电池串固化装置的制作方法
本技术涉及光伏,特别是涉及一种电池串固化装置。
背景技术:
1、在光伏领域中,电池片正面与背面的金属电极用于导出电池片内部电流,可分为主栅和副栅(副栅又称细栅)。其中主栅主要起到串联副栅以及汇集副栅电流的作用,副栅用于收集光生载流子。电池效率取决于遮光面积,而遮光面积又取决于主栅数量×每根主栅与电池片的接触面积,银浆成本则取决于主栅数量×每根主栅银耗。随着技术的发展,为了减少遮光损失、降低银耗,主栅变得更细、数量更多,而主栅变细能够减小表面对太阳光的阻挡、降低银浆用量,但主栅变细也会增大电阻。为了保证导电性能需要增加一定数量的主栅保证电流通过的横截面积,故主栅设计的核心在于宽度与数量之间取得平衡。
2、基于此,0bb无主栅工艺一方面直接取消电池片主栅,进一步降低银耗;另一方面在组件环节用铜焊带替代原有主栅导出电流的作用,0bb焊带更细,直径约为0.2mm,遮光面积更小,理论上能够提升组件功率。目前0bb无主栅工艺通过先施加胶点(热熔胶等粘合剂),将整条焊带利用高温固化在电池片上,固化过程采用压针固定焊带。电池片成串后再通过层压实现焊带与电池片的合金化,这种方案与焊接点胶方案不同在于不需要焊接,点胶实现即可固定。
3、0bb无主栅工艺中,为了实现焊带更好的电连接,目前主流方式是使用熔点低于层压温度的低温焊带,利用层压温度将焊带熔化并与栅线形成合金化电连接,满足0bb无主栅工艺需求。胶水一般采用高温进行固化,固化拉力与固化时间、温度相关,温度越高、固化时间越长则固化效果越充分,固化后拉力就越大。在传统的0bb无主栅工艺中,为了提高固化效率,一般设定高于焊带镀锡层熔点的胶水固化温度,固化后取压网过程中焊带处于镀锡层未凝固状态,压网会将焊带拉扯偏移、翘头、脱胶等问题,影响产品质量,如果设定小于焊带镀锡层熔点的固化温度,取压网过程虽然不会将焊带拉扯偏移翘头脱胶,但由于胶水固化不充分,同样会影响产品质量;为了防止焊带脱胶拉力低问题,通过降低固化温度、延长固化时间以满足固化效果,如此又会对设备节拍影响大,并且固化工艺窗口比较小,操作难度大。
技术实现思路
1、基于此,有必要提供一种电池串固化装置。本实用新型的电池串固化装置能够快速实现焊带镀锡层凝固,防止取压网过程导致焊带偏移翘头、脱胶等问题,极大地提高了固化工艺窗口,提高产品质量。
2、本申请一实施例提供了一种电池串固化装置。
3、一种电池串固化装置,包括传输组件、压料组件、加热组件以及吹风组件,所述传输组件用于辅助电池片与焊带移动,所述压料组件用于朝向所述传输组件上的电池片与焊带压合,所述加热组件用于对电池片与焊带之间的粘合剂加热熔融,所述吹风组件朝向所述传输组件吹风。
4、在其中一些实施例中,所述吹风组件位于所述传输组件的上方且靠近于所述传输组件的出料端。
5、在其中一些实施例中,所述吹风组件与所述传输组件之间的距离为1cm~100cm。
6、在其中一些实施例中,所述电池串固化装置还包括制冷组件,所述制冷组件与所述吹风组件连接。
7、在其中一些实施例中,所述制冷组件为空调;
8、和/或,所述吹风组件为风扇。
9、在其中一些实施例中,所述吹风组件的数量为多个,多个所述吹风组件间隔分布。
10、在其中一些实施例中,所述传输组件包括传送带以及传送驱动部件,所述传送驱动部件连接于所述传送带以用于驱动所述传送带运动。
11、在其中一些实施例中,所述加热组件设置在所述传送带的内侧,且靠近于所述传送带的传送面。
12、在其中一些实施例中,所述加热组件的加热温度为30℃~300℃。
13、在其中一些实施例中,所述电池串固化装置还包括控制组件,所述传输组件、所述压料组件、所述加热组件以及所述吹风组件分别与所述控制组件电性连接,所述控制组件能够控制所述传输组件、所述压料组件、所述加热组件以及所述吹风组件同步启停。
