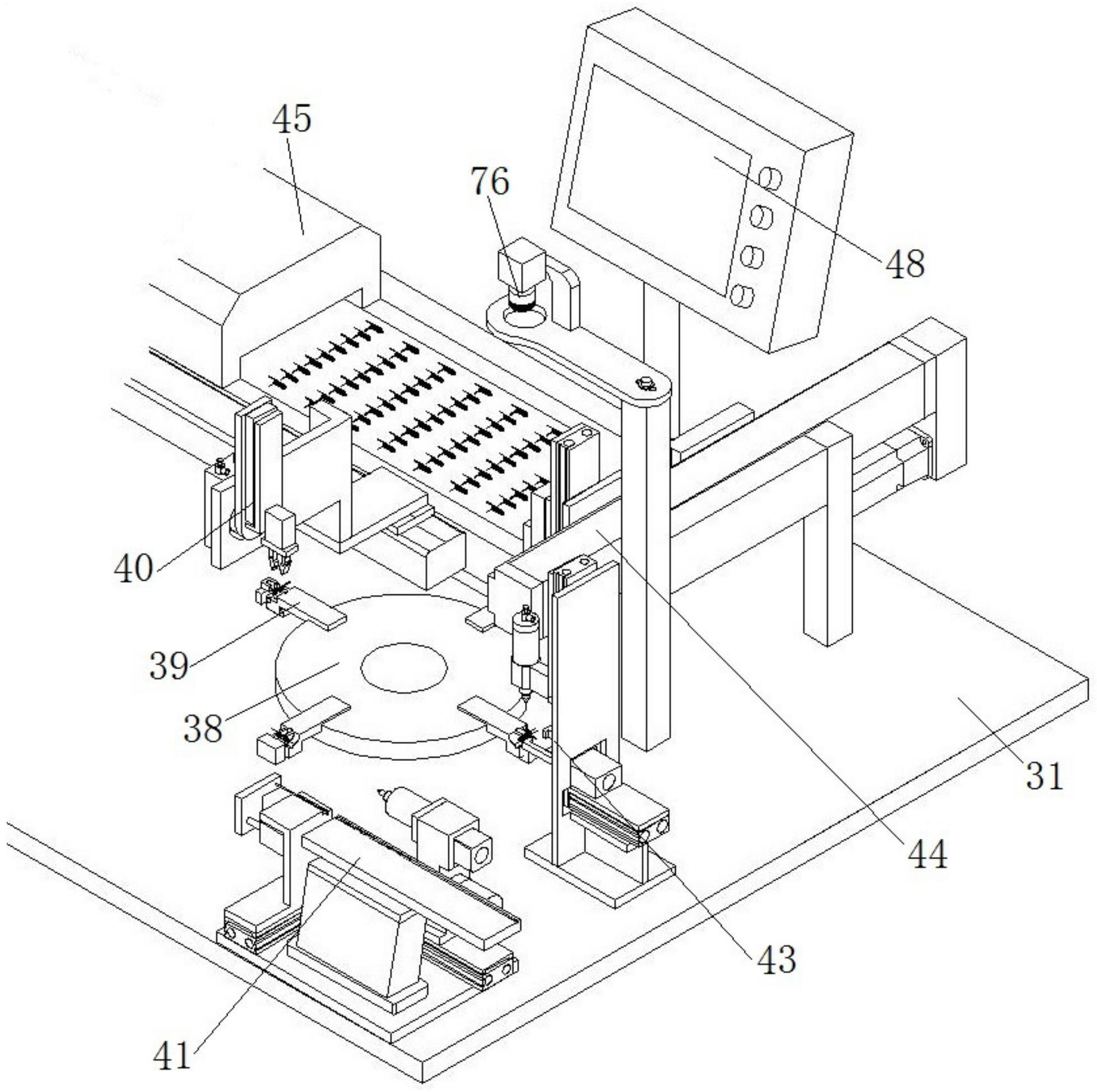
2、为此,本实用新型提供一种棒式电感自动化组装设备,包括机架、上料机械手、磁芯传送机构、点胶机构、磁芯检测机构、卸料机械手和控制系统,机架具有转盘,以及分布于转盘周围的多个工位,所述转盘设置有适于放置电感线圈的夹具;上料机械手,适于夹取电感线圈并放置于所述夹具上;磁芯传送机构,适于将磁芯装入所述电感线圈的中部通孔内;点胶机构,适于将所述磁芯的两端胶粘于所述电感线圈上;磁芯检测机构,设于磁芯装配工位之后,用于检测电感线圈内是否安装有所述磁芯,或用于检测夹具上是否安装有所述电感线圈;卸料机械手,适于夹取点胶完成的电感线圈磁芯组件并放置于烘箱传送带上或不合格品区;控制系统,适于控制各个机构工作。
3、所述磁芯检测机构包括检测传感器和排废组件,检测传感器与控制系统相连,所述检测传感器用于检测所述电感线圈内是否安装有所述磁芯,并向所述控制系统发送信号;排废组件,与所述控制系统相连,所述排废组件适于在所述检测传感器检测到所述电感线圈内未安装有所述磁芯时,使所述电感线圈与所述夹具分离。
4、所述排废组件包括吹气驱动件,以及受所述吹气驱动件驱动上下移动的气嘴,所述气嘴具有工作位置,其中,在所述工作位置时,所述气嘴与所述电感线圈相对设置,适于吹气将所述电感线圈与所述夹具分离。
5、所述磁芯传送机构包括振动盘、移送件、顶杆组件和磁芯穿入器,振动盘具有设于其出口端的振动导轨,所述振动导轨适于向移送件输送磁芯;移送件,设有与所述振动导轨上的磁芯相对设置的导槽,所述移送件滑动安装于机架上,其具有与所述振动导轨对应设置的第一位置,以及与磁芯穿入器对应设置的第二位置;顶杆组件,设于所述移送件上,其包括伸入所述导槽内的第二顶杆,以及适于驱动所述第二顶杆移动、使磁芯装入所述磁芯穿入器的顶杆驱动件;磁芯穿入器,滑动安装于所述机架上,具有设于其头部、适于安装所述磁芯的套筒,以及设于所述套筒内、用于将所述磁芯顶出的顶针。
6、所述点胶机构包括出胶组件,所述出胶组件包括出胶针头和点胶驱动件,所述点胶驱动件驱动所述出胶针头移动至所述磁芯两端的上方,且通过胶水将所述磁芯的两端与所述电感线圈两端对应固定。
