绞线机点缠装置及绞线机的制作方法
本技术涉及汽车线束生产设备,特别涉及一种绞线机点缠装置。本技术还涉及设有上述绞线机点缠装置的绞线机。
背景技术:
1、绞合线是汽车线束回路的重要组成部分,它具有抗信号干扰的作用,很多线束系统都会用到绞合线,以使得信号更好地传递。在导线绞合的过程中,绞距和绞后尺寸是两个需要控制的重要参数。其中,绞距是绞合线抗信号干扰能力的关键参数,绞距的大小会直接影响信号传输能力,不同的绞距对不同波长的信号有不同的抗干扰能力。此外,绞距也直接影响着绞后尺寸的变化,绞后尺寸则是汽车线束总成在预装和组装中,保证成品合格的关键尺寸。
2、在实际生产过程中人们发现,绞合完的线缆在放置一定时间后,绞合线本身会自动松散,绞合线本身绞距也会随之变大,导致绞后长度变长,同时绞合线抗信号干扰能力会变弱。为了改善这一问题,行业内通常采用在绞合线上的绞合节点处用胶带进行点缠,以防止因绞合线的自然松散而导致绞距和绞后长度发生变化。
3、目前,对绞合线进行点缠有手动与自动两种。手动点缠是先用胶带切割机将胶带分割成规定的长度,再由员工手工将胶带缠绕在绞合线上,这种方式存在点缠效率低,人员浪费大,并且胶带点缠位置一致性难以得到保证等缺点。自动点缠一般采用点缠机,在导线绞合完毕后,通过点缠机带动胶带绕绞合线旋转,以将胶带缠绕在绞合线上,现有的点缠机虽能够实现自动点缠,不过由于需设置带动胶带旋转,以将胶带主动缠绕在绞合线上的相关机构,其也导致点缠机的尺寸较大,设备成本较高,而不利于自动点缠方式的推广。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种绞线机点缠装置,以可实现自动在绞合线上缠绕胶带,且有利于降低点缠装置的尺寸与成本。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
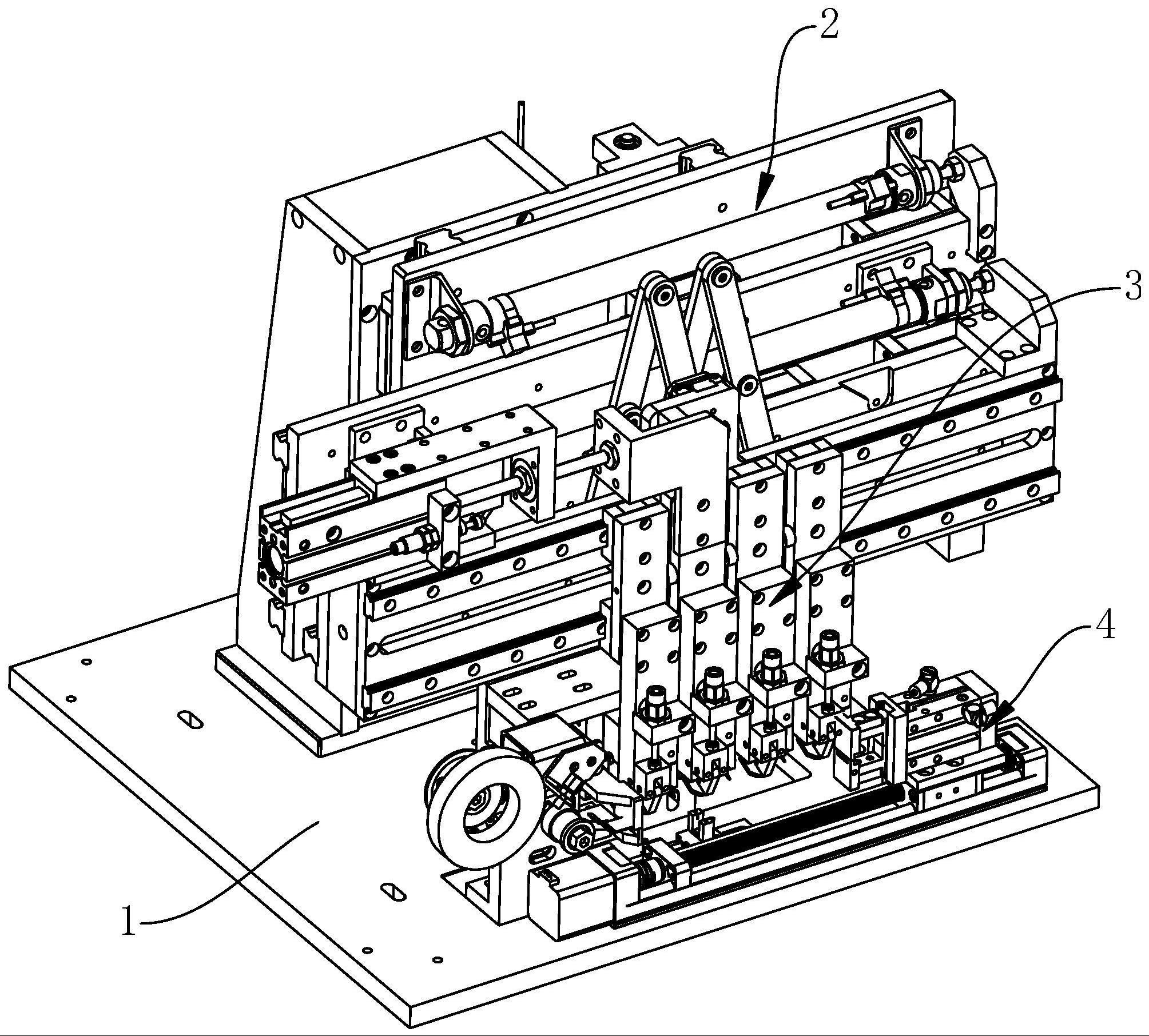
3、一种绞线机点缠装置,包括架体,通过移动机构设置在所述架体上的胶带缠绕机构,以及设于所述架体上的胶带拉伸机构和胶带剪切机构;
4、所述胶带缠绕机构具有胶带夹持单元和辅助按压单元,所述移动机构具有横向移动单元和竖向升降单元,且所述横向移动单元用于驱使所述胶带缠绕机构在胶带夹持位置和胶带缠绕位置之间往复移动;
5、所述胶带拉伸机构和所述胶带剪切机构对应于所述胶带夹持位置布置,且所述胶带拉伸机构用于释放待缠绕的胶带,所述胶带剪切机构用于裁切释放的所述胶带;
