极耳压紧装置、焊接设备及电池生产系统的制作方法
本申请涉及电池制造,具体涉及一种极耳压紧装置、焊接设备及电池生产系统。
背景技术:
1、本部分提供的仅仅是与本公开相关的背景信息,其并不必然是现有技术。
2、锂电池一般包括多个电芯,每个电芯都具有极耳,现有设备中一般采用超声波焊接,将极耳与电池正负极的转接件焊接在一起,超声波焊接是利用高频振动波传递到两工件接触表面,在加压的情况下,使两工件相互摩擦而形成分子层之间的熔合。详细地,极耳与转接件在压力及弹性振动能量的共同作用下,将弹性振动能量转变成极耳与转接件之间的摩擦能、形变能和热能,致使极耳与转接件表面形成纯净金属贴合、原子扩散,从而达到摩擦焊接。
3、压块通过抵压在极耳上并向转接件的一侧施加压力,现有设备中,在压块压紧极耳并施加压力的过程中,压块向靠近转接件的一侧移动,极耳对应于压块边缘的部分在压块的压力下朝向转接件弯折,在压块的下压过程中,容易导致极耳的弯折处损伤甚至撕裂。
技术实现思路
1、本申请的目的在于提供一种极耳压紧装置、焊接设备及电池生产系统,用以实现在压紧极耳的过程中减少极耳损伤或撕裂的概率。该目的是通过以下技术方案实现的:
2、第一方面,本申请提供了一种极耳压紧装置,包括:压块;至少一个转动件,可转动地设于压块的侧边缘,压块和转动件用于共同挤压极耳。
3、根据本申请提供的极耳压紧装置,通过在压块的侧边缘设置转动件,当极耳压紧装置压紧极耳的过程中,压块的侧边缘通过转动件挤压极耳,当极耳在极耳压紧装置下压过程中弯折变形时,转动件以能够相对极耳转动的方式与极耳的弯折处相接触,即极耳与转动件之间的摩擦力为滚动摩擦力,大大减小了极耳与极耳压紧装置之间的滑动摩擦力,从而降低了极耳压紧装置在压紧极耳的过程中的摩擦力对极耳的拉扯作用,减小了极耳被摩擦损伤甚至拉扯撕裂的概率。
4、另外,根据本申请提供的极耳压紧装置,还可具有如下附加的技术特征:
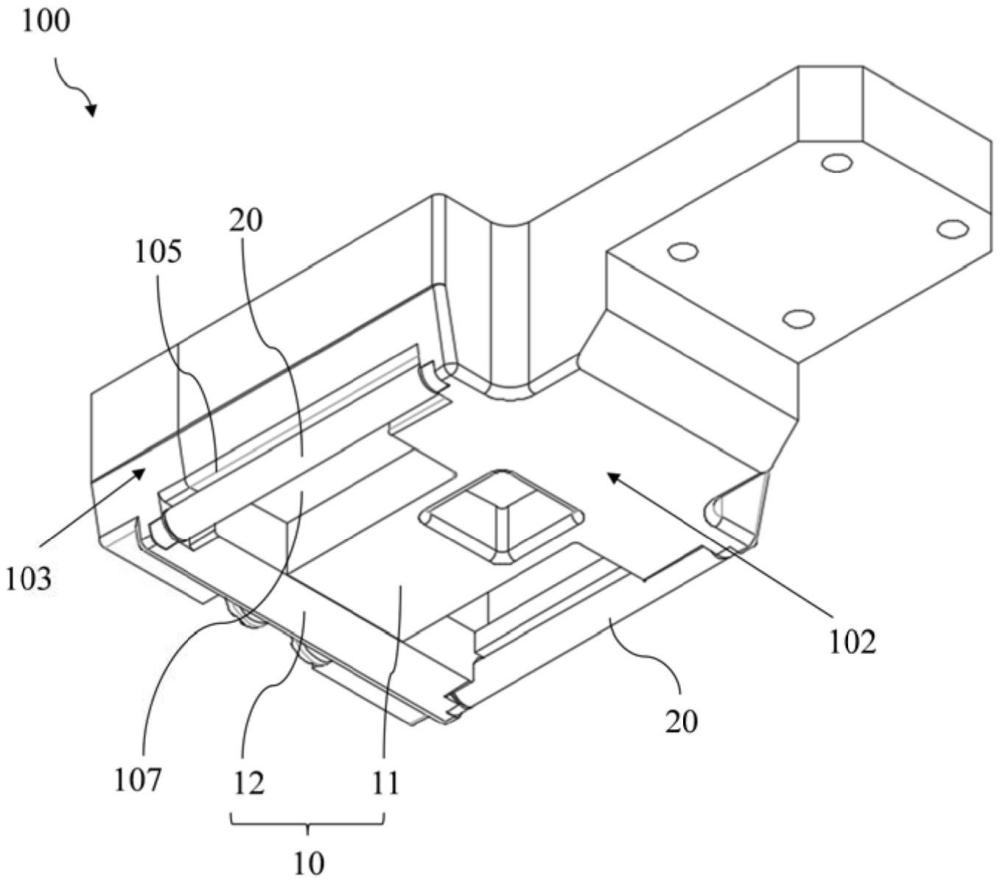
5、在本申请的一些实施方式中,压块具有底面以及与底面相连且呈夹角设置的侧面,底面用于挤压极耳,侧面与底面的连接位置限定出转角部;侧面和/或转角部形成侧边缘。底面用于挤压极耳和转接件,使极耳的主体部分和转接件能够有效地贴合,侧面与底面呈夹角设置,使极耳压紧装置使极耳弯折形变后,极耳的弯折部分相对于极耳的主体部分倾斜,减小极耳的弯折部分相对于极耳的主体部分的弯折程度,有利于减小极耳整体的变形量,降低极耳自身形变产生的损伤。其中,侧面和/或转角部形成侧边缘,使转动件设于转角部或者侧面,或者在侧面和转角部均设置有转动件,以通过设置转动件,使极耳与极耳压紧装置之间的摩擦力为滚动摩擦力,减小了极耳被拉扯损伤甚至撕裂的概率。
6、在本申请的一些实施方式中,侧面包括分别位于底面相对两侧的第一侧面和第二侧面;转角部包括第一转角部和第二转角部,第一侧面与底面的连接位置限定出第一转角部,第二侧面与底面的连接位置限定出第二转角部。通过在压块相对的两侧均设置转动件,使压块可以同时压紧相对设置的两个极耳,使极耳压紧装置具有更广泛的适用范围。
7、在本申请的一些实施方式中,侧面与底面之间形成第一夹角a,第一夹角a的取值范围是90°<a<180°。侧面与底面呈夹角设置,使极耳压紧装置使极耳弯折形变后,极耳的弯折部分相对于极耳的主体部分倾斜具有大于90°且小于180°的夹角,减小极耳的弯折部分相对于极耳的主体部分的弯折程度,有利于减小极耳整体的变形量,降低极耳自身形变产生的损伤。
