一种多工序集成的电池生产线的制作方法
本申请涉及电池生产线,尤其是一种可以在一条产线中实现干燥、注液、化成、恒温静置的多工序集成的电池生产线,该生产线具备有更高的集成度,可以减少电池产线的空间占用。
背景技术:
1、电池是现代电力设备中的关键组成部分,广泛应用于各种电动汽车、移动设备、智能家电等领域。随着电池技术的日益发展,对电池生产线的要求也在不断提高,其中,电池生产线的集成度和空间占用尤为重要。一般而言,电池的生产过程包括干燥、注液、化成以及恒温静置等多个关键步骤,而这些步骤通常需要在多条独立的生产线上进行。
2、然而,现有的电池生产技术存在许多问题和不足。首先,现有的电池生产线通常需要分别设立多条生产线以进行干燥、注液、化成和恒温静置等步骤,这不仅占用了大量的生产空间,而且增加了生产设备的购置和维护成本。同时,生产线之间的物料转移也增加了生产过程中的时间消耗和能源消耗,降低了生产效率。
3、其次,由于现有的电池生产线需要在多个工序之间进行物料转移,因此在转移过程中可能会引入污染,影响电池的性能和可靠性。此外,每次物料转移都需要进行一次生产线的启动和关闭,这不仅增加了生产过程的复杂性,也可能对生产线的稳定性产生影响。
4、鉴于上述问题,研发一种集成度更高的电池生产线对于提高电池产业的竞争力,满足社会对于更高效、更环保电池的需求具有重要的意义。
技术实现思路
1、本申请旨在至少解决现有技术所存在的一点不足,提供一种集成度更高的电池生产线。
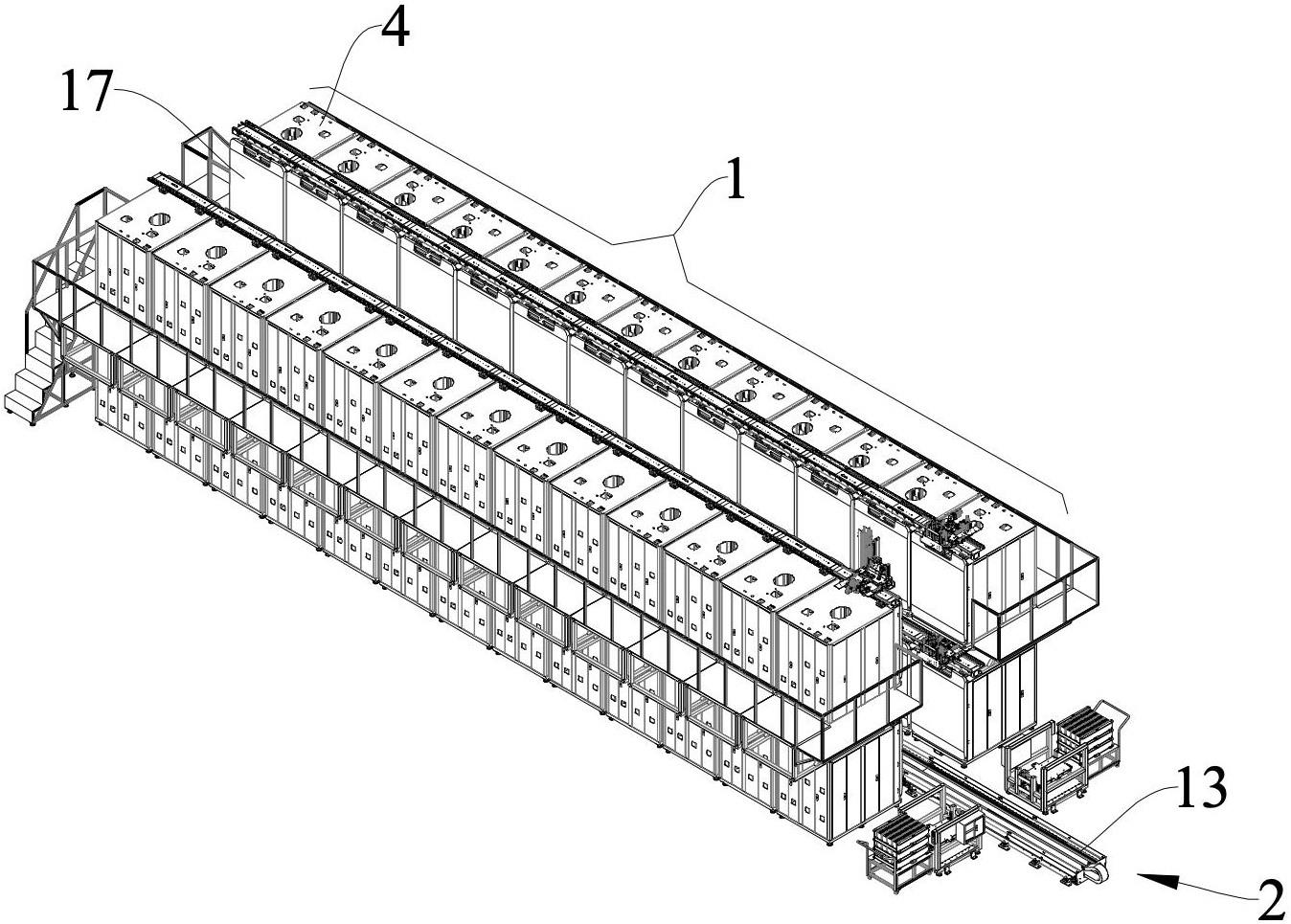
2、为实现上述目的,本申请公开了一种多工序集成的电池生产线,包括集成设备组、位于集成设备组旁的取放料组件以及与集成设备组以及取放料组件相连的控制器,所述取放料组件被控制器控制实现集成设备组的取放料;所述集成设备组内包括至少两台集成设备,各集成设备与控制器相连并受控制器控制工作;所述集成设备具有可自动开闭的真空腔,真容腔内设置有换热组件,真空腔体还设有具有至少一个注液口的注液组件以及具有至少一对导电插针的化成组件;换热组件由若干块可变温度的带有换热流道的换热隔板组成。
3、在一些实施例中,集成设备具有偶数个,两集成设备呈上下排列形成一个集成设备单元,集成设备单元依直线排列。
4、在一些实施例中,多个集成设备以水平直线排列,形成直线排布的电池产线。
5、在一些实施例中,取放料组件具备导轨、安装在导轨上并沿导轨作直线运动的取放料机构,取放料机构实现集成设备的物料取放;所述取放料机构至少具备垂直与水平两向的可控运动机构。
6、作为一种优选,取放料机构选用堆高车,推高车下的底轮与导轨配合,使推高车可沿导轨作可控的直线运动。
7、作为一种优选,取放料机构选用带有移动平台的多轴机器人,移动平台的底轮与导轨配合,使多轴机器人可沿导轨作可控的直线运动。