6、所述胶带夹持单元能够在所述胶带夹持位置夹持裁切出的所述胶带,并在所述胶带缠绕位置使夹持的所述胶带缠绕至随绞线机转动的绞合线上,且在所述竖向升降单元的带动下,所述辅助按压单元能够按压缠绕至所述绞合线上的所述胶带。
7、进一步的,所述竖向升降单元与所述架体相连,所述横向移动单元设于所述竖向升降单元的升降端上,所述胶带缠绕机构设于所述横向移动单元的移动端上。
8、进一步的,所述横向移动单元包括设于所述升降端上的一级横向移动组件,以及设于所述一级横向移动组件的移动端上的二级横向移动组件,所述胶带缠绕机构设于所述二级横向移动组件的移动端上。
9、进一步的,所述竖向升降单元采用升降气缸驱使所述升降端,且所述升降端和所述架体之间通过滑轨进行导向;和/或,
10、所述一级横向移动组件和所述二级横向移动组件均采用横向气缸驱使与之对应的所述移动端,且各所述移动端均通过滑轨进行导向。
11、进一步的,所述胶带缠绕机构为并排布置的多个,所述胶带剪切机构中的剪刀的数量匹配于所述胶带缠绕机构设置;
12、多个所述胶带缠绕机构通过滑轨导向滑动在所述横向移动单元的移动端,且在所述横向移动单元的移动端设有伸缩驱使单元;
13、所述伸缩驱使单元与各所述胶带缠绕机构连接,且所述伸缩驱使单元能够驱使各所述胶带缠绕机构横向移动,以使相邻的所述胶带缠绕机构之间靠近或远离。
14、进一步的,所述伸缩驱使单元包括直线驱动组件和多连杆组件;
15、多个所述胶带缠绕机构通过所述多连杆组件传动连接在一起,所述直线驱动组件的驱动端与所述多连杆组件或其一所述胶带缠绕机构连接;
16、在所述直线驱动组件的驱使下,多个所述胶带缠绕机构通过所述多连杆组件的传动同步移动。
17、进一步的,所述胶带缠绕机构包括支架;
18、所述胶带夹持单元包括转动连接在所述支架上的夹爪,所述夹爪通过夹持气缸驱使开合,且所述夹爪闭合时与所述胶带之间为线接触;和/或,所述辅助按压单元包括转动连接在所述支架上的按压块,且所述按压块上设有并排布置的按压凸起。
19、进一步的,所述胶带拉伸机构包括可转动的胶带安装支架,以及相对布置的前端胶带夹持单元和后端胶带夹持单元,且所述前端胶带夹持单元靠近所述胶带安装支架设置,所述后端胶带夹持单元由直线驱使部驱使,能够靠近或远离所述前端胶带夹持单元;和/或,
20、所述胶带剪切机构包括纵向驱使单元,以及设置在所述纵向驱使单元驱动端上的剪刀,所述纵向驱使单元能够驱使所述剪刀靠近或远离所述胶带拉伸机构,所述剪刀用于裁切释放的所述胶带。
21、进一步的,还包括胶带检测机构;
