汽车端子组件的制作方法
本技术涉及一种汽车端子组件,尤其是涉及一种提高对接端子和安装端子之间焊接强度的汽车端子组件。
背景技术:
1、现有技术中,汽车端子组件广泛应用于abs系统(antilock brake system,防抱死制动系统)、esc系统(electronic stability controller,车身电子稳定性控制系统)中。
2、现有技术中的汽车端子组件通常包括对接端子及安装端子,对接端子设置于上述系统的壳体中以与配合的插头端子连接;安装端子与对接端子焊接固定在一起,安装端子用于插入至电路板中以与电路板电性连接。
3、现有技术中的汽车端子组件的对接端子与安装端子通常通过电阻焊的方式焊接固定在一起,然而,现有技术中对接端子与安装端子的焊接面之间通常为面与面的接触,接触面积大,导致电阻焊时的接触电阻小,从而使得对接端子与安装端子的连接处的焊接强度差,致使汽车端子组件受到震动时,对接端子与安装端子之间容易松动甚至会分离,降低了电性连接的稳定性,影响使用性能。因此,确有必要提供一种汽车端子组件,以克服上述缺陷。
技术实现思路
1、本实用新型的目的在于提供一种汽车端子组件,其能够提高对接端子和安装端子之间的焊接强度,防止二者之间发生松动或分离。
2、本实用新型的目的通过以下技术方案来实现:
3、一种汽车端子组件,包括通过电阻焊固定连接的对接端子及安装端子,所述对接端子与所述安装端子均设有彼此面对的焊接面,所述对接端子的焊接面与所述安装端子的焊接面二者至少其中之一凸设有用于与另一焊接面通过电阻焊的方式焊接的突起结构,并在设有所述突起结构的所述对接端子和/或所述安装端子上设有凹陷部,所述凹陷部设于所述对接端子和/或所述安装端子的对应于所述突起结构的背面,所述凹陷部设有光滑的接触面。
4、进一步地,所述对接端子的焊接面及所述安装端子的焊接面均设置有所述突起结构。
5、进一步地,所述突起结构为间隔设置的若干凸柱,若干所述凸柱呈矩阵排列或交错排列。
6、进一步地,若干所述凸柱在电阻焊熔融时相互间隔设置而不会融合在一起,或者,若干所述凸柱在电阻焊熔融时相互融合并连接在一起。
7、进一步地,所述突起结构设置为并排设置的两个或两个以上的凸肋,相邻的所述凸肋之间设有间隙。
8、进一步地,所述对接端子的焊接面及所述安装端子的焊接面均设置有两个或两个以上的所述凸肋,且所述安装端子的所述凸肋的延伸方向与所述对接端子的所述凸肋的延伸方向不同。
9、进一步地,所述安装端子的所述凸肋的延伸方向垂直于所述对接端子的所述凸肋的延伸方向。
