一种电芯自动纠偏装置的制作方法
本技术涉及电池加工,具体而言,涉及一种电芯自动纠偏装置。
背景技术:
1、在平板电池组装过程中,需将两个电芯并排组装,其中电芯并排后的尺寸受到整机的约束,因此对组装精度的要求较高。在实际组装时,由于电芯的宽度尺寸存在公差,现有的组装装置无法识别和调节电芯之间的距离,容易出现电池尺寸偏窄的不良现象,进而造成电池无法安装。
技术实现思路
1、本实用新型的目的在于提供一种电芯自动纠偏装置,能够自动调节电芯之间的距离,从而对并排组合后的电芯尺寸进行纠偏,提升电芯组装的效率和质量。
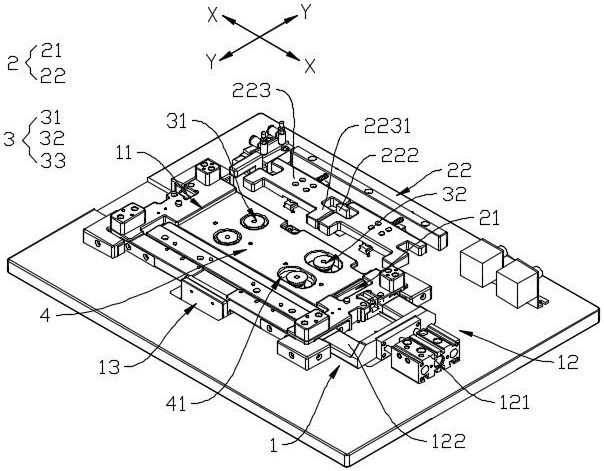
2、一种电芯自动纠偏装置,包括:载具定位机构,包括用于放置装载有电池组的载具的放置位;顶推机构,包括侧推组件和前推组件,所述侧推组件设于所述放置位第一方向的一侧,所述前推组件设于所述放置位第二方向的一侧,所述侧推组件包括用于感应电池组宽度的感应件;以及纠偏机构,包括第一吸盘组、第二吸盘组、以及吸盘驱动组件,所述第一吸盘组固定设置,所述第二吸盘组与所述吸盘驱动组件连接,所述吸盘驱动组件可驱使所述第二吸盘组沿第一方向移动。
3、在上述技术方案中,待组装的电池组放置于载具中,载具定位机构能够放置载具并对载具进行定位,通过顶推机构能够对电池组从第一方向和第二方向进行顶推,使电池组与基准位置对齐,感应件能够感应电池组的宽度,若电池组宽度与标准值不符,纠偏机构的第一吸盘组和第二吸盘组能够分别吸附两个电芯,并通过吸盘驱动组件驱使第二吸盘组沿第一方向移动,从而带动其中一个电芯远离另一个电芯,直至感应件感应到电池组的宽度符合要求,以此实现对电芯距离的自动纠偏,保证电池组的尺寸满足要求,提升加工的效率和质量。
4、进一步的,所述吸盘驱动组件包括吸盘驱动件和活动座,所述吸盘驱动件的输出端连接于所述活动座,所述第二吸盘组设于所述活动座。
5、在上述技术方案中,吸盘驱动件可驱使活动座沿第一方向移动,从而通过第二吸盘组带动电芯沿第一方向移动,实现对电芯间距的调节。
6、进一步的,所述侧推组件包括具有弹性的第一推块组件和回拉组件,所述第一推块组件配置为可沿第一方向移动,所述回拉组件与所述第一推块组件相抵。
7、在上述技术方案中,第一推块组件能够在弹力作用下朝电池组方向移动,从而顶推电池组,使电池组与基准位置对齐,回拉组件可拉动第一推块组件,使第一推块组件克服弹力并向远离电池组的方向移动。
8、进一步的,第一推块组件包括安装块、第一推块、以及第一弹性件,所述安装块固定设置,所述第一推块可活动地连接于所述安装块,所述第一弹性件设于所述安装块与第一推块之间,所述感应件设于所述第一推块的移动路径上。
9、在上述技术方案中,第一弹性件的弹力使第一推块具有一持续朝向电池组移动的趋势,从而使第一推块在推动电池组至基准位置后,从一侧持续顶推电池组,当纠偏机构带动电芯沿第一方向移动时,第一推块在纠偏机构的推动下回缩,当第一推块移动至预设位置时,设于其移动路径上的感应件感应到位信号,纠偏机构停止移动,此时电芯之间的距离即与标准值相匹配。
10、进一步的,所述回拉组件包括回拉驱动件和限位块,所述回拉驱动件连接于所述限位块,所述第一推块设有凸台,所述限位块与所述凸台抵接。
11、在上述技术方案中,限位块能够与凸台相抵,从而对第一推块限位,使第一推块保持在远离电池组的初始位置,当电池组放置到位后,回拉驱动件驱使限位块向电池组方向移动,此时第一推块在第一弹性件的弹力作用下朝电池组方向移动并顶推电池组,使电池组移动至基准位置,随后限位块保持不动,纠偏机构进行纠偏动作,待纠偏完成后,限位块复位并通过凸台将第一推块回拉至初始位置,直至进行下次纠偏。
12、进一步的,所述前推组件包括前推驱动件、第二推块、以及若干顶推件,所述前推驱动件连接于所述第二推块,所述第二推块与所述顶推件相对,所述前推驱动件可驱使所述第二推块沿第二方向移动,以使所述第二推块推动所述顶推件沿第二方向移动。
13、在上述技术方案中,前推驱动件可通过第二推块顶推顶推件,顶推件沿第二方向移动并顶推电芯,使电芯移动至基准位置。
14、进一步的,所述顶推件为两个,所述顶推件的一侧设有抵持部,所述第二推块设于两个所述顶推件之间,且同时与两个所述顶推件的抵持部相对。
15、在上述技术方案中,通过设置抵持部,使得第二推块能够同时顶推两个顶推件,并通过两个顶推件分别顶推两个电芯,实现了通过单一驱动件驱动两个顶推件同时顶推的效果。
