一种细铜轴线前处理自动化生产线的制作方法
本技术涉及细铜轴线前处理,尤其涉及一种细铜轴线前处理自动化生产线。
背景技术:
1、同轴线是常见的信号传输线,中心的铜芯是传送高电平的,被绝缘材料包覆;绝缘材料外面是与铜芯共轴的筒状金属薄层,传输低电平,同时起到屏蔽作用,在同轴线生产时,需要对其进行前处理。
2、现有技术中,对铜轴线前处理大多依赖于手工操作,会因作业员的手法熟练程度不一样,造成品质的差异,各工序之间需靠人力搬运流通,因线材特性原因,容易造成损伤以及变形等不良,导致生产效率低下。
技术实现思路
1、本实用新型主要提供一种方便提高生产效率、降低线材加工不良率的细铜轴线前处理自动化生产线。
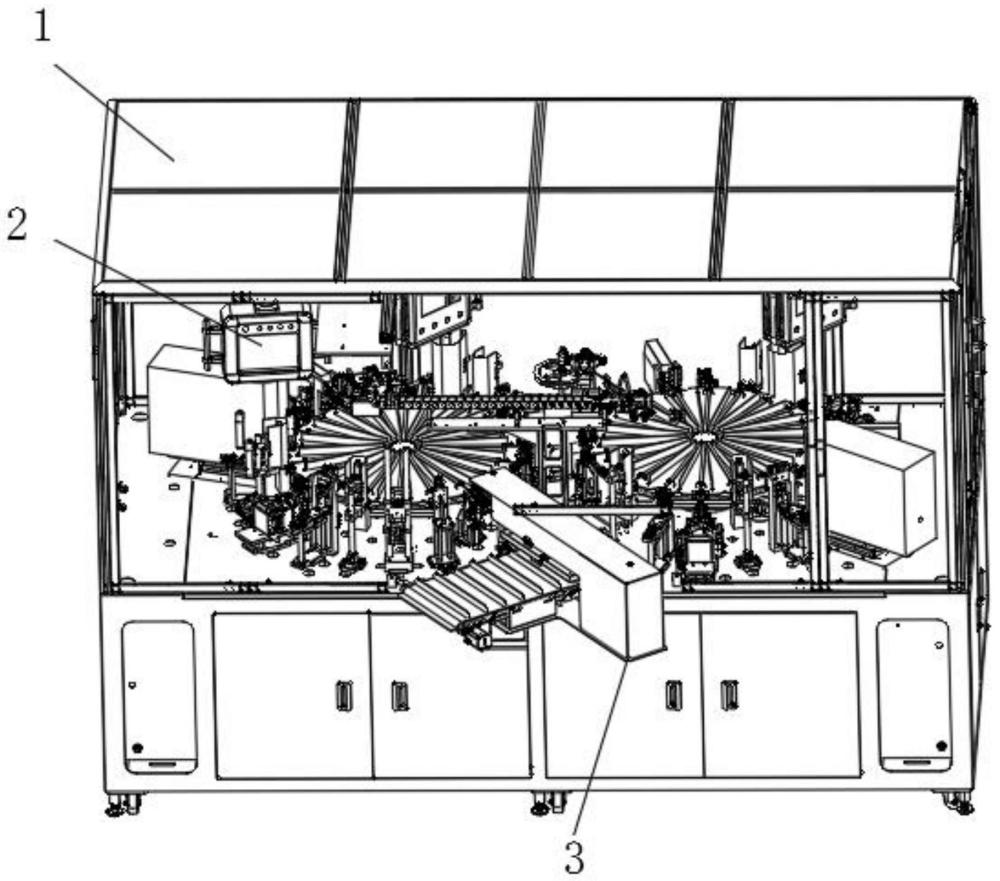
2、为了实现上述目的,本实用新型采用了如下技术方案:一种细铜轴线前处理自动化生产线,包括:机柜,所述机柜上设置有两个固定盘,所述机柜上设置有定长组件,所述定长组件一侧设置有上料组件,所述上料组件一侧设置有第一环切组件,所述第一环切组件一侧设置有第一剥离组件,所述第一剥离组件一侧设置有第一喷洒组件,所述第一喷洒组件一侧设置有预干组件,所述预干组件一侧设置有第一沾锡组件,所述第一沾锡组件一侧设置有切除组件,所述切除组件一侧设置有第二环切组件,所述第二环切组件一侧设置有第二剥离组件,所述第二剥离组件一侧设置有旋切组件,所述旋切组件一侧设置有第三剥离组件,所述第三剥离组件一侧设置有第二喷洒组件,所述第二喷洒组件一侧设置有第二沾锡组件,所述第二沾锡组件一侧设置有裁切组件,所述裁切组件一侧设置有ccd检测组件,将线材放置在一个固定盘上,通过设置的上料组件和定长组件对卷料进行上料,确保上料顺畅无阻与切线长度的精度进行控制,随后线材通过第一环切组件和第一剥离组件,对其外被进行环切和剥离,经过第一喷洒组件和预干组件,将助焊剂喷洒在线材上,随后对线材进行均匀沾锡,沾锡后对其内被层进行旋切和剥离,通过设置的第二喷洒组件、第二沾锡组件和裁切组件,对导体依次进行助焊剂喷洒、沾锡和裁切操作,随后设置的ccd检测组件整合现有的ccd设备,使其融入数据自动统计与分析系统,对线材的优良进行检测,检测后的线材经过出料组件对优良品进行区分放置。
3、优选的,所述机柜上设置有出料组件,所述出料组件设置在ccd检测组件一侧,通过出料组件对线材生产的良品与不良品区分,同时可将其分开放置。
4、优选的,所述出料组件一侧设置有高压测试组件,整合现有的高压漏电测试设备,使其融入数据自动统计与分析系统。
5、优选的,所述机柜上设置有线材移盘组件。同时过设置线材移盘组件对两个固定盘间的线材进行输送。
6、优选的,所述机柜上设置有第一控制箱,所述第一控制箱一侧设置有第二控制箱,通过第一控制箱固定在机柜上,第二控制箱设置为可移动,以方便调机。
