一种圆柱电池的制作方法
本技术涉及动力电池领域,具体是一种圆柱电池。
背景技术:
1、圆柱电池是重要的新能源动力供能元件,市场需求巨大。圆柱电池的常见型号包括18650、21700、4680,其中4680具有最先进的性能。作为一项新技术,各大电池企业都在寻求技术上的突破,以使圆柱电池的生产量产化。
2、现有技术中,4680的制备主要是从电池的负极注液,注液完毕后再将盖板安装在电池的负极,采用激光封口或者密封钉封口的方式进行密封。由于圆柱电池的结构需要在电池的正极设置极柱,并且极柱需要突出壳体的正极端面,在负极注液时会增加设备成本。负极采用盖板密封,注液后容易有电解液残留,对电池造成腐蚀。同时激光焊接存在焊渣飞溅导致正极和负极短路,或者刺穿隔膜,影响阴极和阳极离子镶嵌和插入,容易使阴极形成“枝晶”发生容量损失或短路,严重的情况将会导致电池内部压力增大,发生爆炸。而采用密封钉密封负极的方案工艺复杂,同时需要清理干净残留的电解液。
3、针对上述现有技术,有必要对圆柱电池的结构做出改良,以简化电池的生产工艺,使圆柱电池具有量产的可能。
技术实现思路
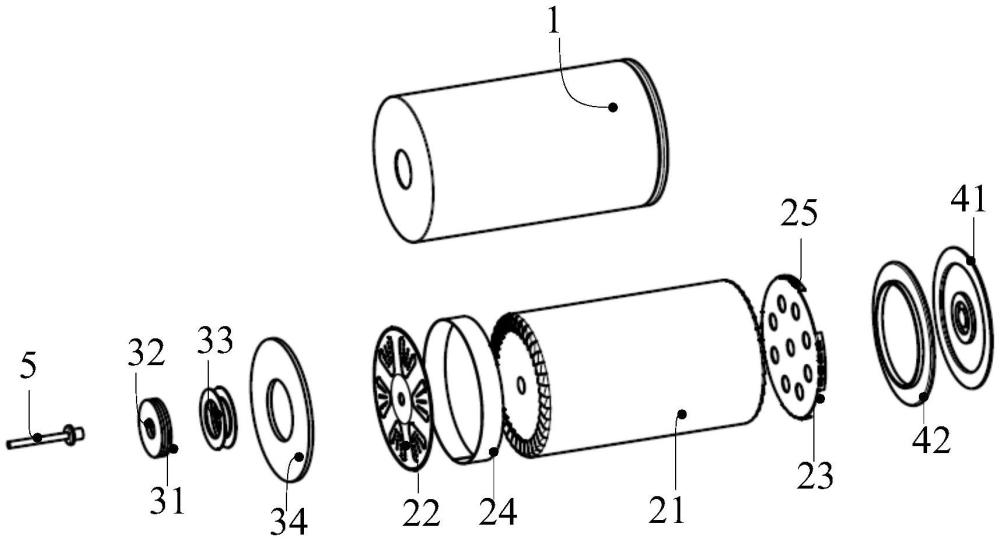
1、本实用新型的目的在于提供一种圆柱电池,包括壳体与设置于壳体内的电芯组件;
2、所述电芯组件的正极端连接有极柱组件,所述电芯组件的负极端设有底盖组件;
3、所述底盖组件包括负极盖板,所述负极盖板密封连接壳体的负极端;
4、所述极柱组件包括铝极柱,所述铝极柱上设置有注液孔;所述铝极柱电性连接于电芯组件的正极端,铝极柱的一端凸出壳体的表面。
5、进一步地,所述注液孔上设置有对注液孔进行密封的铆钉。
6、进一步地,所述电芯组件、壳体、极柱组件、底盖组件、铝极柱及注液孔均同轴设置。
7、进一步地,所述极柱组件还包括极柱绝缘片与正极绝缘片,所述极柱绝缘片套设于铝极柱的外侧;
8、所述正极绝缘片套设于极柱绝缘片的外侧并覆盖电芯组件的正极端面。
9、进一步地,所述铝极柱的外圆周上设置有环形凹槽,所述极柱绝缘片卡装于所述环形凹槽内。
10、进一步地,所述电芯组件包括电芯本体及设置于电芯本体两端的正集流盘与负集流盘,所述正集流盘与负集流盘通过焊接的方式与电芯本体的正极极耳与负极极耳相连,所述铆钉贯通连接所述铝极柱与正集流盘。
11、进一步地,还包括高温胶带,所述高温胶带位于电芯组件的正极端外侧。
12、进一步地,所述壳体的负极端内侧设有环形卡槽,所述底盖组件的外缘卡合于所述环形卡槽。
13、进一步地,所述底盖组件还包括负极绝缘片,所述负极绝缘片盖合于所述电芯组件的负极端面;所述负集流盘的圆周外侧设有朝向负极端的限位条,以辅助定位负极绝缘片的位置。
14、进一步地,所述负极盖板的端面上设置有防爆纹。
15、本实用新型公开了一种圆柱电池,依次在壳体内设置有电芯组件、极柱组件、底盖组件。铝极柱位于电芯组件的正极端,组装完极柱组件和底盖组件,可由铝极柱的注液孔进行正极注液,而相对平整的负极盖板则提供支撑功能。对比于负极注液,具有节省成本的效果。