22、所述胶带检测机构具有颜色检测传感器,且所述胶带检测机构通过颜色识别所述绞合线上是否缠绕有所述胶带。
23、相对于现有技术,本实用新型具有以下优势:
24、本实用新型所述的绞线机点缠装置,通过移动机构、胶带缠绕机构,以及胶带拉伸机构和胶带剪切机构的设置,移动机构可带动胶带缠绕机构横向及竖向移动,胶带拉伸机构可释放需点缠的胶带,胶带剪切机构能够裁切胶带,并且胶带缠绕机构能够随绞线机带动绞合线转动,将胶带缠绕在绞合线上,由此可实现胶带在绞合线上的自动点缠。
25、与此同时,由于胶带缠绕机构为随绞线机带动绞合线转动,将胶带缠绕至绞合线上,相比于现有点缠机带动胶带旋转缠绕的主动缠绕方式,本实用新型实现了胶带的被动式缠绕,从而可省去带动胶带旋转缠绕的相关机构,可减小点缠装置的尺寸,降低其成本较,有利于自动点缠方式的推广。
26、本实用新型的另一目的在于提出一种绞线机,所述绞线机中设有如上所述的绞线机点缠装置。
27、本实用新型所述的绞线机与上述绞线机点缠装置具有相同的有益效果,在此不再赘述。
技术特征:
1.一种绞线机点缠装置,其特征在于:
2.根据权利要求1所述的绞线机点缠装置,其特征在于:
3.根据权利要求2所述的绞线机点缠装置,其特征在于:
4.根据权利要求3所述的绞线机点缠装置,其特征在于:
5.根据权利要求1所述的绞线机点缠装置,其特征在于:
6.根据权利要求5所述的绞线机点缠装置,其特征在于:
7.根据权利要求1所述的绞线机点缠装置,其特征在于:
8.根据权利要求1所述的绞线机点缠装置,其特征在于:
9.根据权利要求1至8中任一项所述的绞线机点缠装置,其特征在于:
10.一种绞线机,其特征在于:
技术总结
本技术提供了一种绞线机点缠装置及绞线机,本技术的绞线机点缠装置包括架体,通过移动机构设置在所述架体上的胶带缠绕机构,以及设于所述架体上的胶带拉伸机构和胶带剪切机构,所述胶带缠绕机构具有胶带夹持单元和辅助按压单元,所述移动机构具有横向移动单元和竖向升降单元,所述胶带拉伸机构和胶带剪切机构对应于胶带夹持位置布置,所述胶带夹持单元能够在胶带夹持位置夹持裁切出的胶带,并在胶带缠绕位置使胶带缠绕至随绞线机转动的绞合线上,且所述辅助按压单元能够按压缠绕至绞合线上的胶带。本技术的绞线机点缠装置,能够自动实现在绞合线上缠绕胶带,且有利于减小点缠装置的尺寸,以及降低其成本。
技术研发人员:陈长龙,李祥峰
受保护的技术使用者:曼德汽车零部件(乐陵)有限公司
技术研发日:20230704
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!