7、优选的,所述第一喷洒组件包括助焊剂喷阀,所述助焊剂喷阀上设置有连接杆,所述连接杆固定连接在机柜上,所述连接杆上设置有助焊剂收集盒,所述助焊剂喷阀一侧设置有挡板,将助焊剂自动添加在助焊剂喷阀内,助焊剂喷阀将助焊剂喷洒在线材上,通过设置挡板防止助焊剂喷洒在治具上,助焊剂收集盒可对多余的助焊剂进行收集。
8、与现有技术相比,本实用新型的优点和积极效果在于,
9、1、本实用新型中,从裁线到两端前处理完成,由机器全自动完成,解决了各工序间人为搬动流通造成的品质不良,防止各工序因人工操作手法的熟练程度的不同造成的品质风险,保证了产品品质。
10、2、本实用新型中,通过实时监控可对产品的品质进行监控,解决了因人工作业强度大导致的人易疲劳,使得生产效率低下的问题。
技术特征:
1.一种细铜轴线前处理自动化生产线,其特征在于,包括:
2.根据权利要求1所述的细铜轴线前处理自动化生产线,其特征在于:所述机柜(1)上设置有出料组件(3),所述出料组件(3)设置在ccd检测组件(19)一侧。
3.根据权利要求2所述的细铜轴线前处理自动化生产线,其特征在于:所述出料组件(3)一侧设置有高压测试组件(20)。
4.根据权利要求1所述的细铜轴线前处理自动化生产线,其特征在于:所述机柜(1)上设置有线材移盘组件(21)。
5.根据权利要求1所述的细铜轴线前处理自动化生产线,其特征在于:所述机柜(1)上设置有第一控制箱(2),所述第一控制箱(2)一侧设置有第二控制箱(4)。
6.根据权利要求1所述的细铜轴线前处理自动化生产线,其特征在于:所述第一喷洒组件(8)包括助焊剂喷阀(801),所述助焊剂喷阀(801)上设置有连接杆(804),所述连接杆(804)固定连接在机柜(1)上,所述连接杆(804)上设置有助焊剂收集盒(803),所述助焊剂喷阀(801)一侧设置有挡板(802)。
技术总结
本技术提供一种细铜轴线前处理自动化生产线,涉及细铜轴线前处理技术领域,包括:机柜,所述机柜上设置有两个固定盘,所述机柜上设置有定长组件,所述定长组件一侧设置有上料组件,所述上料组件一侧设置有第一环切组件,所述第一环切组件一侧设置有第一剥离组件,所述第一剥离组件一侧设置有第一喷洒组件。本技术中,从裁线到两端前处理完成,由机器全自动完成,解决了各工序间人为搬动流通造成的品质不良,防止各工序因人工操作手法的熟练程度的不同造成的品质风险,保证了产品品质;通过实时监控可对产品的品质进行监控,解决了因人工作业强度大导致的人易疲劳,使得生产效率低下的问题。
技术研发人员:丁忠林,郭基明
受保护的技术使用者:安费诺高速技术(南通)有限公司
技术研发日:20230710
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!