电堆半自动生产线的制作方法
本技术涉及自动化装配,具体为一种电堆半自动生产线。
背景技术:
1、根据电堆的生产需要,电堆在生产过程中需将电极框、进液板、端盖等进行组装,组装过程包括上料、组装、压紧等,其中不同的组装过程的工作区域不同,又会涉及到水平及竖直方向路径改变,托盘等更换及翻转等工序,在这些工序中还存在有工序之间衔接不畅、等待时间浪费、设备的占地面积的限制等。
2、在现代智能化生产工作中,若没有合理的设备规划及建设,会大大降低工作效率,智能化设备的利用率也将大打折扣,申请号为cn2019215774450的燃料电池电堆自动组装生产线,其提供的也是一种电堆的装配生产线,但是其设计的供料位较少、生产节拍较慢、难以达到生产线的最优化精益路径和高效的生产效率。
技术实现思路
1、本实用新型的目的在于提供一种电堆半自动生产线,以解决上述背景技术中提出的现有技术中的设备规划的难以达到生产线的最优化精益路径和高效的生产效率等问题。
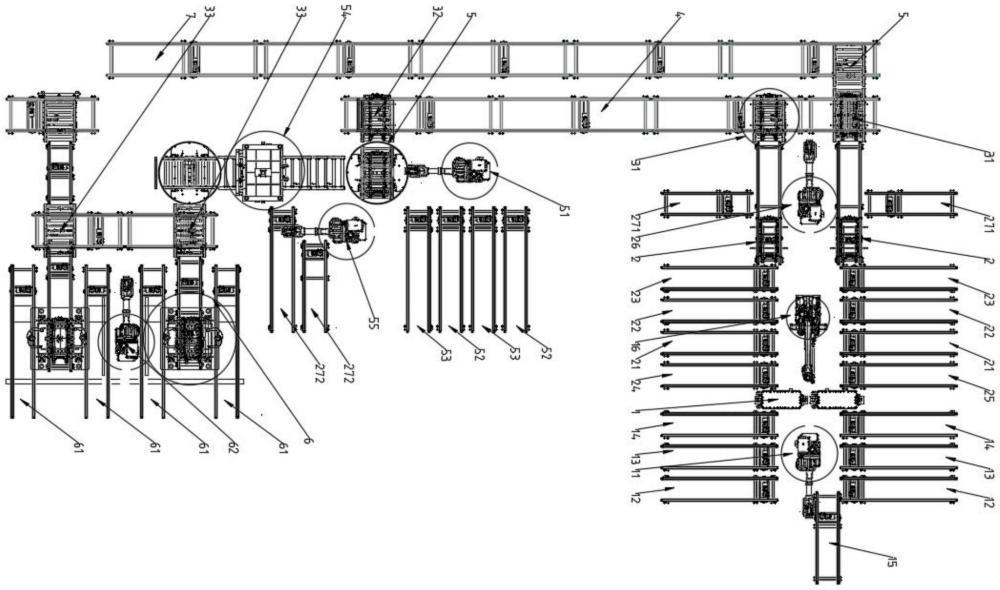
2、为实现上述目的,本实用新型提供如下技术方案:一种电堆半自动生产线,包括右侧的半堆装配位和左侧的总堆装配位,所述半堆装配位右侧设置有半堆机器人,所述半堆机器人的后侧设置有电极框特殊单节-反上料线、电极框特殊单节-正上料线、电极框三合一上料线;所述半堆装配位和总堆装配位中间位置设置有搬运夹爪,所述搬运夹爪后侧设置有进液板-b上料线、进液板-a上料线、端板-a上料线;所述搬运夹爪的左侧设置有总堆机器人,所述总堆装配为的后侧设置有第一螺栓上料线、左侧设置有第一定位转台,所述第一定位转台设置在主线体上,所述主体线与所述总堆装配位和第一定位转台的连线垂直设置;所述主体线的末端连接有第二定位转台,所述第二定位转台的右侧设置有移栽机,所述移载机的后侧设置有移载机器人,所述移载机器人的右侧设置有支撑块上料线和限位块上料线;所述移栽机的右侧设置有螺栓上料机器人并在其右侧设置有第二螺栓上料线;所述移载机的前侧通过输料线一次连接有电堆180°翻转机构和移载机,所述移载机的右侧设置有第三定位转台,所述第三定位转台的右侧设置有电堆压机,所述电堆压机的前后两侧均设置有一个弹簧、弹簧压盖、螺母上料线,前侧的弹簧、弹簧压盖、螺母上料线的前侧设置有压装上料机器人。
3、优选的,所述半堆装配位、电极框特殊单节-反上料线、电极框特殊单节-正上料线、电极框三合一上料线、总堆装配位、进液板-b上料线、进液板-a上料线、端板-a上料线、第一螺栓上料线均为双工位设置,并且以所述半堆机器人和所述总堆机器人所在连线对称设置。
4、进一步的,所述半堆机器人的右侧设置有电极框不良下料线。
5、进一步的,所述搬运夹爪的前侧设置有托盘下料线、后侧设置有进液板不良下料线。
6、优选的,所述支撑块上料线和限位块上料线均为双工位设置。
7、优选的,所述第二螺栓上料线为双工位设置。
8、进一步的,所述第三定位转台的前侧设置有通过输料线连接的另一第三定位转台,同时所述电堆压机和弹簧、弹簧压盖、螺母上料线均为双工位设置,并且以所述压装上料机器人前后对称设置。
9、进一步的,所述主体线的左侧平行设置有返修品上下料线,所述返修品上下料线的后端设置有移载机,所述移载机与位于所述主体线后端的第一定位转台通过输料线连接。
10、与现有技术相比,本实用新型的有益效果是:
11、本实用新型提供的电堆半自动生产线,用于电堆的半自动的装配生产,装配位和上料线均为双工位设置,结合机器人灵活精准的操作特点,可以通过多线体进行交替的进行上料,各个装配工位沿输料线设置,在产品的输送过程中对其进行相应的加工,保证生产线的最优化精益路径和生产效率;本实用新型路径设计合理紧凑,基本可实现线上无人对接,同时采用多线体交替上料,双工位加工,大大提高设备的利用率,在保证最高效生产同时占用最小的占地面积。
技术特征:
