一种插头极柱自动化铆线装置的制作方法
本技术涉及自动化加工,具体为一种插头极柱自动化铆线装置。
背景技术:
1、一般电子产品的连接头(connector)与电气用品插销(pin),称为插头。家用交流电源插头与插座,有棒状或铜板状突出的公接头,以物理方式插入有插槽或凹洞的母接头型的电源插座。
2、在生产插头的过程中,需要将插头的极柱端部与电源线进行铆接,以得到能够将插头极柱与电源线电连接。
3、随着社会的发展,制造业自动化程度越来越高,越来越多重复性工作将通过机器来自动完成。
4、但是,目前插头生产中需要人工手动将插头的极柱与电源线进行铆接,工人劳动强度大,生产效率低,自动化程度较低,使得加工效率较低。
5、因此,本实用新型提出一种插头极柱自动化铆线装置,能够自动对插头的极柱与电源线进行铆接。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种插头极柱自动化铆线装置能解决上述问题的技术方案。
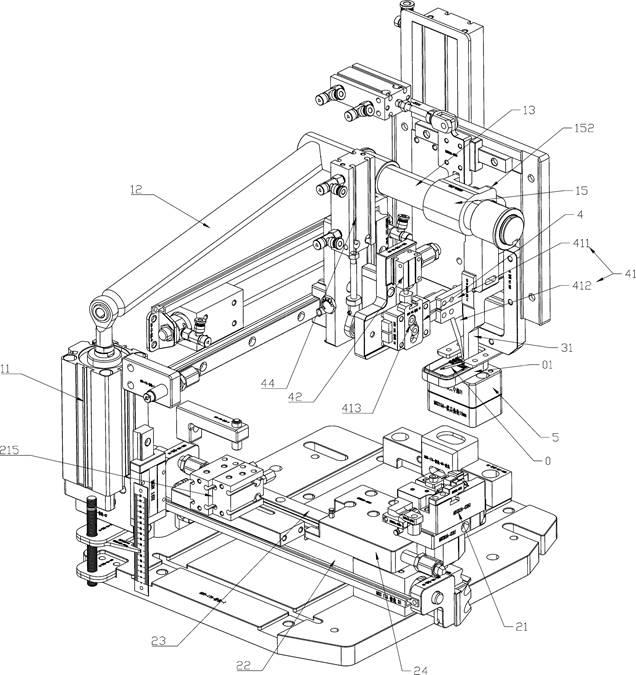
2、为实现上述目的,本实用新型提供如下技术方案:一种插头极柱自动化铆线装置,包括有折线组件、铆线组件以及使线材从折线组件到达铆线组件上的夹持组件;
3、所述铆线组件包括有用以冲压线材使线材与极柱进行卡接配合的铆线冲头以及控制铆线冲头升降的第一竖向直线模组;
4、所述折线组件包括有将线材折弯的折线器以及控制折线器横向移动的第一横向直线模组;
5、所述夹持组件包括有用以夹持折弯后线材的夹头、控制夹头进行夹持工作的第一竖向气缸、控制夹头竖向升降的第二竖向直线模组以及控制第二竖向直线模组纵向移动的纵向直线模组;
6、还包括有用以定位待加工产品的定位治具,所述定位治具与铆线冲头对位配合设置。
7、作为本实用新型进一步方案:还包括有机架以及第二竖向气缸;
8、所述第二竖向气缸、第一横向直线模组、纵向直线模组以及第一竖向直线模组分别固设于机架上;
9、所述第二竖向气缸的活塞杆固接有第一传动杆,第一传动杆上垂直固接有第二传动杆,所述第二传动杆上套接有传动套,其中传动套的两端对称设有凸起部,相邻的凸起部之间设有抵接棍;
10、沿第二传动杆的长度方向设有限位槽,所述传动套的内壁上设有限位销,其中,所述传动套在第二传动杆上滑动设置;
11、还包括有用以控制传动套在第二传动杆上横移滑动设置的第三横向气缸。
12、作为本实用新型进一步方案:所述第一竖向气缸与夹头之间设有传动件;
13、所述第二竖向直线模组与传动件连接设置;
14、所述夹头包括有呈l形设置的第一夹持爪以及第二夹持爪;
15、所述传动件上垂直滑动设有行程控制块,所述行程控制块上开设有呈s形设置的行程通槽;
16、其中,所述第一夹持爪与第二夹持爪分别贯穿传动件设置,并第一夹持爪与第二夹持爪上分别设有在行程通槽内沿行程通槽内壁滑动设置的圆柱块;
17、所述第一竖向气缸的活塞杆与行程控制块固接配合。
18、作为本实用新型进一步方案:所述折线组件包括有与第一横向直线模组并列设置的第一导轨以及滑动设于第一导轨上的第一滑块;
