一种连接器端子的自动化组装设备的制作方法
本技术涉及自动化设备领域,尤其涉及一种连接器端子的自动化组装设备。
背景技术:
1、自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。
2、如图1所示,现有技术中存在一种连接器端子的组装,该连接器端子11包括连接器壳体12和插针13,在进行组装作业时,需要将插针13插接在连接器壳体12内进行预配装成型,再通过压机进行插针13与连接器壳体12之间的压接组装成型。目前出现了半自动化设备,即采用壳体振动盘和插针上料组件自动化上料后进行组装,现有的连接器端子11组装设备,在对连接器壳体12和插针13之间的插端工序时,工作效率低下,需对此作出改进。
技术实现思路
1、针对现有技术方案存在的不足,本实用新型的目的在于提供一种对插针和连接器壳体之间的插端组装,不但使得插针在连接器壳体中组装位置精确,并且具有极高组装效率的连接器端子的自动化组装设备。
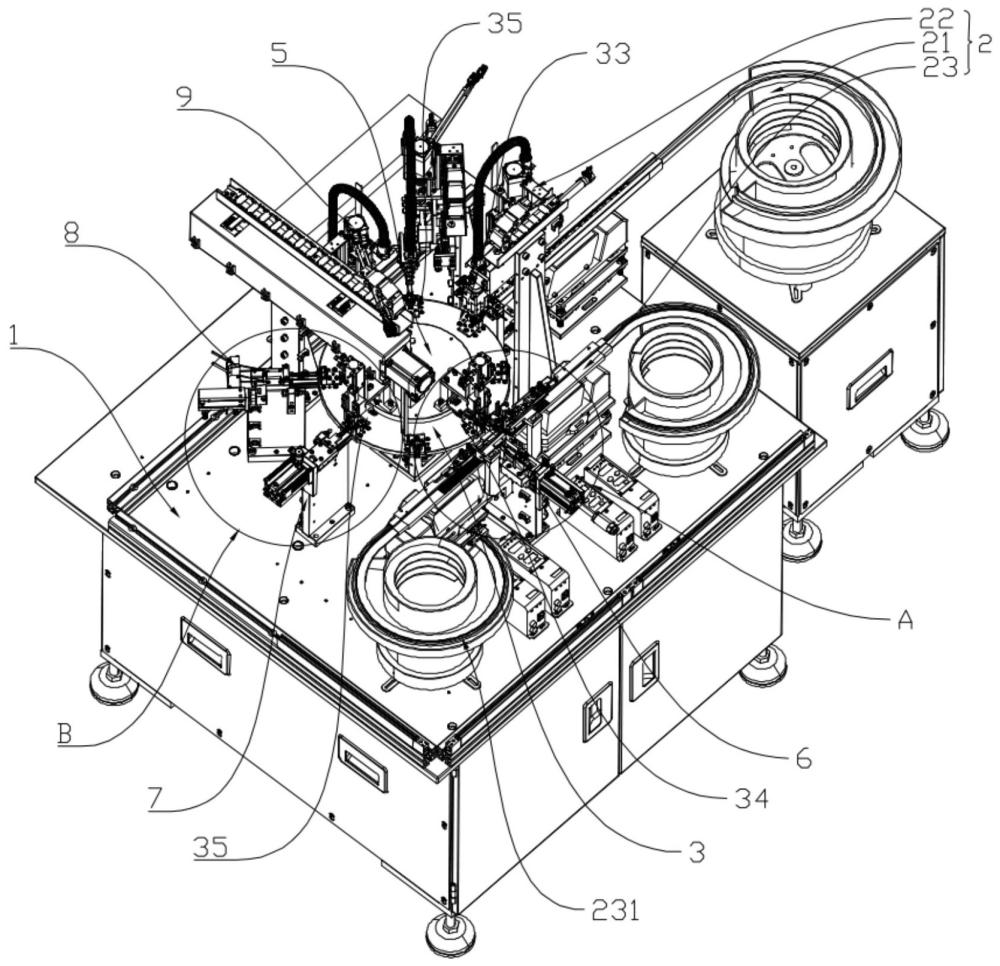
2、本实用新型提出一种连接器端子的自动化组装设备,所述连接器端子包括壳体和插针,所述自动化组装设备包括机架、上料装置、转动平台、预配装置、下料装置及固定于机架上的检测装置,所述转动平台包括可轴向转动的转动盘、设置于转动盘上的多个放置座;
3、所述转动平台设置有多个工位,其中至少包括上料工位、检测工位、预配工位及下料工位;
4、所述上料装置用于将壳体上料至转动平台的上料工位,及用于将插针上料至预配装置中,所述上料装置包括插针上料组件;所述下料装置用于将转动平台下料工位上的产品运送至传送设备;所述预配装置设置于所述预配工位的侧边的机架上,所述预配装置包括支承组件、压紧组件、动力组件和预配架,所述支承组件、压紧组件和动力组件设置在预配架上,插针通过所述插针上料组件上料至支承组件上,所述压紧组件将支承组件上的插针压紧固定,所述动力组件驱动支承组件和压紧组件向预配工位移动,使插针组装至预配工位的线圈的壳体上。
5、优选的,所述预配架上固定设置有第一滑移轨道,所述第一滑移轨道上卡接有第一滑移座,所述第一滑移座上固定设置有安装座,所述支承组件和压紧组件设置在安装座上,所述动力组件驱动第一滑移座在第一滑移轨道上滑移。
6、优选的,所述支承组件包括支承动力件、升降座、升降块和支承座,所述支承动力件和升降座固定设置在安装座上,所述升降块嵌在升降座内,所述支承座固定设置在升降块上,所述支承座的表面开设有用于承载插针的支承槽,通过支承动力件驱动升降块和支承座升降。
7、优选的,所述压紧组件包括压紧动力件、第二滑移轨道、第二滑移座和压臂,所述压紧动力件和第二滑移轨道固定设置在安装座上,所述压臂固定设置在第二滑移座上,通过所述压紧动力件驱动第二滑移座在第二滑移轨道内滑移,以此使所述压臂将插针压紧在支承座内。
8、优选的,所述转动盘上方同心设置有安装平台,所述安装平台与机架固定连接,所述安装平台上设置有固定组件,所述固定组件包括第一压紧气缸和压紧件,所述第一压紧气缸固定设置在安装平台上,所述压紧件固定设置在第一压紧气缸伸缩杆的一端,所述压紧件包括压紧部和限位部,所述限位部位于压紧部的两侧,所述压紧部和限位部之间相互形成“n形”,通过所述固定组件对放置座上的壳体进行固定。