8、在一些实施例中,每台集成设备独立与一真空设备相连,经由真空设备实现集成设备真空腔的负压环境。
9、在一些实施例中,每多台集成设备与一真空设备相连,经由该真空设备实现多个集成设备的真空腔的负压环境。
10、在一些实施例中,换热组件中的换热隔板内的换热流道与冷源和热源相接,使换热组件具备有发热和冷却的调温功能。
11、进一步的说,热源设置在集成设备内,上述热源与换热组件的换热流道相连配合,使换热组件具有加热功能。
12、在一些实施例中,换热组件中的换热隔板内置有电加热组件,经由电加热组件实现换热隔板的自发热。
13、进一步的说,电加热组件与控制器相连,受控制器控制。
14、更进一步的说,所述热源是受控制器控制的模温机,通过带阀门的管道与换热流道相接,根据需要向换热流道提供换热用介质,例如水或油。
15、进一步的说,冷源设置在集成设备内,上述冷源与换热组件相连配合,使换热组件具备冷却功能。
16、更进一步的说,所述冷源是受控制器控制的冷水机,通过带阀门的管道与换热流道相接,根据需要向换热流道提供换热用介质,例如水或油。
17、在一些实施例中,多工序的电池生产线还包括至少一个电池化成电源,电池化成电源与每个集成设备内的化成组件相连,经由该电池化成电源实现化成时的供电。
18、在一些实施例中,所述集成设备的真空腔的开闭通过自动门实现,上述自动门可与取放料组件联动实现与实现自动送放料,满足自动化生产的需要。
19、在一些实施例中,所述换热组件内的换热隔板相互平行;两换热隔板形成一个用于容纳电池的工作位,每个工作位内设置有注液组件和化成组件。
20、在一些实施例中,所述换热隔板内的换热流道通过带有受控制组件控制的电控阀的管道择一性的与热源或冷源连接配合或同时与冷源与热源连接,实现换热隔板的加热或冷却或控温调节。
21、在一些实施例中,所述注液组件具备在工作位内的受控制器控制下主动升降的功能,并通过管道与注液泵相连;所述注液组件的注液口可下行对位于真空腔内的电池进行注液。
22、进一步的,注液组件中的每个注液口与独立的注液泵相连,实现多注液口的同步注液。
23、进一步的,注液组件中的每若干个注液口分别通过带电控阀门的管道与一个液注泵相连,通过阀门与液注泵配合择一性注液。
24、作为进一步的选择,所述注液组件中的注液口通过带电控阀门的管道与正压空气设备相连,通过正压空气设备在注液最后阶段,利用高压气流将注液口及与其常态连通的管道内的残留液体吹出,保证在注液完成后,注液口及与其常态连通的管道内无液体残留。
25、作为另一中进一步的选择,所述注液组件中的注液口通过带电控阀的管道与外部的负压空气设备相连,在注液完成后,通过负压空气设备将注液口及与其常态连通的管道内的残留液体吸出,保证在注液完成后,注液口及与其常态连通的管道内无液体残留。