10、进一步地,所述凹陷部与所述突起结构正对设置,且所述凹陷部的空腔体积与所述突起结构的体积相等。
11、进一步地,所述突起结构与所述凹陷部通过金属挤压变形的方式一次成型于所述对接端子和/或所述安装端子。
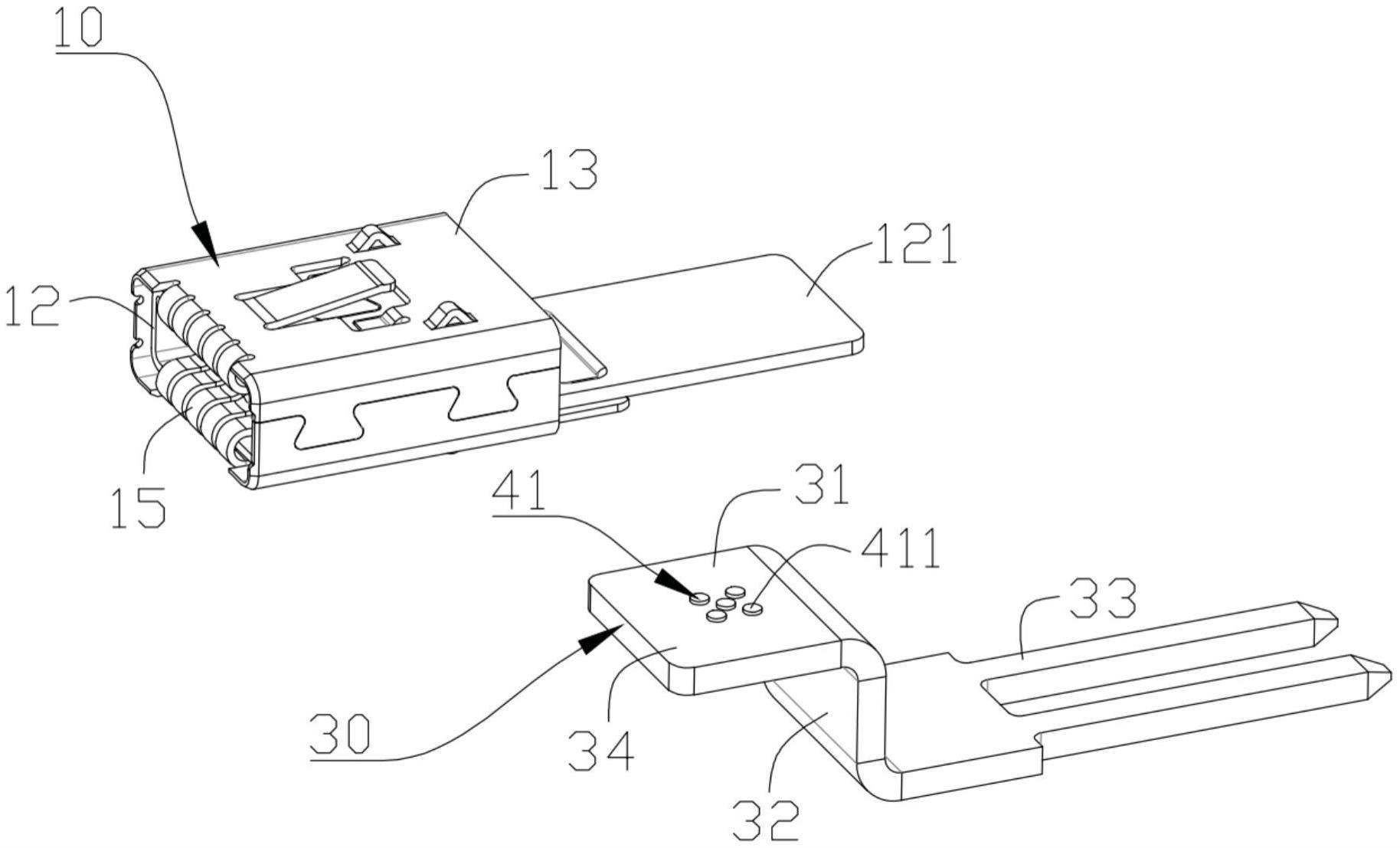
12、进一步地,所述对接端子包括基部及套设于所述基部的套筒,所述基部具有延伸出所述套筒的延伸板;所述安装端子包括依次固定连接的固定板、过渡板及插脚,所述固定板及所述插脚均相对所述过渡板弯折成型;所述延伸板与所述固定板通过电阻焊固定连接在一起,所述突起结构设置于所述固定板和/或所述延伸板的焊接面。
13、进一步地,当所述突起结构及所述凹陷部设置于所述固定板上时,所述凹陷部的接触面至所述突起结构的顶面的距离小于或等于所述固定板的厚度;当所述突起结构及所述凹陷部设置于所述延伸板上时,所述凹陷部的接触面至所述突起结构的底面的距离小于或等于所述延伸板的厚度。
14、进一步地,光滑的所述接触面为光滑的平面或弧形面以与电阻焊设备的电极无缝接触。
15、相较于现有技术中电阻焊时对接端子和安装端子之间的焊接面为面与面的接触,本实用新型中通过在对接端子和/或安装端子的焊接面上设置突起结构,使得电阻焊时对接端子和安装端子的焊接面之间为点与面、线与面或点与点等方式的接触,减小了对接端子与安装端子的接触面积,增大了电阻焊时的接触电阻,从而增大了焊接接合处的电流密度,进而增加了焊接强度,防止二者之间松动甚至分离;同时,凹陷部设有光滑的接触面,使得凹陷部可以与电极完全接触,致使电阻焊的热量集中于突起结构上,提升了焊接效率。
技术特征:
1.一种汽车端子组件,包括通过电阻焊固定连接的对接端子及安装端子,其特征在于:所述对接端子与所述安装端子均设有彼此面对的焊接面,所述对接端子的焊接面与所述安装端子的焊接面二者至少其中之一凸设有用于与另一焊接面通过电阻焊的方式焊接的突起结构,并在设有所述突起结构的所述对接端子和/或所述安装端子上设有凹陷部,所述凹陷部设于所述对接端子和/或所述安装端子的对应于所述突起结构的背面,所述凹陷部设有光滑的接触面。
2.如权利要求1所述的汽车端子组件,其特征在于:所述对接端子的焊接面及所述安装端子的焊接面均设置有所述突起结构。
3.如权利要求1所述的汽车端子组件,其特征在于:所述突起结构为间隔设置的若干凸柱,若干所述凸柱呈矩阵排列或交错排列。
4.如权利要求3所述的汽车端子组件,其特征在于:若干所述凸柱在电阻焊熔融时相互间隔设置而不会融合在一起,或者,若干所述凸柱在电阻焊熔融时相互融合并连接在一起。