16、实施例中利用铆钉封闭注液孔,圆柱电池可依照极柱组装、负极密封、正极注液、正极铆钉密封的工艺进行组装加工,取消了激光封口方式。相比于常规的注液后焊接,能够减少注液后激光焊接产生的飞溅,降低对电池清洁的需求。
17、本实施例公开的方案能够在正极注液并采用铆钉封口,能够大大简化常规的生产工艺;实施例的结构简单,具有较优的量产能力。
技术特征:
1.一种圆柱电池,包括壳体与设置于壳体内的电芯组件;其特征在于:
2.如权利要求1所述的一种圆柱电池,其特征在于:所述注液孔上设置有对注液孔进行密封的铆钉。
3.如权利要求2所述的一种圆柱电池,其特征在于:所述电芯组件、壳体、极柱组件、底盖组件、铝极柱及注液孔均同轴设置。
4.如权利要求2所述的一种圆柱电池,其特征在于:所述极柱组件还包括极柱绝缘片与正极绝缘片,所述极柱绝缘片套设于铝极柱的外侧;
5.如权利要求4所述的一种圆柱电池,其特征在于:所述铝极柱的外圆周上设置有环形凹槽,所述极柱绝缘片卡装于所述环形凹槽内。
6.如权利要求2所述的一种圆柱电池,其特征在于:所述电芯组件包括电芯本体及设置于电芯本体两端的正集流盘与负集流盘,所述正集流盘与负集流盘通过焊接的方式与电芯本体的正极极耳与负极极耳相连,所述铆钉贯通连接所述铝极柱与正集流盘。
7.如权利要求6所述的一种圆柱电池,其特征在于:还包括高温胶带,所述高温胶带位于电芯组件的正极端外侧。
8.如权利要求6所述的一种圆柱电池,其特征在于:所述壳体的负极端内侧设有环形卡槽,所述底盖组件的外缘卡合于所述环形卡槽。
9.如权利要求8所述的一种圆柱电池,其特征在于:所述底盖组件还包括负极绝缘片,所述负极绝缘片盖合于所述电芯组件的负极端面;所述负集流盘的圆周外侧设有朝向负极端的限位条,以辅助定位负极绝缘片的位置。
10.如权利要求8所述的一种圆柱电池,其特征在于:所述负极盖板的端面上设置有防爆纹。
技术总结
本技术公开了一种圆柱电池,依次在壳体内设置有电芯组件、极柱组件、底盖组件。铝极柱位于电芯组件的正极端,组装完极柱组件和底盖组件,可由铝极柱的注液孔进行正极注液,而相对平整的负极盖板则提供支撑功能。对比于负极注液,具有节省成本的效果。实施例中利用铆钉封闭注液孔,圆柱电池可依照极柱组装、负极密封、正极注液、正极铆钉密封的工艺进行组装加工,取消了激光封口方式。相比于常规的注液后焊接,能够减少注液后激光焊接产生的飞溅,增加了降低对电池清洁的需求。本实施例公开的方案能够在正极注液并采用铆钉封口,能够大大简化常规的生产工艺;实施例的结构简单,具有较优的量产能力。
技术研发人员:请求不公布姓名,请求不公布姓名,请求不公布姓名
受保护的技术使用者:江苏烽禾升智能科技有限公司
技术研发日:20230712
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!