9、优选的,所述上料装置还包括壳体振动盘和上料机械手,通过所述上料机械手将壳体振动盘内的壳体上料至放置座中;
10、所述插针上料组件位于支承组件的两侧,所述插针上料组件包括插针振动盘、传输轨道、震动平台、上料动力件和拨杆,所述传输轨道设置在震动平台上,所述插针振动盘位于传输轨道远离预配装置的一端,所述上料动力件设置在传输轨道上靠近预配装置的一端;
11、沿所述传输轨道的长度方向开设有安装槽,拨杆固定设置在上料动力件的伸缩杆上,所述插针振动盘内装有若干插针,各插针在所述震动平台的作用下沿着传输轨道的安装槽内排布,所述上料动力件驱动拨杆将插针上料至支承座上。
12、优选的,所述自动化组装设备还包括压紧装置,所述压紧装置包括第二压紧气缸和加固气缸,所述第二压紧气缸设置在安装平台上,所述加固气缸固定设置在机架上,所述第二压紧气缸的伸缩杆位于放置座的正上方,所述加固气缸的伸缩杆指向第二压紧气缸,通过所述压紧装置完成插针和壳体之间的组装。
13、优选的,所述下料装置包括第一下料机械手、驱动组件、输送台和第二下料机械手,所述驱动组件和第二下料机械手均固定设置在机架上,所述输送台设置在机架上并与机架滑移连接,所述第一下料机械手滑动设置在驱动组件上,所述第一下料机械手在驱动组件上的滑移方向与输送台相互垂直,所述输送台的表面设置有若干输送槽。
14、优选的,所述驱动组件包括驱动电机、丝杆、螺母和安装架,所述安装架固定设置在机架上,所述丝杆设置在安装架内并与安装架之间转动连接,所述驱动电机固定安装在安装架的一端,并将驱动电机的转轴与丝杆固定连接,所述螺母拧装在丝杆上,所述第一下料机械手与螺母固定安装。
15、由上述对本实用新型的描述可知,本实用新型具有以下有益效果:
16、1、该连接器端子的自动化组装设备中设置有预配装置,插针上料至预配装置中的支承组件和压紧组件之间固定,通过预配装置中的动力组件以将插针与连接器壳体之间相预组装,不但使得插针在连接器壳体中组装位置精确,并且具有极高组装效率。
17、2、在该连接器端子的自动化组装设备中设置有检测装置,通过检测装置对组装完成的连接器端子进行检测,以确认组装完成的连接器端子是否达到合格标准,并根据是否达到合格标准将连接器端子分开下料,以此袋体后续通过工作人员检测分离,提高生产效率。
18、3、在第一压紧气缸的底端设置有压紧件,压紧件的设置在对连接器壳体进行压紧的过程中进行限位,在对插针和连接器壳体进行预配组装时,起到更加良好的压紧固定效果。
技术特征:
1.一种连接器端子的自动化组装设备,所述连接器端子包括壳体和插针,其特征在于:所述自动化组装设备包括机架、上料装置、转动平台、预配装置、下料装置及固定于机架上的检测装置,所述转动平台包括可轴向转动的转动盘、设置于转动盘上的多个放置座;
2.根据权利要求1所述的一种连接器端子的自动化组装设备,其特征在于:所述预配架上固定设置有第一滑移轨道,所述第一滑移轨道上卡接有第一滑移座,所述第一滑移座上固定设置有安装座,所述支承组件和压紧组件设置在安装座上,所述动力组件驱动第一滑移座在第一滑移轨道上滑移。
3.根据权利要求2所述的一种连接器端子的自动化组装设备,其特征在于:所述支承组件包括支承动力件、升降座、升降块和支承座,所述支承动力件和升降座固定设置在安装座上,所述升降块嵌在升降座内,所述支承座固定设置在升降块上,所述支承座的表面开设有用于承载插针的支承槽,通过支承动力件驱动升降块和支承座升降。