26、在一些实施例中,所述化成组件具备在工作位内受控制器控制下主动升降的功能,并与电池化成电源相连,经由电池化成电源实现对电池化成;所述化成组件具有至少一对导电插针,导电插针下行与位于真空腔内电池进行电池化成。
27、本申请可以在一条产线中实现干燥、注液、化成、恒温静置等多工序的生产,从而减少电池生产线的空间占用,提高生产效率,减少能源消耗,同时降低污染风险和生产过程的复杂性。
28、本公开的附加方面和其他优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请实施例的实践了解到。
技术特征:
1.一种多工序集成的电池生产线,其特征在于:包括集成设备组、位于集成设备组旁的取放料组件以及与集成设备组以及取放料组件相连的控制器,所述取放料组件被控制器控制实现集成设备组的取放料;所述集成设备组内包括至少两台集成设备,各集成设备与控制器相连并受控制器控制工作;所述集成设备具有可自动开闭的真空腔,真空腔内设置有换热组件,真空腔体还设有具有至少一个注液口的注液组件以及具有至少一对导电插针的化成组件;换热组件由若干块可变温度并带有换热流道的换热隔板组成;还包括至少一个电池化成电源,电池化成电源与每个集成设备内的化成组件相连,经由该电池化成电源实现化成时的供电。
2.如权利要求1所述的一种多工序集成的电池生产线,其特征在于:所述换热隔板内的换热流道通过带有受控制组件控制的电控阀的管道择一性的与热源或冷源连接配合或同时与冷源与热源连接,实现换热隔板的加热或冷却或控温调节。
3.如权利要求2所述的一种多工序集成的电池生产线,其特征在于:所述热源是受控制器控制的模温机,通过带阀门的管道与换热流道相接,根据需要向换热流道提供换热用介质。
4.如权利要求2所述的一种多工序集成的电池生产线,其特征在于:所述冷源是受控制器控制的冷水机,通过带阀门的管道与换热流道相接,根据需要向换热流道提供换热用介质。
5.如权利要求1所述的一种多工序集成的电池生产线,其特征在于:换热组件中的换热隔板内置有电加热组件,经由电加热组件实现换热隔板的自发热。
6.如权利要求1所述的一种多工序集成的电池生产线,其特征在于:集成设备具有偶数个,两集成设备呈上下排列形成一个集成设备单元,集成设备单元依直线排列。
7.如权利要求1所述的一种多工序集成的电池生产线,其特征在于:取放料组件具备导轨、安装在导轨上并沿导轨作直线运动的取放料机构,取放料机构实现集成设备的物料取放;所述取放料机构至少具备垂直与水平两向的可控运动机构。
8.如权利要求7所述的一种多工序集成的电池生产线,其特征在于:取放料机构选用堆高车,推高车下的底轮与导轨配合,使推高车可沿导轨作可控的直线运动。
9.如权利要求7所述的一种多工序集成的电池生产线,其特征在于:取放料机构选用带有移动平台的多轴机器人,移动平台的底轮与导轨配合,使多轴机器人可沿导轨作可控的直线运动。