19、所述折线器包括有固设于第一滑块上的折线底座、固设于折线底座上的固定件、滑动设于折线底座上的活动块以及用以将线材折弯的转块;
20、所述固定件与活动块对位配合成型有用以固定线材的固定位;
21、所述转块转动设于折线底座上。
22、作为本实用新型进一步方案:所述铆线组件还包括有第二导轨以及滑动设于第二导轨上的第二滑块,其中,所述铆线冲头呈l形设置,并所述铆线冲头一端与第二滑块固接配合,另一端与定位治具对位配合;
23、所述第一竖向直线模组与第二滑块固接配合设置。
24、作为本实用新型进一步方案:所述机架上还固设有第三导轨以及滑动设于第三导轨上的第三滑块,所述第三导轨设于第三横向气缸与传动套之间,并所述第三滑块上设有连接件,其中,连接件分别与第三横向气缸以及凸起部固接配合。
25、与现有技术相比,本实用新型的有益效果如下:通过折线器先将线材折弯,后通过夹头将折弯后的线材位移至产品的极柱上,再通过铆线冲头将线材嵌入于极柱上的u型缺口内,即可完成铆线,本实用新型运用多组不同方向的直线模组将线材折弯后进行运输,并通过铆线冲头使线材与极柱进行连接配合,能够降低人工劳动强度,提高自动化程度,从而提高加工效率以及生产效率。
技术特征:
1.一种插头极柱自动化铆线装置,其特征在于,包括有折线组件、铆线组件以及使线材从折线组件到达铆线组件上的夹持组件;
2.根据权利要求1所述的一种插头极柱自动化铆线装置,其特征在于,还包括有机架以及第二竖向气缸;
3.根据权利要求2所述的一种插头极柱自动化铆线装置,其特征在于,所述第一竖向气缸与夹头之间设有传动件;
4.根据权利要求3所述的一种插头极柱自动化铆线装置,其特征在于,所述折线组件包括有与第一横向直线模组并列设置的第一导轨以及滑动设于第一导轨上的第一滑块;
5.根据权利要求4所述的一种插头极柱自动化铆线装置,其特征在于,所述铆线组件还包括有第二导轨以及滑动设于第二导轨上的第二滑块,其中,所述铆线冲头呈l形设置,并所述铆线冲头一端与第二滑块固接配合,另一端与定位治具对位配合;
6.根据权利要求5所述的一种插头极柱自动化铆线装置,其特征在于,所述机架上还固设有第三导轨以及滑动设于第三导轨上的第三滑块,所述第三导轨设于第三横向气缸与传动套之间,并所述第三滑块上设有连接件,其中,连接件分别与第三横向气缸以及凸起部固接配合。
技术总结
本技术公开了一种插头极柱自动化铆线装置,涉及自动化加工技术领域,包括有折线组件、铆线组件以及使线材从折线组件到达铆线组件上的夹持组件,铆线组件包括有铆线冲头,折线组件包括有折线器以及,夹持组件包括有夹头,通过折线器先将线材折弯,后通过夹头将折弯后的线材位移至产品的极柱上,再通过铆线冲头将线材嵌入于极柱上的U型缺口内,即可完成铆线,本技术运用多组不同方向的直线模组将线材折弯后进行运输,并通过铆线冲头使线材与极柱进行连接配合,能够降低人工劳动强度,提高自动化程度,从而提高加工效率以及生产效率。
技术研发人员:陶世宏,邓志华
受保护的技术使用者:东莞市酷奇自动化设备有限公司
技术研发日:20230817
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!