4.根据权利要求3所述的一种连接器端子的自动化组装设备,其特征在于:所述压紧组件包括压紧动力件、第二滑移轨道、第二滑移座和压臂,所述压紧动力件和第二滑移轨道固定设置在安装座上,所述压臂固定设置在第二滑移座上,通过所述压紧动力件驱动第二滑移座在第二滑移轨道内滑移,以此使所述压臂将插针压紧在支承座内。
5.根据权利要求1所述的一种连接器端子的自动化组装设备,其特征在于:所述转动盘上方同心设置有安装平台,所述安装平台与机架固定连接,所述安装平台上设置有固定组件,所述固定组件包括第一压紧气缸和压紧件,所述第一压紧气缸固定设置在安装平台上,所述压紧件固定设置在第一压紧气缸伸缩杆的一端,所述压紧件包括压紧部和限位部,所述限位部位于压紧部的两侧,所述压紧部和限位部之间相互形成“n形”,通过所述固定组件对放置座上的壳体进行固定。
6.根据权利要求3所述的一种连接器端子的自动化组装设备,其特征在于:所述上料装置还包括壳体振动盘和上料机械手,通过所述上料机械手将壳体振动盘内的壳体上料至放置座中;
7.根据权利要求5所述的一种连接器端子的自动化组装设备,其特征在于:所述自动化组装设备还包括压紧装置,所述压紧装置包括第二压紧气缸和加固气缸,所述第二压紧气缸设置在安装平台上,所述加固气缸固定设置在机架上,所述第二压紧气缸的伸缩杆位于放置座的正上方,所述加固气缸的伸缩杆指向第二压紧气缸,通过所述压紧装置完成插针和壳体之间的组装。
8.根据权利要求1所述的一种连接器端子的自动化组装设备,其特征在于:所述下料装置包括第一下料机械手、驱动组件、输送台和第二下料机械手,所述驱动组件和第二下料机械手均固定设置在机架上,所述输送台设置在机架上并与机架滑移连接,所述第一下料机械手滑动设置在驱动组件上,所述第一下料机械手在驱动组件上的滑移方向与输送台相互垂直,所述输送台的表面设置有若干输送槽。
9.根据权利要求8所述的一种连接器端子的自动化组装设备,其特征在于:所述驱动组件包括驱动电机、丝杆、螺母和安装架,所述安装架固定设置在机架上,所述丝杆设置在安装架内并与安装架之间转动连接,所述驱动电机固定安装在安装架的一端,并将驱动电机的转轴与丝杆固定连接,所述螺母拧装在丝杆上,所述第一下料机械手与螺母固定安装。
技术总结
本技术公开一种连接器端子的自动化组装设备,包括机架、上料装置、转动平台、预配装置和下料装置,转动平台包括可轴向转动的转动盘、设置于转动盘上的多个放置座,及固定于机架上的检测装置;转动平台设置有多个工位,其中至少包括上料工位、检测工位、预配工位及下料工位;上料装置用于将壳体上料至转动平台的上料工位,下料装置用于将转动平台下料工位上的产品运送至传送设备;预配装置设置于所述预配工位的侧边的机架上,预配装置包括插针上料组件、支承组件、压紧组件、动力组件和预配架。本技术的优点在于,该自动化组装设置中预配装置对插针和连接器壳体之间的插端组装,不但组装位置精确,并且具有极高的组装效率。
技术研发人员:文里桥,许煌杰
受保护的技术使用者:厦门迈斯磁电有限公司
技术研发日:20230707
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!