8、在本申请的一些实施方式中,转角部设有第一容纳槽,转动件可转动地设于第一容纳槽内。通过将转动件收纳于第一容纳槽内,使极耳压紧装置的整体结构更加紧凑,减少与极耳接触的转动件的表面凸出压块底面或侧面呈程度,使极耳的弯折部分与主体部分较为平滑的过渡,有利于减小极耳整体的变形量,减少极耳自身形变产生的损伤。
9、在本申请的一些实施方式中,至少部分转动件的外表面凸出侧面,以减小侧面与极耳接触的概率,进而减小压块的侧面与极耳之间出现滑动摩擦的概率。
10、在本申请的一些实施方式中,压块背离底面的一侧设有第二容纳槽,压块设有至少一个贯穿孔,贯穿孔的两端分别贯通底面和第二容纳槽的底壁,第二容纳槽用于容纳焊头,贯穿孔用于避让焊头。
11、在本申请的一些实施方式中,底面与侧面均呈平面状,转动件呈圆柱状,转动件的转动轴线与转角部的长度方向平行。将转动件设置为圆柱形状,当转动件压紧极耳时,相较于球型结构而言,转动件与极耳具有较大的接触面,减小了转动件对于极耳在单位面积内施加的压力,转动件的转动轴线与转角部的长度方向平行,使得极耳的弯折部分整体更加平整。
12、在本申请的一些实施方式中,沿转动轴线的延伸方向,压块包括拼接连接的主体部和端盖部,转动件的一端可转动地与主体部相连,转动件的另一端可转动地与端盖部相连。主体部与端盖部拼接连接的方式有利于将转动件安装至压块上,降低装配难度。
13、第二方面,本申请提供了一种焊接设备,焊接设备包括:第一方面实施方式中任一项的极耳压紧装置,极耳压紧装置用于将极耳挤压并贴合于转接件;焊头,焊头用于焊接极耳和转接件。因包括第一方面实施方式中任一项的极耳压紧装置,因此具有上述任一实施方式所具有的技术效果,在此不再赘述。
14、第三方面,本申请提供了一种电池生产系统,电池生产系统包括:第二方面实施方式中的焊接设备;以及用于输送电芯的极耳和转接件的输送机构。因包括第二方面实施方式中任一项的焊接设备,因此具有上述任一实施方式所具有的技术效果,在此不再赘述。
技术特征:
1.一种极耳压紧装置,其特征在于,所述极耳压紧装置包括:
2.根据权利要求1所述的极耳压紧装置,其特征在于,
3.根据权利要求2所述的极耳压紧装置,其特征在于,
4.根据权利要求2所述的极耳压紧装置,其特征在于,
5.根据权利要求2所述的极耳压紧装置,其特征在于,
6.根据权利要求5所述的极耳压紧装置,其特征在于,
7.根据权利要求2所述的极耳压紧装置,其特征在于,
8.根据权利要求2-7中任一项所述的极耳压紧装置,其特征在于,
9.根据权利要求8所述的极耳压紧装置,其特征在于,
10.一种焊接设备,其特征在于,所述焊接设备包括:
11.一种电池生产系统,其特征在于,所述电池生产系统包括:
技术总结
本申请涉及电池制造技术领域,提供一种极耳压紧装置、焊接设备及电池生产系统。其中,极耳压紧装置包括:压块;至少一个转动件,可转动地设于压块的侧边缘,压块和转动件用于共同挤压极耳。通过本申请的技术方案,当极耳在极耳压紧装置下压过程中弯折变形时,转动件以能够相对极耳转动的方式与极耳的弯折处相接触,即极耳与转动件之间的摩擦力为滚动摩擦力,大大减小了极耳与极耳压紧装置之间的摩擦力,从而降低了极耳压紧装置在压紧极耳的过程中的摩擦力对极耳的拉扯作用,减小了极耳被摩擦损伤甚至拉扯撕裂的概率。
技术研发人员:胡敏伟,徐蒙
受保护的技术使用者:江苏时代新能源科技有限公司
技术研发日:20230724
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!