1.一种电堆半自动生产线,其特征在于:包括右侧的半堆装配位(1)和左侧的总堆装配位(2),所述半堆装配位(1)右侧设置有半堆机器人(11),所述半堆机器人(11)的后侧设置有电极框特殊单节-反上料线(12)、电极框特殊单节-正上料线(13)、电极框三合一上料线(14);所述半堆装配位(1)和总堆装配位(2)中间位置设置有搬运夹爪(16),所述搬运夹爪(16)后侧设置有进液板-b上料线(21)、进液板-a上料线(22)、端板-a上料线(23);所述搬运夹爪(16)的左侧设置有总堆机器人(26),所述总堆装配位(2)的后侧设置有第一螺栓上料线(271)、左侧设置有第一定位转台(31),所述第一定位转台(31)设置在主体线(4)上,所述主体线(4)与所述总堆装配位(2)和第一定位转台(31)的连线垂直设置;所述主体线(4)的末端连接有第二定位转台(32),所述第二定位转台(32)的右侧设置有移载机(5),所述移载机(5)的后侧设置有移载机器人(51),所述移载机器人(51)的右侧设置有支撑块上料线(52)和限位块上料线(53);所述移栽机(5)的右侧设置有螺栓上料机器人(55)并在其右侧设置有第二螺栓上料线(272);所述移载机(5)的前侧通过输料线一次连接有电堆180°翻转机构(54)和移载机(5),所述移载机(5)的右侧设置有第三定位转台(33),所述第三定位转台(33)的右侧设置有电堆压机(6),所述电堆压机(6)的前后两侧均设置有一个弹簧、弹簧压盖、螺母上料线(61),前侧的弹簧、弹簧压盖、螺母上料线(61)的前侧设置有压装上料机器人(62)。
2.根据权利要求1所述的电堆半自动生产线,其特征在于:所述半堆装配位(1)、电极框特殊单节-反上料线(12)、电极框特殊单节-正上料线(13)、电极框三合一上料线(14)、总堆装配位(2)、进液板-b上料线(21)、进液板-a上料线(22)、端板-a上料线(23)、第一螺栓上料线(271)均为双工位设置,并且以所述半堆机器人(11)和所述总堆机器人(26)所在连线对称设置。
3.根据权利要求2所述的电堆半自动生产线,其特征在于:所述半堆机器人(11)的右侧设置有电极框不良下料线(15)。
4.根据权利要求3所述的电堆半自动生产线,其特征在于:所述搬运夹爪(16)的前侧设置有托盘下料线(24)、后侧设置有进液板不良下料线(25)。
5.根据权利要求4所述的电堆半自动生产线,其特征在于:所述支撑块上料线(52)和限位块上料线(53)均为双工位设置。
6.根据权利要求5所述的电堆半自动生产线,其特征在于:所述第二螺栓上料线(272)为双工位设置。
7.根据权利要求6所述的电堆半自动生产线,其特征在于:所述第三定位转台(33)的前侧设置有通过输料线连接的另一第三定位转台(33),同时所述电堆压机(6)和弹簧、弹簧压盖、螺母上料线(61)均为双工位设置,并且以所述压装上料机器人(62)前后对称设置。
8.根据权利要求1-7任意一项所述的电堆半自动生产线,其特征在于:所述主体线(4)的左侧平行设置有返修品上下料线(7),所述返修品上下料线(7)的后端设置有移载机(5),所述移载机(5)与位于所述主体线(4)后端的第一定位转台(31)通过输料线连接。
技术总结
本技术公开了一种电堆半自动生产线,涉及自动化装配技术领域,包括半堆装配位、半堆机器人、搬运夹爪、总堆装配位、总堆机器人、定位转台、主体线、移载机、移栽机器人、电堆180°翻转机构、螺栓上料机器人、电堆压机;本技术用于电堆的半自动的装配生产,装配位和上料线均为双工位设置,结合机器人灵活精准的操作特点,可以通过多线体进行交替的进行上料,各个装配工位沿输料线设置,在产品的输送过程中对其进行相应的加工,保证生产线的最优化精益路径和生产效率;本技术路径设计合理紧凑,基本可实现线上无人对接,同时采用多线体交替上料,双工位加工,大大提高设备的利用率,在保证最高效生产同时占用最小的占地面积。
技术研发人员:安德烈亚·彼拉奇,赵宇雷
受保护的技术使用者:艾马工业工程(大连)有限公司
技术研发日:20230719
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!