16、进一步的,所述载具设有通孔组,所述第一吸盘组和第二吸盘组穿设于所述通孔组。
17、在上述技术方案中,第一吸盘组和第二吸盘组穿设于通孔组,从而分别吸附设于载具上的两个电芯。
18、进一步的,所述通孔组包括若干圆孔和若干沿第一方向延伸的腰型孔,所述第一吸盘组和第二吸盘组分别穿设于所述圆孔和腰型孔。
19、在上述技术方案中,当吸盘驱动组件驱使第二吸盘组沿第一方向移动,腰型孔的延伸方向与第二吸盘组的移动路径相匹配,从而避免第二吸盘组与载具干涉。
20、进一步的,所述载具定位机构包括第一定位组件和第二定位组件,所述第一定位组件沿所述放置位第一方向对所述电池载具进行定位,所述第二定位组件沿所述放置位第二方向对所述电池载具进行定位。
21、在上述技术方案中,第一定位组件和第二定位组件能够分别从第一方向和第二方向对载具定位,保证载具位置的准确和稳定。
22、与现有技术相比,本实用新型的有益效果是:待组装的电池组放置于载具中,载具定位机构能够放置载具并对载具进行定位,通过顶推机构能够对电池组从第一方向和第二方向进行顶推,使电池组与基准位置对齐,感应件能够感应电池组的宽度,若电池组宽度与标准值不符,纠偏机构的第一吸盘组和第二吸盘组能够分别吸附两个电芯,并通过吸盘驱动组件驱使第二吸盘组沿第一方向移动,从而带动其中一个电芯远离另一个电芯,直至感应件感应到电池组的宽度符合要求,以此实现对电芯距离的自动纠偏,保证电池组的尺寸满足要求,提升加工的效率和质量。
技术特征:
1.一种电芯自动纠偏装置,其特征在于,包括:
2.根据权利要求1所述的电芯自动纠偏装置,其特征在于,所述吸盘驱动组件包括吸盘驱动件和活动座,所述吸盘驱动件的输出端连接于所述活动座,所述第二吸盘组设于所述活动座。
3.根据权利要求1所述的电芯自动纠偏装置,其特征在于,所述侧推组件包括具有弹性的第一推块组件和回拉组件,所述第一推块组件配置为可沿第一方向移动,所述回拉组件与所述第一推块组件相抵。
4.根据权利要求3所述的电芯自动纠偏装置,其特征在于,第一推块组件包括安装块、第一推块、以及第一弹性件,所述安装块固定设置,所述第一推块可活动地连接于所述安装块,所述第一弹性件设于所述安装块与第一推块之间,所述感应件设于所述第一推块的移动路径上。
5.根据权利要求4所述的电芯自动纠偏装置,其特征在于,所述回拉组件包括回拉驱动件和限位块,所述回拉驱动件连接于所述限位块,所述第一推块设有凸台,所述限位块与所述凸台抵接。
6.根据权利要求1所述的电芯自动纠偏装置,其特征在于,所述前推组件包括前推驱动件、第二推块、以及若干顶推件,所述前推驱动件连接于所述第二推块,所述第二推块与所述顶推件相对,所述前推驱动件可驱使所述第二推块沿第二方向移动,以使所述第二推块推动所述顶推件沿第二方向移动。
7.根据权利要求6所述的电芯自动纠偏装置,其特征在于,所述顶推件为两个,所述顶推件的一侧设有抵持部,所述第二推块设于两个所述顶推件之间,且同时与两个所述顶推件的抵持部相对。
8.根据权利要求1所述的电芯自动纠偏装置,其特征在于,所述载具设有通孔组,所述第一吸盘组和第二吸盘组穿设于所述通孔组。
9.根据权利要求8所述的电芯自动纠偏装置,其特征在于,所述通孔组包括若干圆孔和若干沿第一方向延伸的腰型孔,所述第一吸盘组和第二吸盘组分别穿设于所述圆孔和腰型孔。
10.根据权利要求1所述的电芯自动纠偏装置,其特征在于,所述载具定位机构包括第一定位组件和第二定位组件,所述第一定位组件沿所述放置位第一方向对电池载具进行定位,所述第二定位组件沿所述放置位第二方向对所述电池载具进行定位。
技术总结
本技术涉及一种电芯自动纠偏装置,包括:载具定位机构,包括用于放置装载有电池组的载具的放置位;顶推机构,包括侧推组件和前推组件,所述侧推组件设于所述放置位第一方向的一侧,所述前推组件设于所述放置位第二方向的一侧,所述侧推组件包括用于感应电池组宽度的感应件;以及纠偏机构,包括第一吸盘组、第二吸盘组、以及吸盘驱动组件,所述第一吸盘组固定设置,所述第二吸盘组与所述吸盘驱动组件连接,所述吸盘驱动组件可驱使所述第二吸盘组沿第一方向移动。本技术能够自动调节电芯之间的距离,从而对并排组合后的电芯尺寸进行纠偏,提升电芯组装的效率和质量。
技术研发人员:杨贵兴,温国韩,许思伟,欧阳一峰
受保护的技术使用者:惠州市德赛电池有限公司
技术研发日:20230717
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!