14、上述电池串固化装置,在电池片与焊带之间的粘合剂固化后,压合组件抬升前增加吹风组件,吹风组件通过吹风可以快速将焊带镀锡层凝固,防止压合组件抬升过程导致焊带偏移翘头脱胶等问题,另外,由于本申请增加了吹风组件,无需降低固化温度、延长固化时间,减少对设备节拍影响,提高了生产效率,提高了产品质量。
技术特征:
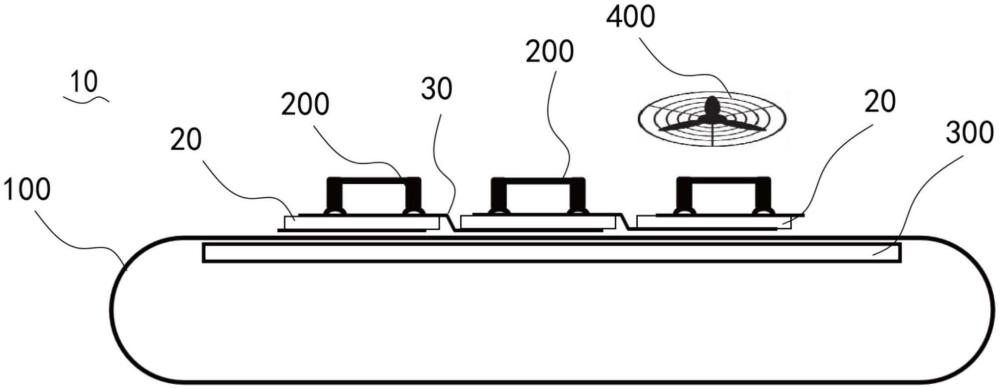
1.一种电池串固化装置(10),其特征在于,包括传输组件(100)、压料组件(200)、加热组件(300)以及吹风组件(400),所述传输组件(100)用于辅助电池片(20)与焊带(30)移动,所述压料组件(200)用于朝向所述传输组件(100)上的电池片(20)与焊带(30)压合,所述加热组件(300)用于对电池片(20)与焊带(30)之间的粘合剂加热熔融,所述吹风组件(400)朝向所述传输组件(100)吹风。
2.根据权利要求1所述的电池串固化装置(10),其特征在于,所述吹风组件(400)位于所述传输组件(100)的上方且靠近于所述传输组件(100)的出料端。
3.根据权利要求1所述的电池串固化装置(10),其特征在于,所述吹风组件(400)与所述传输组件(100)之间的距离为1cm~100cm。
4.根据权利要求1所述的电池串固化装置(10),其特征在于,所述电池串固化装置(10)还包括制冷组件,所述制冷组件与所述吹风组件(400)连接。
5.根据权利要求4所述的电池串固化装置(10),其特征在于,所述制冷组件为空调;
6.根据权利要求1~5任意一项所述的电池串固化装置(10),其特征在于,所述吹风组件(400)的数量为多个,多个所述吹风组件(400)间隔分布。
7.根据权利要求1~5任意一项所述的电池串固化装置(10),其特征在于,所述传输组件(100)包括传送带以及传送驱动部件,所述传送驱动部件连接于所述传送带以用于驱动所述传送带运动。
8.根据权利要求7所述的电池串固化装置(10),其特征在于,所述加热组件(300)设置在所述传送带的内侧,且靠近于所述传送带的传送面。
9.根据权利要求1~5、8任意一项所述的电池串固化装置(10),其特征在于,所述加热组件(300)的加热温度为30℃~300℃。
10.根据权利要求1~5、8任意一项所述的电池串固化装置(10),其特征在于,所述电池串固化装置(10)还包括控制组件,所述传输组件(100)、所述压料组件(200)、所述加热组件(300)以及所述吹风组件(400)分别与所述控制组件电性连接,所述控制组件能够控制所述传输组件(100)、所述压料组件(200)、所述加热组件(300)以及所述吹风组件(400)同步启停。
技术总结
本技术公开了一种电池串固化装置。本技术的电池串固化装置包括传输组件、压料组件、加热组件以及吹风组件,传输组件用于辅助电池片与焊带移动,压料组件用于朝向传输组件上的电池片与焊带压合,加热组件用于对电池片与焊带之间的粘合剂加热熔融,吹风组件朝向传输组件吹风。本技术的电池串固化装置在电池片与焊带之间的粘合剂固化后,压合组件抬升前增加吹风组件,吹风组件通过吹风可以快速将焊带镀锡层凝固,防止压合组件抬升过程导致焊带偏移翘头脱胶等问题,另外,由于本申请增加了吹风组件,无需降低固化温度、延长固化时间,减少对设备节拍影响,提高了生产效率,提高了产品质量。
技术研发人员:丁二亮,韩奎
受保护的技术使用者:通威太阳能(南通)有限公司
技术研发日:20230818
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!