10.如权利要求1所述的一种多工序集成的电池生产线,其特征在于:每台集成设备独立与一真空设备相连,经由真空设备实现集成设备真空腔的负压环境。
11.如权利要求1所述的一种多工序集成的电池生产线,其特征在于:每多台集成设备与一真空设备相连,经由该真空设备实现多个集成设备的真空腔的负压环境。
12.如权利要求1所述的一种多工序集成的电池生产线,其特征在于:所述集成设备的真空腔的开闭通过自动门实现,上述自动门可与取放料组件联动实现与实现自动送放料,满足自动化生产的需要。
13.如权利要求1所述的一种多工序集成的电池生产线,其特征在于:所述换热组件内的换热隔板相互平行;两换热隔板形成一个用于容纳电池的工作位,每个工作位内设置有注液组件和化成组件。
14.如权利要求1所述的一种多工序集成的电池生产线,其特征在于:所述注液组件具备在工作位内的受控制器控制下主动升降的功能,并通过管道与注液泵相连;所述注液组件的注液口可下行对位于真空腔内的电池进行注液。
15.如权利要求1或14所述的一种多工序集成的电池生产线,其特征在于:注液组件中的每个注液口与独立的注液泵相连,实现多注液口的同步注液。
16.如权利要求1或14所述的一种多工序集成的电池生产线,其特征在于:注液组件中的每若干个注液口分别通过带电控阀门的管道与一个液注泵相连,通过阀门与液注泵配合择一性注液。
17.如权利要求1或14所述的一种多工序集成的电池生产线,其特征在于:所述注液组件中的注液口通过带电控阀门的管道与正压空气设备相连,通过正压空气设备在注液最后阶段,利用高压气流将注液口及与其常态连通的管道内的残留液体吹出。
18.如权利要求1或14中所述的一种多工序集成的电池生产线,其特征在于:所述注液组件中的注液口通过带电控阀的管道与外部的负压空气设备相连,在注液完成后,通过负压空气设备将注液口及与其常态连通的管道内的残留液体吸出。
技术总结
本申请公开了一种多工序集成的电池生产线,包括集成设备组、位于集成设备组一侧的取放料组件以及与集成设备组以及取放料组件相连的控制器,所述取放料组件被控制器控制实现集成设备组的取放料;所述集成设备组内包括至少两台集成设备,各集成设备与控制器相连并受控制器控制工作;所述集成设备具有可自动开闭的真空腔,真容腔内设置有带换热流道的换热组件,真空腔体还设有具有至少一个注液口的注液组件以及具有至少一对导电插针的化成组件;换热组件的换热流道与冷源和热源相接,使换热组件具备有发热和冷却的调温功能。本申请可以在一条产线中实现干燥、注液、化成、恒温静置等多工序的生产,从而减少电池生产线的空间占用,提高生产效率,减少能源消耗,同时降低污染风险和生产过程的复杂性。
技术研发人员:郭作龙
受保护的技术使用者:国兴(东莞)新能源科技有限公司
技术研发日:20230706
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!