5.如权利要求1所述的汽车端子组件,其特征在于:所述突起结构设置为并排设置的两个或两个以上的凸肋,相邻的所述凸肋之间设有间隙。
6.如权利要求5所述的汽车端子组件,其特征在于:所述对接端子的焊接面及所述安装端子的焊接面均设置有两个或两个以上的所述凸肋,且所述安装端子的所述凸肋的延伸方向与所述对接端子的所述凸肋的延伸方向不同。
7.如权利要求6所述的汽车端子组件,其特征在于:所述安装端子的所述凸肋的延伸方向垂直于所述对接端子的所述凸肋的延伸方向。
8.如权利要求1所述的汽车端子组件,其特征在于:所述凹陷部与所述突起结构正对设置,且所述凹陷部的空腔体积与所述突起结构的体积相等。
9.如权利要求8所述的汽车端子组件,其特征在于:所述突起结构与所述凹陷部通过金属挤压变形的方式一次成型于所述对接端子和/或所述安装端子。
10.如权利要求1所述的汽车端子组件,其特征在于:所述对接端子包括基部及套设于所述基部的套筒,所述基部具有延伸出所述套筒的延伸板;所述安装端子包括依次固定连接的固定板、过渡板及插脚,所述固定板及所述插脚均相对所述过渡板弯折成型;所述延伸板与所述固定板通过电阻焊固定连接在一起,所述突起结构设置于所述固定板和/或所述延伸板的焊接面。
11.如权利要求10所述的汽车端子组件,其特征在于:当所述突起结构及所述凹陷部设置于所述固定板上时,所述凹陷部的接触面至所述突起结构的顶面的距离小于或等于所述固定板的厚度;当所述突起结构及所述凹陷部设置于所述延伸板上时,所述凹陷部的接触面至所述突起结构的底面的距离小于或等于所述延伸板的厚度。
12.如权利要求1所述的汽车端子组件,其特征在于:光滑的所述接触面为光滑的平面或弧形面以与电阻焊设备的电极无缝接触。
技术总结
本技术涉及一种汽车端子组件,包括通过电阻焊固定连接的对接端子及安装端子,所述对接端子的焊接面与所述安装端子的焊接面二者至少其中之一设置有用于与另一焊接面通过电阻焊的方式焊接的突起结构,并在设有所述突起结构的所述对接端子和/或所述安装端子上设有凹陷部,所述凹陷部设于所述对接端子和/或所述安装端子的对应于所述突起结构的背面,所述凹陷部设有光滑的接触面。该汽车端子组件能够提高对接端子和安装端子之间的焊接强度,防止二者之间发生松动或分离。
技术研发人员:徐国炜,凌灿
受保护的技术使用者:苏州昀冢电子科技股份有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!