7、所述点胶机构还包括:磁芯定位组件,包括两个定位夹臂、第一夹臂驱动件和第二夹臂驱动件,两个所述定位夹臂分设于电感线圈的两侧,所述第一夹臂驱动件固定于所述第二夹臂驱动件上,用于驱动两个所述定位夹臂相向或反向移动,以使所述磁芯居中设置于所述电感线圈内,所述第二夹臂驱动件用于驱动所述第一夹臂驱动件朝靠近或远离夹具的方向移动。
8、所述机架上设置有烘箱,所述烘箱适于将点胶完成的电感线圈磁芯组件烘干。
9、还包括设于点胶工位之后的视觉检测机构,所述视觉检测机构包括用于检测不合格品的视觉相机,所述视觉相机与控制系统相连。
10、本实用新型技术方案,具有如下优点:
11、1.本实用新型提供的棒式电感自动化组装设备,装配时,上料机械手夹取电感线圈并放置于夹具上,磁芯传送机构将磁芯装入电感线圈的中部通孔内,然后点胶机构磁芯的两端胶粘于电感线圈上,卸料机械手夹取点胶完成的电感线圈磁芯组件并放置于烘箱传送带上,从而完成磁芯与电感线圈的自动化装配,这样大大提高了生产效率,保证了产品质量;另外,磁芯检测机构用于检测电感线圈内是否安装有磁芯,并取出未安装有磁芯的电感线圈,这样避免了漏装磁芯的情况。
12、2.本实用新型提供的棒式电感自动化组装设备,磁芯检测机构包括检测传感器和吹气组件,检测传感器与控制系统相连,检测传感器用于检测电感线圈内是否安装有磁芯,并向控制系统发送信号;排废组件,与控制系统相连,排废组件包括吹气驱动件,以及受吹气驱动件驱动上下移动的气嘴,当检测传感器检测到电感线圈内没有安装磁芯时,吹气驱动件驱动气嘴移动至与电感线圈相对的位置,从而将电感线圈从夹具上吹落。
13、3.本实用新型提供的棒式电感自动化组装设备,磁芯传送机构包括振动盘、振动导轨、移送件、顶杆组件和磁芯穿入器,振动盘通过振动导轨适于向移送件输送磁芯,移送件将磁芯移送至磁芯穿入器的套筒内,然后磁芯穿入器移动至邻近夹具的位置,通过顶杆将磁芯由套筒顶入至电感线圈的中部通孔内。
14、4.本实用新型提供的棒式电感自动化组装设备,点胶机构包括和磁芯定位组件和出胶组件,磁芯定位组件包括两个定位夹臂、第一夹臂驱动件和第二夹臂驱动件,两个定位夹臂分设于电感线圈的两侧,第一夹臂驱动件固定于第二夹臂驱动件上,用于驱动两个定位夹臂相向或反向移动,以使磁芯居中设置于电感线圈内,从而保证了点胶的准确性和产品的一致性。
技术特征:
1.一种棒式电感自动化组装设备,其特征在于,包括:
2.根据权利要求1所述的棒式电感自动化组装设备,其特征在于,所述磁芯检测机构(46)包括:
3.根据权利要求2所述的棒式电感自动化组装设备,其特征在于,所述排废组件(49)包括吹气驱动件(50),以及受所述吹气驱动件(50)驱动上下移动的气嘴(51),所述气嘴(51)具有工作位置,其中,在所述工作位置时,所述气嘴(51)与所述电感线圈(21)相对设置,适于吹气将所述电感线圈(21)与所述夹具(39)分离。
4.根据权利要求1-3中任一项所述的棒式电感自动化组装设备,其特征在于,所述磁芯传送机构(41)包括:
5.根据权利要求1所述的棒式电感自动化组装设备,其特征在于,所述点胶机构(43)包括出胶组件,所述出胶组件包括出胶针头(60)和点胶驱动件(63),所述点胶驱动件(63)驱动所述出胶针头(60)移动至所述磁芯(42)两端的上方,且通过胶水将所述磁芯(42)的两端与所述电感线圈(21)两端对应固定。
6.根据权利要求5所述的棒式电感自动化组装设备,其特征在于,所述点胶机构(43)还包括:
7.根据权利要求1所述的棒式电感自动化组装设备,其特征在于,所述机架(31)上设置有烘箱(45),所述烘箱(45)适于将点胶完成的电感线圈磁芯组件烘干。
8.根据权利要求1所述的棒式电感自动化组装设备,其特征在于,还包括设于点胶工位之后的视觉检测机构,所述视觉检测机构包括用于检测不合格品的视觉相机(76),所述视觉相机(76)与控制系统(48)相连。
技术总结
本技术提供一种棒式电感自动化组装设备,包括:机架,具有转盘,以及分布于转盘周围的多个工位,转盘设置有适于放置电感线圈的夹具;上料机械手,适于夹取电感线圈并放置于夹具上;磁芯传送机构,适于将磁芯装入电感线圈的中部通孔内;点胶机构,适于将磁芯的两端胶粘于电感线圈上;磁芯检测机构,设于磁芯装配工位之后,用于检测电感线圈内是否安装有磁芯,并取出未安装有磁芯的电感线圈;卸料机械手,适于夹取点胶完成的电感线圈磁芯组件并放置于烘箱传送带上;控制系统,适于控制各个机构工作。与现有技术相比,这样大大提高了生产效率,且保证了质量。
技术研发人员:李金光,黄祥志,杨信稿,李阳康
受保护的技术使用者:温州市桑德拉自动化科技有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!